基于PLC的食品加工用烘干设备的研究与应用
2021-07-29 14:04湖南文理学院计算机与电气工程学院周灵杰
电子世界 2021年13期
湖南文理学院计算机与电气工程学院 彭 琛 曾 昱 黄 爽 周灵杰
食品烘干对于食品的储存是非常重要的。本文主要研究和设计了针对食品烘干设备的自动控制,自动控制主要实现了对烘干室和燃烧室的控制,其中主控制系统利用PLC作为主控制器实现自动控制,针对烘干过程中出现了各种问题进行了解决,提出了单行控制和采用PWM控制,读取温度传感器的数据,利用PID算法计算PWM参数。相对于传统的烘干工艺,食品的烘干效率得到了大幅提高。
我国农业生产与发达国家相比我国的食品烘干机的使用度不高,根据资料显示我国每年到了丰收的季节由于天气原因不能嗮干粮食,导致了每年都要损失掉很多粮食。根据资料显示,在我国大部分粮食是在农民的仓库储存着,但是农民没有完备的烘干装置,也没有很好的储存粮食的仓库,因此,怎样才能让农民手中的粮食完好的储存减少损失这成了当务之急,在我国人口众多并且人均耕地面积少所以研制出一套食品烘干设备是非常有必要的。并且在出售食品的时候要是食品没有烘干完全,那么储存在仓库里的粮食就会起虫,卵虫进行繁殖会对仓库里的粮食造成损坏的作用。从而,降低了食品的品质,这会对该食品的口味以及价格会有很大影响。在我国加入世贸组织之后,与其他国家相比我国的农副产品是处于很不利的局面。所以要根据我们国家的国情来研制适合我国的一种可以移动的食品烘干设备这将对我国农业产值产生积极的作用。
在1950年的时候我国从苏联引进了烘干设备,在那个时期我们国家也在引进其他国家的烘干设备,90年代以后,正是因为我国对各个国家的烘干机的开始引进我国慢慢的开始吃透了外国的烘干技术,并且自我消化掉了,经过很长一段时间的技术积累终于开发出了适合我国国情的烘干机例如5HX、5HG、5HF、这些型号的食品烘干机。现在,我国自主研发的食品烘干机设备已经有20多家公司可以生产出来,并且小型的烘干机可以烘干高水分粮食50t,大型的烘干机可以烘干1000t,这些成就得益于我国科研人员的努力与辛勤付出。正是因为我国从外国引进了许多种型号的烘干机设备,在这些设备中我国已经掌握了这些型号的烘干机技术,因此我国的烘干机开始创新,并且逐步开始赶超发达国家的烘干机设备。虽然现在国内有很多厂家可以研制食品烘干机设备,这些公司研制的烘干机设备都有许多的优点,但是在我国的农业生产中却很难普及开来,原因是我国只注重技术的研制,却忽视了烘干基础学得研究,这导致我国研制的烘干机设备有力没地方使,所以我国的烘干机设备还是没有普及开来,以后我们要加强烘干基础学得研究,这样才难是我国的研制的烘干机设备在农业生产中普及开来。
现在,如今在国际上生产混流失烘干机设备的公司还是比较多的,有德国的Stela和Simcco,美国的阿尔格莱德(Aeroglide)和Lsu加拿大的沃太克(Vertec),丹麦的希伯里亚(Cimbria),法国的拉富(Law)和Fao,英国的凯瑞(Carier),瑞典的斯维格码(Swegma),美国的阿尔格莱德(Aeroglide)和Ls等几十家。从这些发达国家的烘干设备中的引进对我国的烘干设备的发展的影响是非常巨大的,例如烘干机的粮食一开始是从中间进去然后再两端进去的美国阿尔格莱德(Aeroglide);丹麦希伯里亚(Cimbria )烘干机是采用截面烘干;这个可以避免由于烘干接触面太大产生烘干不是很均匀的问题。在发达国家的烘干机对计算机控制烘干机来实现烘干控制的投入比较多并且在混流式烘干方面外国研制出来的烘干机都是比较先进的。
1 系统的硬件设计
因为露天晾晒易受天气的影响比如说下雨、天气不好等。我们国家人口众多对于粮食保存来说这是非常非常重要的。粮食烘干实际上就是能量与质量进行交换的过程,从各个方面来看,它具有变量多、滞后大和非线性的特点。我国每年到了收货的季节都会损失15%的粮食,在这些损失的粮食中因为烘干不完全损失了5%~7%,这等于是说损失了2500~3000万t的粮食,在本文中主要介绍一种基于现代可编程控制器技术(PLC)对食品烘干机的自动控制,主要包含进料、循环烘干、自动调温、合格食品出料的自动控制。本文主要设计了提高烘干效率的食品加工用的烘干控制系统。在硬件设计部分包括温度传感器、湿度传感器、称重传感器及PLC选型,还有提升机的选型以及总体设计。本文设计的食品烘干装置的工艺流程图如图1所示。

图1 食品烘干工作框图
工作原理:当食品进入料斗时会对其重量进行称重,如果符合重量范围要求则启动提升机、上绞龙电机 ,然后食品经上绞龙电机进入烘干室进行升温烘干,如果食品烘干的指标达标的的话那么就由排粮管进行排粮然后打包储藏,否则由排粮轮、绞龙机、提升机带入烘干室继续烘干。功能简介:(1)称重传感器:测量并显示该食品的重量。(2)温度传感器:测量并显示烘干室的室温。(3)湿度传感器:测量并显示烘干室的湿度情况。(4)提升机:主要将食品提升至烘干室。(5)烘干加热:对食品进行加热烘干。(6)打包储存:将加热烘干后的食品储存仓库。
1.1 主电路和PLC控制系统接线图设计(如图2、图3所示)

