关于提高某汽车同步器合格率的研究
2021-07-30 01:12:18梁华锋卢群英
南方农机 2021年14期
梁华锋,卢群英
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
关键字:同步器;Minitab;假设检验;累积
1 背景描述
随着汽车行业的发展,用户对汽车的驾驶性能和NVH等的要求越来越高,故对汽车零部件的生产制造的一致性要求也会变得更严格,标准会变得更严苛。变速器[1]属于汽车三大关键件之一,变速器的功能失效会引起用户的重大抱怨,甚至会涉及安全问题;而同步器[2]属于手动变速器、AMT变速器、DCT变速器等变速器的核心零部件,装在变速器内部的输入或输出轴上,与档位齿轮结合齿分开或脱落,扮演着变速器内部动力传递的桥梁角色。若同步器出现异常,就可能会导致整车挂不进档或者脱档等功能失效故障,故提高汽车同步器合格率对变速器及整车都有十分重要的意义,可以降低整车发生问题的概率。
2 过程分析
2.1 现状调查
连续统计8周某车型同步器的来料合格率,发现该车型同步器齿套花键的累积尺寸[3]合格率低,合格率曲线如图1所示。同步器齿套花键累积尺寸不合格,会使齿套与档位齿轮的啮合面积变小,使变速器防脱档能力降低,从而可能导致整车发生脱档故障,整车功能部分失效,故必须要解决同步器齿套花键累积尺寸合格率低的问题。
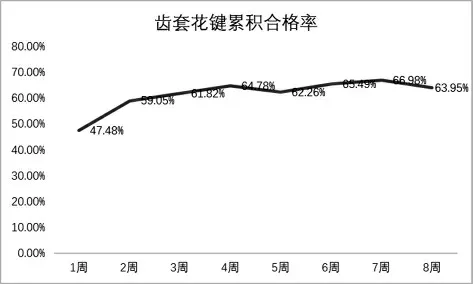
图1 同步器齿套花键累积合格率
采集25组(每组5个)共125个同步器齿套花键累积尺寸数据,利用Minitab[4]经数据正态性检验后对该同步器花键累积尺寸进行过程能力分析,过程能力分析表明同步器齿套花键累积尺寸Cpk只有0.45,过程能力不足。如图2所示。
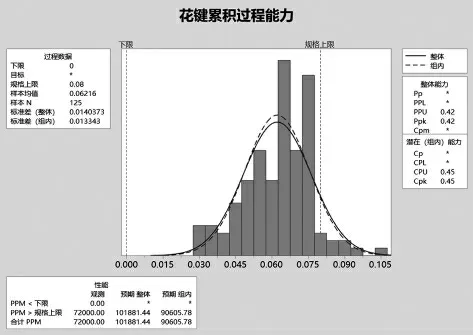
图2 同步器花键累积过程能力分析
2.2 数据采集
对该同步器齿套的生产过程进行分析,如图3所示,有4个工序(分别是一拉花键、挤齿、二拉花键、热处理)会影响到齿套的花键累积尺寸。采用头脑风暴法并结合PFMEA,绘制了齿套花键累积不合格的因果图如图4所示,得到了13个末端因子,并通过数据测量、现场调查等方法排除掉其中的11个因子,剩2个因子需进行进一步研究,分别是一拉花键有缺齿(缺齿会导致挤齿时花键变形)和热处理设备精度不足(热处理会存在变形,变形大导致累积尺寸不合格)。
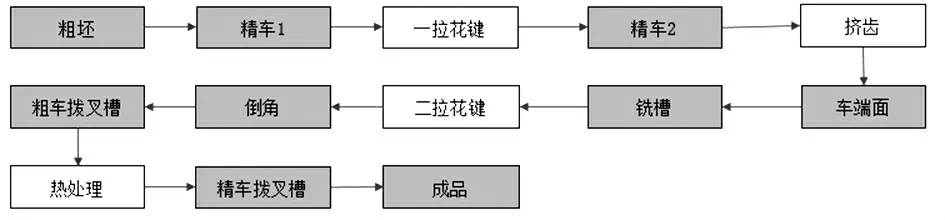
图3 同步器齿套生产流程图
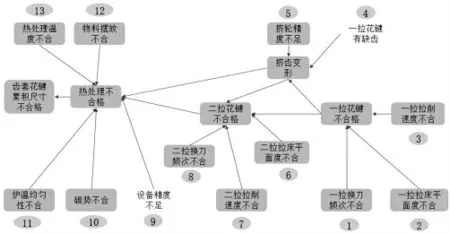
图4 同步器花键累积不合格因果图
