两级除氟工艺的控制系统
2021-07-28 10:05温贝贝
化工设计通讯 2021年7期
温贝贝,程 燕
(1.安徽皖欣环境工程有限公司,安徽合肥 230000;2.合肥市环境监测中心站,安徽合肥 230000)
随着现代科技的发展,光学玻璃屏越来轻薄,光学玻璃减薄关系到最终的产品质量。目前酸蚀刻处理是常用的玻璃减薄方法,原理是利用含HF的混酸与玻璃中的SiO2以及其他金属氧化物发生反应,实现玻璃减薄的目的。
玻璃减薄过程中产生大量的酸性含氟废水,且在生产过程中产生高COD的切削废水。这些废水,或腐蚀性大,或COD高,对环境的危害大,处理困难。加药过程人工操作量大,尤其是采用传统的石灰钙盐除氟法操作环境差,操作量大。
1 废水处理工艺简介
废水处理工艺流程图如图1所示。
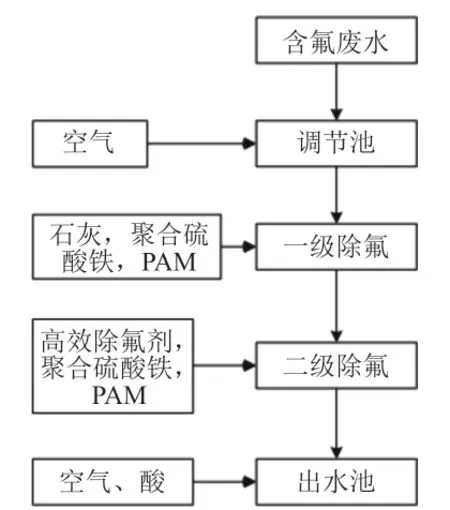
图1 废水处理工艺流程图
含氟废水在调节池内收集,并缓冲水量水质变化,调节池内设压缩空气搅拌,用于水量水质的调匀。调节池内废水泵送至一级除氟,一级除氟有三个反应区,在三个反应区依次加入石灰浆料、聚合硫酸铁、PAM,然后进入一级除氟的沉淀区,一级除氟沉淀区有刮泥机,用于排泥。一级除氟出水自流进入二级除氟,二级除氟有三个反应区,在三个反应区依次加入除氟剂、聚合硫酸铁、PAM,然后进入二级除氟的沉淀区,二级除氟沉淀区有刮泥机,用于排泥。二级除氟出水自流进入出水池,在出水池内加酸调节pH,同时曝气用于水质的混匀作用。出水池内废水达标后通过泵泵送至园区接管管网。
2 控制设备
整个系统主要控制设备及流程如图2所示:
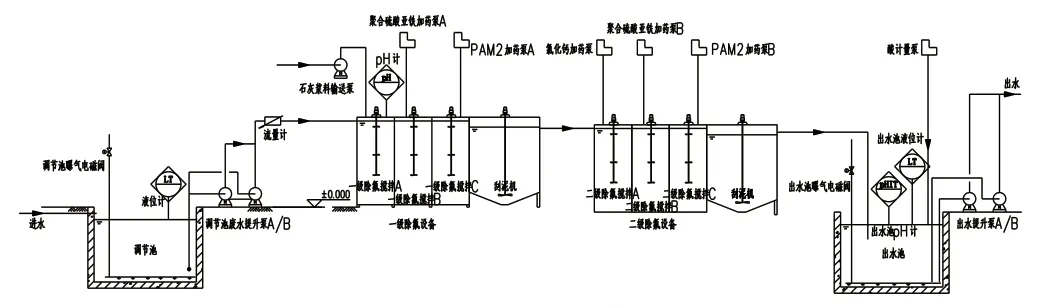
图2 系统主要控制设备及流程图
2.1 主要控制设备清单
(1)调节池曝气电磁阀:De25。
(2)调节池液位计:插入式液位计,量程0~5m。
(3)调节池废水提升泵A/B:共2台,离心泵,32UHB6-10-2.2D。
(4)调节池废水提升泵出口流量计:电磁流量计,0~10m3/h;DN40,法兰式,铂铱电极。
(5)一级除氟搅拌A/B、二级除氟搅拌A/B:共4个,0.55kW,60r/min。
(6)一级除氟搅拌C、二级除氟搅拌C:共2个,0.55kW,30r/min。
(7)一级除氟刮泥机、二级除氟刮泥机:共2个,中心传动刮泥机,驱动装置1.5m/min/0.55kW。
(8)一级除氟pH计:PC-350+405-60-SC,pH1~14。
(9)出水提升泵A/B:共2台,离心泵,65WKU30-10-4D。
(10)出水池液位计:插入式液位计,量程0~5m。
(11)出水池pH计:PC-350+405-60-SC,pH1~14。
(12)出水池曝气电磁阀:De25。
(13)石灰浆料输送泵:离心泵,50WKU10-30-5.5D,5.5kW,转速为50~200r/min。
(14)聚合硫酸铁加药泵A/B:计量泵,流量120L/h,功率:0.37kW,380V,材质PVDF。
(15)PAM2加药泵A/B:计量泵,流量120L/h,功率0.37kW,380V,材质PVC。
(16)除氟剂加药泵:计量泵,流量120L/h,功率0.37kW,380V,材质PVC。
(17)酸加药泵:计量泵,流量120L/h,功率0.37kW,380V,材质PVDF。
2.2 主要仪表的连锁控制
(1)调节池废水提升泵出口流量监控。调节池废水提升泵出口设管道式电磁流量计,用以监控流量和输送流量信号。流量达到一定值,加药系统相关泵开启,包括聚合硫酸铁加药泵A/B、PAM2加药泵A/B开启。
