
板材冲压自动送料与上料一体化系统设计
2021-07-29 12:00:02重庆机电职业技术大学电气与电子学院
电子世界 2021年12期
重庆机电职业技术大学电气与电子学院 张 华 杨 川 陈 华
冲压加工是机械加工中的一种常见的成型制造方法,和其他成型技术比较,冲压成型方式拥有生产效率高、速度快、材料利用率高、环保节能等优点,尤其是汽车行业得到广泛的应用。冲压过程的自动化,是提高冲压生产率,保证安全生产的重要方式。冲压自动化改善了劳动条件,减轻工人的体力劳动;提高了劳动生产效率;提高了冲床的利用率,从而节约了电力,降低了成本;保证了生产安全,用机械代替了人工,使操作者双手脱离开冲床工作危险区;降低了工时的消耗,延长了冲模的使用寿命,减少了坯件堆放面积。本文主要针对企业需求,设计板材冲压数控送料与上料工作站。
企业生产的异形板零件厚度3至6mm不等。现有工艺为人工将大块钢板放置到冲床中,多次冲压,加工多个所需的异形板类零件。目前人工冲压生产的安全性,产品的质量,生产的效率,人工的劳动强度,均无法满足企业的需求。企业提出在原有冲压设备工艺的基础上进行冲压自动化改造。要求加工效率大于人工,一个人工可以操作加工多台改造后得工作站。
1 工作站总体设计
工作站总体组成如图1所示,由冲床,产品落料滑道,零件成品仓,板材废料仓,数控送料机,板材上料机械手组成。工作过程为,上料机械手从板材料仓中抓取板材放入数控送料机中,送料机抓手组夹紧板材,将板材送入冲床内,进行逐个冲压,冲压加工完成的零件通过滑道划入零件成品仓内,板料冲压完成后,送料机将板材废料放入板材废料仓内,送料机回到板材上料位置,以此工作循环。

图1 工作站总体组成
2 数控送料机的设计
2.1 送料机总体设计
数控送料机由左抓手组,右抓手组,X轴滑台,底座,Y轴滑台组成。X,Y轴滑台均由伺服电机驱动,采用丝杆加双导轨的传动方式,左右抓手由气缸驱动。左右抓手用于分别夹紧原料板。X,Y滑台带动加工板材在平面内定位运动,将加工板材精确的送到冲压位置。
2.2 X轴伺服电机参数
X轴滑台采用丝杆传动,传动安装方式为水平。根据设计的要求,传动的相关参数如表1所示。通过参数计算出电机的最高转速,负荷转矩计算,启动转矩,启动必须转矩。
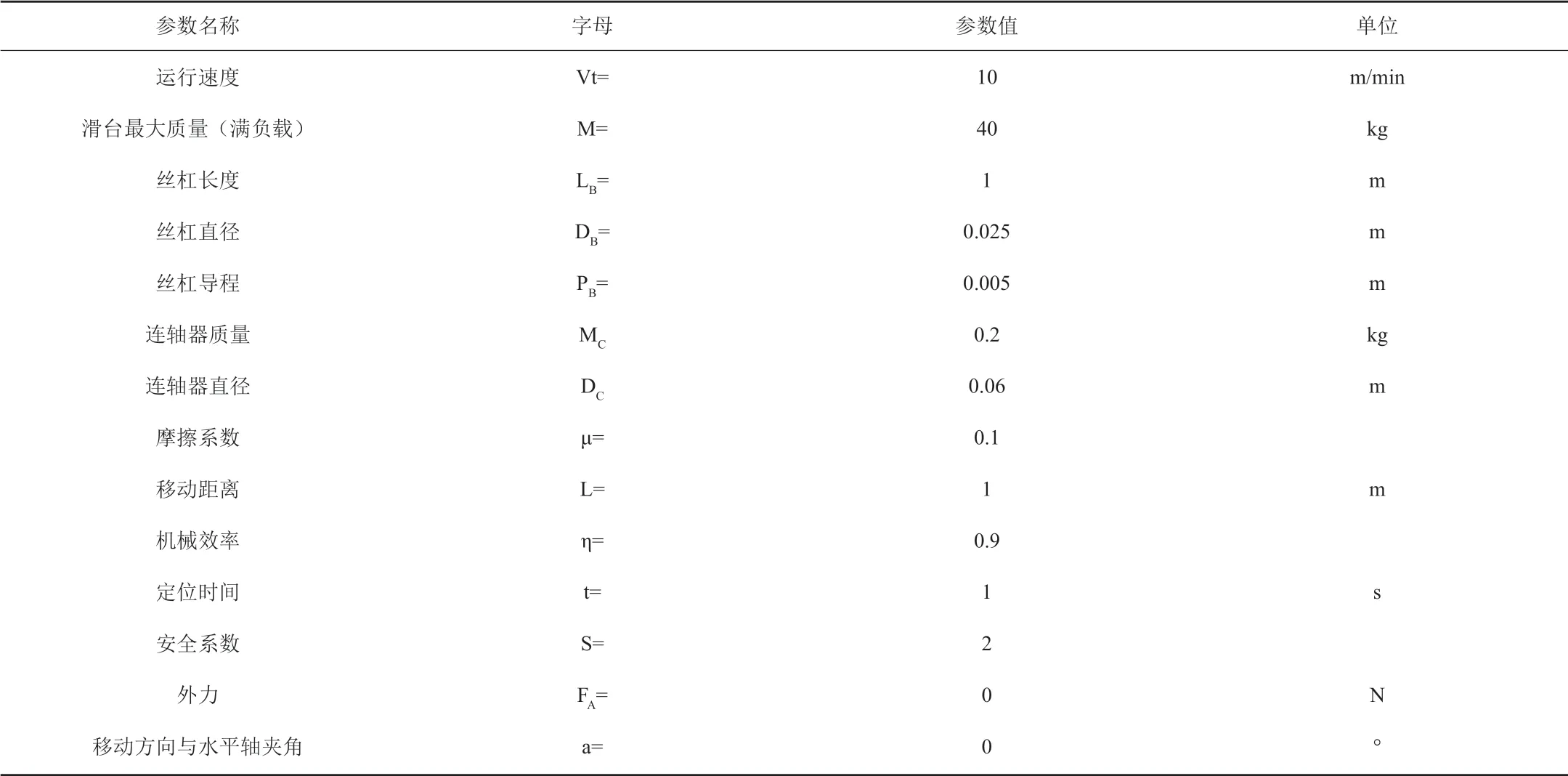
表1 丝杆模组传动参数
必须转矩计:
必须转TM=(TL+TS)*S=2.23Nm。
根据计算的结果对伺服电机选型在满足功能要求安全保障的前提下,从企业熟悉程度,经济性角度考虑。选台达公司伺服电机,ECMA低惯量交流伺服电机ECMA-C10807ES,配置驱动器C10807ES。输出扭矩为2.39Nm,功率为0.75kw。
2.3 X轴滑台结构设计
X轴滑台结构由左抓手组,支架,Y轴丝杆,Y轴伺服电机,导轨,右抓手组组成。主要作用驱动抓手组带动加工板材Y向定位移动。由伺服电机驱动,使用丝杆加双圆导轨的方式传动。Y轴伺服电机的计算与X轴相同。
2.4 抓手组设计
