
线圈、冲片数字化车间质量控制平台构建
2021-07-29 10:27:42梁福炎李庆明谷丽明
水电站机电技术 2021年7期
梁福炎,李庆明,谷丽明,林 庆,李 俊
(1.东方电气集团东方电机有限公司,四川 德阳 618000;2.西南交通大学,四川 成都 610000)
1 概述
定子线圈、转子线圈、定子冲片是发电机组的核心部件,长期运行于高温、高电压等恶劣工况,质量要求高、制造过程由手工作业和机械作业穿插进行,制造工艺复杂、难度大,涉及的检验内容繁多,且分布于不同工序及不同工位,过程质量控制困难。线圈、冲剪数字化车间就是东方电机围绕定子线圈、转子线圈、定子冲片这三大核心部件而打造的大型清洁高效发电设备智能制造新模式,本文介绍的是在此项目中由传统检验模式向数字化质量控制转变的质量控制平台构建和实现。
2 线圈、冲片制造质量控制特点
2.1 线圈质量控制特点
特点1:检验参数类型总多,并且内容根据不同项目要求不一,其中,涉及内容包括:长度、宽度等常规几何参数测量;升高、节距等空间几何参数测量;常态介质损耗角、试验电压、局放值等电气参数测量。
特点2:检验实施地点分布于制造环节的各个工位,即产品零部件临时存放位置,同一个检验类型可能需要在多个工位执行。
特点3:检验所需工量器具类型总多,如游标卡尺、外径千分尺、公法线千分尺、表面电阻测试仪等,同一个检验任务实施可能同时需要多种量具切换使用。
2.2 冲片质量控制特点
特点1:冲片实行批量件管理,首件控制是冲片质量控制的重要环节。
特点2:冲片检验主要涉及:外形尺寸控制、毛刺控制、漆膜质量控制,主要内容包括:外形尺寸控制:主要通过检验槽尺寸及位置、孔尺寸及位置、内外圆轮廓等关键尺寸,进而保障叠片装配后的铁心尺寸;毛刺控制:测量精度达到微米级,且测量位置为非常规位置;漆膜质量控制:涉及漆膜厚度、漆膜绝缘性能、固化度等方面。
3 数字化质检实施前检测现状
数字化质检实施前,相关检验项目均通过检验前人工识别标准并形成检验项,检验时手动操作、人工读取测量仪器仪表及量具数据并配合人工记录的方式进行,所有质量控制过程及质量信息均通过人工建立质量控制卡进行纸质传递。
质量控制通过纸质传递卡实现序间质量控制,如图1。
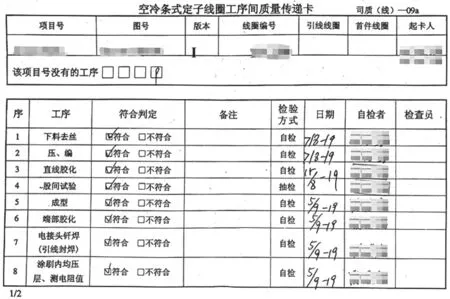
图1 质量控制卡
几何量检测均通过人工操作、人工读数、人工记录方式进行,如图2。
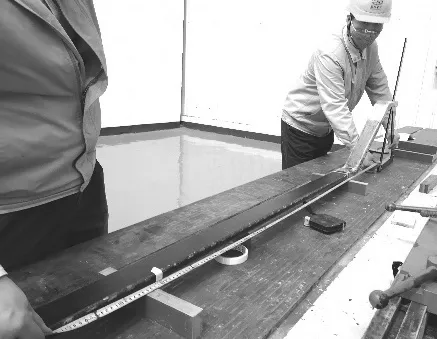
图2 几何量检测
电气参数检测均通过人工点动控制电压、人工读数、人工记录方式进行,如图3。