(2)调节池液位控制。调节池设液位计,液位达到高液位时,调节池废水提升泵A/B开启,向一级除氟和二级除氟体系输送废水;液位为低液位时,调节池废水提升泵A/B关停。
(3)一级除氟反应池pH控制。一级除氟反应池第1格设pH计,pH为低值时,石灰浆料输送泵开启,泵送碱调节废水的pH;达到高pH时,石灰浆料输送泵关停。
(4)出水池液位控制。出水池设液位计,液位达到高液位时,出水提升泵A/B开启,向管网泵送处理后输送废水;液位为低液位时,出水提升泵A/B关停。
(5)出水池pH控制。出水池设液位计,pH为高值时,酸加药泵开启,泵送酸调节废水的pH;达到低pH时,酸加药泵关停。
3 控制方式、主要测控点
3.1 控制方式
根据整个系统的工艺要求,工艺设备的控制有3种方式:现场操作箱控制(硬手动);PLC程序连锁自动控制;触摸屏人机界面上手动远程控制(软手动)。这三种控制方式相互补充。正常运行时以PLC程序连锁自动控制为主,自控故障、维修时可通过硬手动或软手动来控制。手动控制/自动控制状态的切换可以在电控柜、PLC控制柜上操作状态按钮切换,也可在显示屏上切换。
3.2 主要测控点
(1)数字量I/O:①DI点:调节池废水提升泵A/B、出水提升泵A/B、石灰浆料输送泵、聚合硫酸铁加药泵A/B、PAM2加药泵A/B、除氟剂加药泵、酸加药泵、一级除氟搅拌A/B/C、二级除氟搅拌A/B/C、一级除氟搅拌、二级除氟刮泥机等的运行状态、故障状态、手自动状态以及调节池曝气电磁阀、出水池曝气进气电磁阀的开闭状态。②DO点:调节池废水提升泵A/B、出水提升泵A/B、石灰浆料输送泵、聚合硫酸铁加药泵A/B、PAM2加药泵A/B、除氟剂加药泵、酸加药泵、一级除氟搅拌A/B/C、二级除氟搅拌A/B/C、一级除氟搅拌、二级除氟刮泥机等的启停动作以及调节池曝气电磁阀、出水池曝气进气电磁阀的开闭动作。
(2)模拟I/O:调节池液位计、调节池废水提升泵出口流量计、一级除氟pH计、出水池液位计、出水池pH计、加药桶液位计、压滤机进料压力变送器等。
4 控制系统
4.1 控制系统简介
该项目控制系统包括现场控制柜1台和PLC控制柜1台。现场控制柜门面板上设有设备状态指示灯、操作按钮以及手自/动切换旋钮,在手动状态下可通过操作启停按钮来启停现场电气设备及阀门等。PLC控制柜门面板上安装有一台15寸触摸屏作为人机界面HMI。显示屏上有主画面、参数设置、故障报警、趋势记录、登录、退出等画面。在主画面上可以显示设备运行状态、仪表的读数,而且可进行设备启停等操作。主画面上设有两级除氟连锁启动按钮,可使整个两级除氟系统投入连锁状态。在趋势画面,可以观察主要设备运行参数的实时趋势以及查询历史趋势记录。在故障报警画面,可以看到所有的实时及历史故障报警列表,并通过声光报警提醒操作人员。在参数设置画面,可以通过修改控制逻辑中所需要的参数的值,来满足工艺控制的要求。
4.2 控制系统的组成
PLC控制系统由下位机和上位机两部分硬件组成。上位机采用昆仑通泰15寸触摸屏作为人机交互接口(HMI),下位机采用西门子最新的SIMATIC S7-1500系列PLC控制站,通过PROFINET完成上位机和下位机之间的数据通信。
本项目的输入输出I/O点数统计如表1所示。
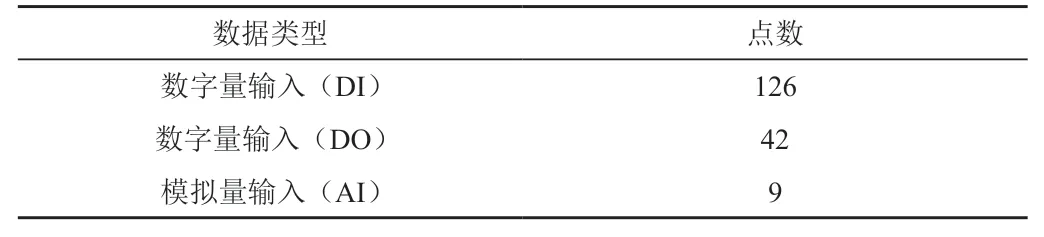
表1 输入输出I/O点数统计