抓手组由左右抓手组组成,伸缩气缸,滑块,导轨,夹手1号,夹手1号气缸,夹手2号,由于在冲压的过程中,抓手组夹持的部位会和冲压位置发送干涉。故采用左右抓手组的设计方式,当加工左边部分时,由右抓手组夹持,左抓手组缩回避开干涉位置,伸缩气缸的作用即带动抓手组前后伸缩。加工右边相反。
夹手夹持结构左抓手组为夹紧状态,右抓手组为打开状态。通过夹手气缸开合带动夹手对加工板材夹持。
2.5 气动系统设计
数控送料机气动系统如图2所示。选择原则,在满足功能需求的前提下,尽量少设计非标机构,选择成品的常用件气缸,再考虑经济性和成本。左右抓手组气缸1号和2号,选用方形单作用气缸,安装方便,控制简单,参考亚德客公司产品为ACQ系列气缸。电磁阀选二位三通单电控弹簧复位。伸缩气缸选用标准圆形气缸,参照亚德客公司产品SC系列气缸。电磁阀选用二为五通单电控弹簧复位。

图2 数控送料机气动系统
3 上料机械手结构设计
3.1 总体结构设计
上料机械手总体结构由原料板料仓,机架,X轴模组1,Y轴模组,5X轴模组2,Z轴模组,抓手吸盘。上料机械手主要将原料板料仓中的加工板材准确送入到数控送料机的上料位置。
3.2 X轴龙门控制
X轴采用龙门结构设计形式,由于龙门跨度较大,采用双伺服电机控制。龙门控制,重点在控制模组的两轴必需等速移动,若两轴间的移动有太大的差异量,则会造成机构的损坏。伺服系统选用台达ASDA-A2系列。他所提供的内建龙门(Gantry)控制功能,可以实现双轴同步。控制器将自行作同步的追随,当位置偏差量超过设定的容许值时,则会发出异常警告,停止系统的运作。
4 系统总体控制构架
总控系统将数控送料机与上料机械手使用独立的PLC进行控制。两个系统使用PLC的硬件IO口进行通讯。两个设备具有独立触摸屏,这样使得设备的调试,维修使用更为简单便利。使用数控送料机与冲床通讯,通讯方式为硬件IO通讯。
结束语:本文针对冲压加工企业提出的需求,设计异形板类零件冲压加工的自动化工作站。工作站从板材的上料,到多次板材送料加工,异形板类零的下料存放,板材废料存放均实现了自动化。工作站可减少人工,降低人工劳动强度,提高操作的安全性,并提高冲压的效率,降低成本。工作站结构方案可推广应用到其他的板料加工。
猜你喜欢
微特电机(2020年11期)2020-12-30 19:42:32
电子制作(2019年12期)2019-07-16 08:45:20
电子制作(2018年17期)2018-09-28 01:57:00
电子制作(2018年8期)2018-06-26 06:43:10
通信电源技术(2018年3期)2018-06-26 06:33:36
电子测试(2017年11期)2017-12-15 08:57:38
制造技术与机床(2017年9期)2017-11-27 02:14:21
制造技术与机床(2017年12期)2017-02-02 07:05:09
工业设计(2016年6期)2016-04-17 06:42:53
液晶与显示(2014年3期)2014-02-28 21:14:32