图3 电气参数测量
此种方式存在如下弊端:
(1)检验、试验方案不固化,检验人员能力不同,质量控制力度不一。
(2)质量信息通过纸质方式传递,不利于过程的质量控制、信息的及时共享、追溯、统计和分析。
(3)检验、试验均通过人工操作完成,容易受到人为因素影响而产生测量误差,且检验效率较低。
(4)检验数据均通过人工记录,增加了笔误、漏记的风险。
4 线圈、冲片数字化检测难点
实现线圈、冲剪数字化检测须解决软件平台和硬件配套两方面内容。
4.1 软件质量控制平台搭建方面
(1)实现数字化检测的前提是检验要求的数字化,而检验要求是在产品设计、制造工艺的基础上描述每道工序所涉及的检验内容(如图4),并且转换成数字化的表达才能满足检测设备的读取、识别及判定。

图4 质检策划图
(2)质量控制要求(检验要求)需产品实际制造工序合二为一,并在软件系统中进行业务实现,即质量控制平台与生产过程完全结合。
4.2 硬件配套方面
(1)根据检测特点,需满足检测现场不固定,移动式检测和固定位置、专项检测两种方式;同时,根据检验内容需要随时切换检测工量具。
(2)几何参数、电气参数的数字化测量、自动采集、判定,替代现有手工测量、纸质记录模式。
(3)检测精度升级、效率提升以满足数字化质检需求。
5 数字化质量控制平台构建
针对产品差异化问题,在前端PLM系统中已发布具体项目的产品设计、制造工序的内容,这两个部分为后续生产的源头数据,质检策划基于上游BOM结构实施,可解决针对具体项目、具体物料的产品差异化问题,检验内容生根于BOM结构,解决了检验要求与设计、工艺的融合要求,如图5。
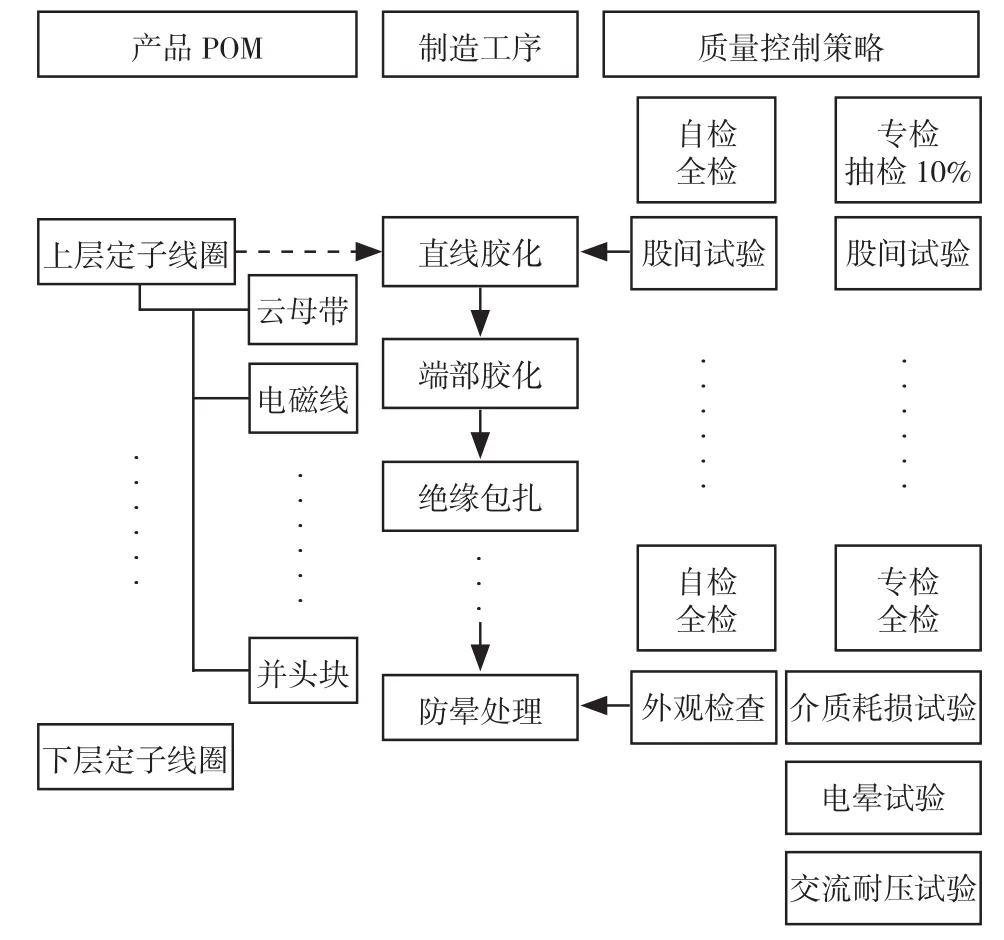
图5 产品差异化的质量控制策略
同时,针对检验要求数字化问题,通过在上游BOM基础上,将质量标准、技术规范等纸质技术文件进行分解(也可通过数据继承方式实现),策划各个检验工序的质量控制点,在各个质量控制点细化具体检验要素、专自检分类、检验频次等质量管理要求,并转化为数字化表达,形成针对具体实物的项目质量控制方案,实现检验要求的数字化,进而通过方案在系统中的数字化执行实现后续生产制造的质量控制,如图6。