根据项目实际的输入输出I/O点数及工艺控制要求,PLC控制站主要配置如下:
(1)CPU模块:1511-1PN,1块。实现自动控制的大脑,实现逻辑运算及通信等功能。
(2)DI模块(5块):6ES75211BL100AA0,数字量输入模块。
(3)DO模块(2块):6ES75221BL100AA0,数字量输出模块。
(4)AI模块(2块):6ES75317KF000AB0,模拟量输入模块。
5 自动控制逻辑
5.1 两级除氟联锁系统控制
两级除氟联锁系统控制设备包含调节池曝气电磁阀、调节池废水提升泵A/B、一级除氟搅拌机A/B/C、二级除氟搅拌机A/B/C、出水池曝气电磁阀、出水提升泵A/B、石灰浆输送泵、聚合硫酸铁加药泵A/B、PAM2加药泵A/B、除氟剂加药泵、酸加药泵等。
点击PLC画面上的“两级除氟联锁启动”按钮,两级除氟工段进入自动运行状态。其控制逻辑为:
(1)等待调节池上上限(预设值)到达,调节池废水提升泵A启动,调节池废水提升泵A/B,互为备用,当泵A出水量过低时系统报警(信号反馈为泵A运行后,流量小于2m3/h持续5min),系统报警并自动切换至泵B。
(2)调节池废水提升泵A/B运行,调节池曝气电磁阀开启,出水池曝气电磁阀开启。
(3)电磁流量计>2m3/h,一级除氟搅拌机A/B/C启动。
(4)电磁流量计>2m3/h,二级除氟搅拌机A/B/C启动。
(5)电磁流量计>2m3/h,聚合硫酸铁加药泵A/B启动。
(6)电磁流量计>2m3/h,除氟剂加药泵启动。
(7)电磁流量计>2m3/h,PAM2加药泵A/B启动。
(8)电磁流量计<1m3/h,10min后,停止(3)(4)(5)(6)(7)。
(9)一级除氟pH 下限(预设值)到达,石灰浆输送泵启动。
(10)一级除氟pH上限(预设值)到达,石灰浆输送泵停止。
(11)出水池pH上限(预设值)到达,酸加药泵启动。
(12)出水池pH下限(预设值)到达,酸加药泵停止。
(13)出水池曝气电磁阀在调节池废水提升泵A/B停止后,延时曝气30min。
5.2 出水池系统控制流程
出水池提升泵A/B独立于两级除氟系统,自动根据出水池液位计进行联锁启停。其控制逻辑为:
(1)系统无故障,设备在自动状态(备用设备除外)。
(2)出水池上上限(预设值)到达。
(3)出水提升泵A启动;当泵A出水量过低时,系统报警并自动切换至泵B。
(4)出水池下下限(预设值)到达。
(5)出水提升泵A/B停止。
注:本文中所述(预设值)均可在触摸屏“参数设置”页面进行输入调整。
6 结语
系统以PLC为核心,利用PLC强大的过程监测和控制功能,实现了玻璃减薄废水处理过程中pH、液位、流量等参数的在线监测,以及泵、搅拌、电磁阀启闭的自控控制。系统投入运行以来,运行可靠稳定,满足原设计的工艺控制顺序,实现了工艺控制的全自动化运行,极大减少了现场操作人工。
猜你喜欢
石油工业技术监督(2022年7期)2022-08-18
油气·石油与天然气科学(2021年7期)2021-09-10
数学小灵通(1-2年级)(2020年10期)2020-11-14
电子乐园·中旬刊(2020年9期)2020-09-10
江苏船舶(2018年3期)2018-12-07
新少年(2018年3期)2018-07-07
小学生导刊(低年级)(2016年11期)2016-11-14
山东工业技术(2015年3期)2015-05-06
汽车维护与修理(2015年2期)2015-02-28
中国科技纵横(2014年15期)2014-12-11