2.3 原因分析
根据同步器齿套的生产过程,首先进行了变异源分析,发现同步器齿套的花键累积尺寸合格率与生产班次、生产线、生产日期无关;其后横向对比了其他车型采用相同工艺不同结构的同步器齿套如图5所示。对比结果表明,相同工艺不同结构的同步器齿套花键累积合格率存在很大差异,经双样本t假设检验及实际合格率统计,表明其他车型相同工艺不同结构的同步器齿套合格率更高,说明结构设计是影响花键累积的一个重要因素。但该车型已投产,设计变更成本大、周期长,因此不考虑从同步器齿套结构设计上解决花键累积合格率低的问题,而是通过改进齿套生产制造过程解决。故根据因果图的分析结果,需对一拉花键有缺齿及热处理设备精度不足这两个因子进行研究分析,用假设检验的方法来分析验证因子是否显著影响齿套花键累积。
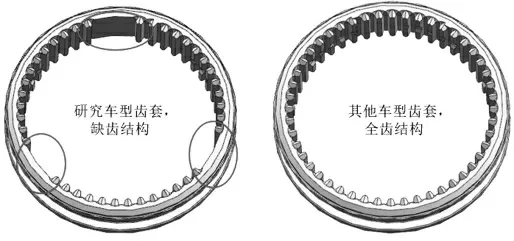
图5 同步器齿套结构对比
关于一拉花键有缺齿这个因子,一拉花键有缺齿可能会导致后续的挤齿工序中挤齿时花键变形,故考虑把一拉花键缺齿改为二拉花键缺齿,即由原工艺流程:一拉花键(拉花键及拉缺齿)—挤齿—二拉花键,改为新工艺流程:一拉花键(拉花键)—挤齿—二拉花键(拉缺齿)。两种流程生产的零件各准备20套,测量花键累积尺寸,测量完成后用Minitab先进行数据独立性检验,其次进行正态性检验,再次进行等方差检验,最后进行双样本t假设检验如图6所示,P值=0.000<0.05。结果表明,一拉花键有缺齿对花键累积有显著影响。
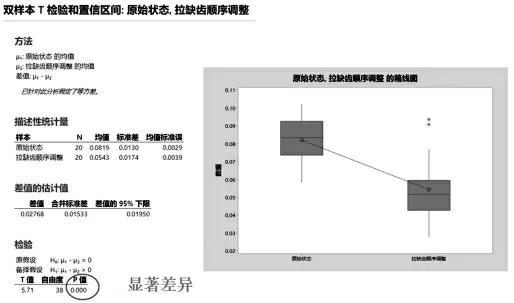
图6 一拉花键有缺齿双样本t检验
对于热处理设备精度不足这个因子,热处理设备精度不足会导致热处理变形大,故考虑把热处理设备由多用炉改为压力淬火炉。两种装备生产的零件各准备20套,测量花键累积尺寸,测量完成后用Minitab先进行数据独立性检验,其次进行正态性检验,再次进行等方差检验,最后进行双样本t假设检验如图7所示,P值=0.004<0.05。结果表明,热处理设备精度不足对花键累积有显著影响。

图7 热处理设备精度不足双样本t检验
两个因子经分析都对同步器齿套花键累积有显著影响,需进一步通过DOE试验来确定最终的方案。故设计2因子2水平(A:拉缺齿顺序调整,低水平取不调整,高水平取调整;B:热处理设备调整,低水平取多用炉,高水平取压力淬火炉)的全因子DOE试验。因为是离散型因子,故不设置中心点,仿形4次,即共进行16次试验。根据DOE试验结果如图8所示,模型P值=0.000<0.05,说明模型有效;两个因子P值都小于0.05,两因子交互作用P值=0.027<0.05,说明因子及因子交互作用对花键累积都存在显著影响;残差诊断无异常,模型无需再改进,确定了最终的回归方程。最后再进行残差响应优化,结果表明,同时实施拉缺齿顺序调整及热处理设备调整可以使花键累积达到最优。