图2 烘干机主控制电路图
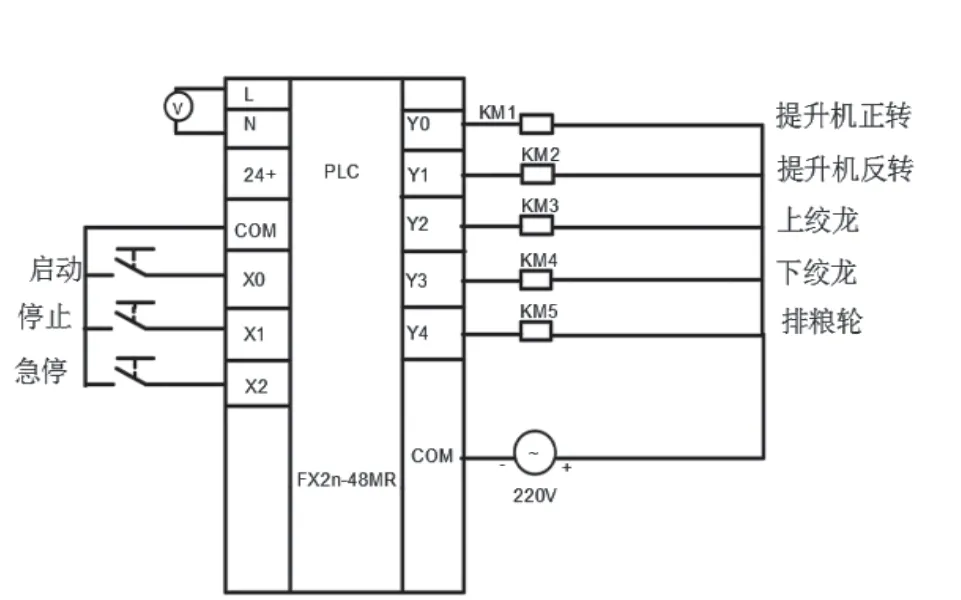
图3 PLC控制系统接线图
接触器KM1线圈得电,主触点闭合提升机电机M1正转,食品上升;接触器KM2线圈得电,主触点闭合提升机电机M1反转,食品下降。KM3闭合上绞龙电机M2,启动食品烘干达标后可排粮,KM4闭合下绞龙电机M2启动循环烘干,KM5闭合排粮轮电机M3打开工作。输入端主要有启动、停止、急停按钮,扩展的AD模块有称重传感器、湿度传感器、温度传感器,系统启动称重传感器检测到物体提升机正转上升,否则提升机反转下降,上绞龙将食品带入烘干室,又湿度检测传感器检测湿度是否达标达标则,启动排练管否则启动下绞龙机继续循环烘干。
1.2 PLC控制系统可扩展模块
如图4所示,称重传感器对食品的重量进行称量,当提升机感应到食品重量那么提升机正转食品上升,湿度和温度传感器在烘干室内对食品的温度、湿度进行测量如果满足达标要求那么久可以排粮。

图4 PLC控制系统I/O端子接线图
2 软件设计
本章主要设计了程序总流程图以及各个模块的设计包括提升机上绞龙模块、燃烧室烘干控制模块、打包储存模块、下绞龙启动模块。食品烘干机的主程序流程框图如图5所示。

图5 自动控制主程序流程框图
处理过程:当我们的控制器打开之后,先对系统进行初始化,然后对每个传感器传来的数字信号进行检测,若数值不在我们的预设范围之内,则打开我们相应的温度控制设备、湿度控制设备、以此来控制各个环节。这个系统主要包括了食品水分的检测以及温度的检测。在这个系统中要每隔一定时间就要对食品的水分进行检测,并且和给出的值进行比较,假如说食品水分的检测值是大于在烘干室食品水分的给定值的,那么就可以控制烘干室开始启动了,如果不是的话则可以控制烘干室进行关闭。
结论:本文还有很多有待改善的地方,食品烘干机在烘干食品过程中容易出现因烘干后水分过低而造成食品减量,或者因为一次烘干后水分未减低至标准,需要进行二次烘干,增加了作业成本等问题,所以本文采用了单行精确的控制,还有另一个改进方案是采用PWM控制,读取温度传感器的数据,利用PID算法计算PWM参数,主控制系统主要实现了食品烘干的自动控制,相对于传统的烘干工艺,食品的烘干效率大幅提高。食品烘干机在未来是很有前景的,现在我国的食品烘干机还有许多不足的地方,但是都在朝着大型化、先进化、自动化程度以及节能等方面发展,这是食品烘干机未来的发展趋势,我们也将积极在这方面继续探索研究。
猜你喜欢
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2022年5期)2022-04-09
装备制造技术(2021年4期)2021-08-05
电子制作(2018年16期)2018-09-26
西藏科技(2016年9期)2016-09-26
铁道通信信号(2016年12期)2016-06-01
海峡科技与产业(2016年3期)2016-05-17
山西煤炭(2015年4期)2015-12-20
现代农业装备(2015年4期)2015-12-15
现代农业装备(2015年4期)2015-12-15