图6 数字化检测方案驱动的产品质量控制
根据线圈、冲片的制造特点,制定线圈实施单件管理、冲片实施批量管理的控制方式,在工件首个工序起,以PN+6位年月日+6位流水号为规则,形成单个线圈、每批次冲片的实物ID,此实物ID作为该产品的“身份证号”,是生产报工、检验任务等业务开展的基础,用以串联实物整个制造过程中的生产、质量等信息,建立产品实物的追溯流程及质量档案。鉴于实物ID多位数值的人工可读性较差,该实物ID以二维码等的方式体现,通过扫码方式保证了读取的准确性和效率。
根据线圈、冲片的检验内容,为实现与数字化质量控制平台配套,需对现有检测模式进行调整并与开展数字化检测技术研究与应用,通过三维扫描、二维影像、3D超景深等数字化几何参数检测技术及智能电气试验、股间试验等自动化、智能化电气参数的试验技术研究应用,满足检验数据自动采集、判定结果等要求。
(3)任务类型从检测位置划分,需要满足适应非定点工位测量及固定位置测量的需求,考虑检验的便利性,非定点工位测量可理解为移动式测量,采用无线传输的方式更为合理;考虑网络稳定性及传输速度,固定位置测量的检测项目相对固定,采用有线传输方式更为合适,如图7。

图7 MOM系统的功能模块
6 线圈、冲片数字化检测平台的应用分析
在MOM系统中,通过自检、专检的检验人员属性控制,首检、抽检、全检的检验频次控制等措施制定(如图8),以检验任务驱动检验执行(如图9),使得白鹤滩等项目定子线圈、冲片数字化质检策划规范了定子线圈制造质量控制过程。

图8 质检策划

图9 任务执行
7 结束语
通过以生根于产品设计、制造工艺的质检策划为基础形成质量控制方案、以公司质量控制要求为业务场景搭建软件逻辑,系统构建了线圈、冲片数字化车间数字化质量控制平台,并通过数字化检测技术的应用与系统集成,形成了软硬件相结合的数字化质量控制体系,为线圈、冲剪数字化车间制造过程的数字化质量管理、质量信息全流程追溯提供了保障。同时,该套数字化质量控制平台及配套的新检测技术在相关行业也具有推广和借鉴意义。
猜你喜欢
大电机技术(2022年4期)2022-08-30 01:38:30
中国特种设备安全(2021年5期)2021-11-06 05:09:26
锻压装备与制造技术(2021年2期)2021-07-19 08:50:48
防爆电机(2021年1期)2021-03-29 03:02:46
模具制造(2019年7期)2019-09-25 07:29:58
测控技术(2018年2期)2018-12-09 09:00:52
上海大中型电机(2017年4期)2017-02-06 05:27:05
电机与控制应用(2015年10期)2015-03-01 03:50:16
汽车维护与修理(2015年6期)2015-02-28 12:17:05
电力工程技术(2014年1期)2014-03-20 14:19:06