图8 DOE试验结果
2.4 改进控制
根据原因分析的结论,对同步器齿套实施了以下工艺调整措施:1)拉缺齿由一拉花键工序改到二拉花键工序,可以降低齿套花键挤齿变形概率;2)热处理设备由多用炉改为压力淬火炉,可以降低齿套花键热处理变形概率。
采集25组(每组5个数据)共125个改进后的同步器齿套花键累积尺寸数据,经正态性检验后进行过程能力分析如图9所示,过程能力分析表明改进后齿套花键累积Cpk由0.45提高到了1.83。
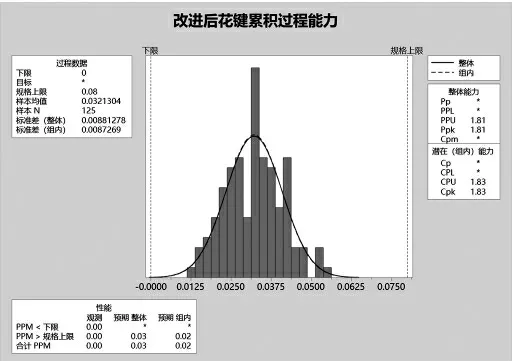
图9 改进后过程能力分析
再对改进前及改进后的同步器齿套花键累积尺寸进行双样本t假设检验,如图10所示,P值=0.000<0.05。结果表明,改进后同步器齿套花键累积显著优于改进前。
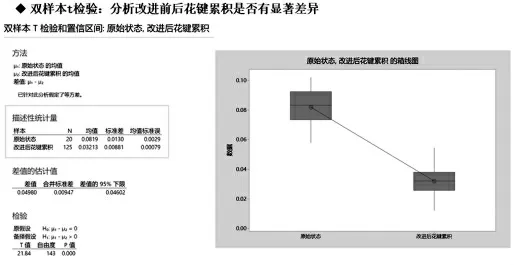
图10 改进前后齿套花键累积双样本t检验
经实施以上改进后,持续跟踪4周的同步器齿套花键累积生产检测数据,该同步器齿套花键累积尺寸合格率由66%提高且稳定保持在100%。实际生产数据表明,改进是卓有成效的。
3 结束语
文章采用六西格玛改进方法,通过大量的统计学数据来分析验证问题,使用假设检验等方法分析找到某车型同步器合格率低的原因。在措施选择及效果验证等方面,相比传统的问题解决方式使用了更多的统计学数据,效果评判定量化、数据化,结果更具可信度。虽然是对某个具体问题的具体分析,不具备普遍的指导意义,但使用假设检验等统计学的方法来分析验证问题的思路值得借鉴,具有一定的参考意义。
猜你喜欢
装备制造技术(2020年1期)2020-12-25 05:18:10
制造技术与机床(2019年11期)2019-12-04 05:50:50
制造技术与机床(2019年8期)2019-09-03 01:15:02
制造技术与机床(2018年11期)2018-11-23 01:08:02
时代金融(2017年6期)2017-03-25 12:02:43
统计与决策(2017年2期)2017-03-20 15:25:23
上海精神医学(2016年3期)2016-12-09 01:51:43
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01 04:07:00
汽车与驾驶维修(维修版)(2015年4期)2015-08-16 07:52:13
制造技术与机床(2015年10期)2015-04-09 07:05:42