
C/C-ZrC复合材料的制备及结构性能研究
2021-07-27 13:06朱家缔许正辉宋永忠
宇航材料工艺 2021年3期
朱家缔 许正辉 宋永忠
(航天材料及工艺研究所,先进功能复合材料技术重点实验室,北京 100076)
文 摘 采用针刺及细编穿刺结构分别引入热解碳和沥青碳的多孔C/C 坯体,通过反应熔渗工艺(RMI)与熔融金属Zr 反应制备了C/C-ZrC 复合材料。研究了预制体结构和基体碳类型对C/C-ZrC 复合材料微观结构及力学性能的影响。结果表明:材料熔渗后只由C,ZrC两相组成,孔隙率5%~10%,ZrC质量分数53%~63%。针刺结构的C/C 坯体熔渗效果更好,制得的C/C-ZrC 复合材料密度最高达到3.21 g/cm3;ZrC 质量分数达到62.8%。热解碳基体在熔渗过程中对纤维保护作用更好,C/C-ZrC 复合材料的弯曲强度达到148 MPa,压缩强度达到408 MPa。
0 引言
新一代高超声速飞行器对热结构材料的耐高温、抗烧蚀性能提出了新的要求。C/C 复合材料具有密度低、高温力学性能好等一系列优良特点,是一种被广泛应用于航空航天领域的耐烧烛热防护材料[1-3]。但C/C 复合材料在400 ℃以上的氧化气氛中极易被氧化,并且随着温度的升高氧化反应愈发剧烈[4],造成质量损耗,力学性能显著下降,失去使用价值,严重限制了C/C复合材料的高温应用[5-6]。
C/C 复合材料的碳基体可以通过沥青碳化和石墨化获得沥青碳,也可以通过烃类气体气相沉积获得热解碳。向传统C/C复合材料中引入抗烧蚀组元,改变基体的组成,是提高C/C 复合材料抗氧化、抗烧蚀性能的重要手段之一。常用的基体改性方法有:化学气相渗透法(CVI)、聚合物浸渍裂解法(PIP)、反应熔体浸渗法(RMI)等。反应熔渗法的原理是将金属或合金加热到熔融状态,依靠毛细管力使其渗入多孔预制体中,与预制体中原基体组元发生反应生成新基体[7-8],具有成本低、制备周期短、材料最终致密度高等优点。ZrC 具有高熔点、高强度、低热膨胀系数以及良好的抗氧化性能,已有研究结果表明[9],添加ZrC可以显著提高C/C材料的抗烧蚀性能。
本文采用细编穿刺、针刺结构的多孔碳纤维预制体,分别向预制体中引入热解碳、沥青碳基体。之后使用反应熔渗法快速、高效地制备一批C/C-ZrC复合材料试样。通过材料密度、孔隙率测试、压汞测试、力学性能测试和微观结构分析,研究细编穿刺、针刺碳纤维预制体和热解碳基体、沥青碳基体对RMI 法制备C/C-ZrC 复合材料组织结构和力学性能的影响。
1 实验
1.1 碳纤维预制体的结构参数
采用的碳纤维预制体参数如表1所示。碳纤维细编穿刺预制体xy方向为国产T300 级1K 碳纤维布,z方向为国产T300级3K穿刺碳纤维束,纤维束与平面正交。碳纤维针刺预制体采用一层T700 12K PAN 碳纤维无纬碳布与一层T700 12K PAN 碳纤维网胎复合,交替叠加连续针刺形成整体结构织物,无纬碳布0°/90°铺层,碳布与网胎占有率之比约为4∶1。

表1 碳纤维预制体参数Tab.1 Parameters of carbon fiber preform
1.2 性能测试及表征
采用阿基米德排水法测定材料的密度和孔隙率;采用AutoPore IV 9500 型压汞仪分析多孔C/C 坯体的孔径分布。
采用D8 advance X 射线衍射仪(XRD)分析材料的物相组成。
采用CMT 5105 型电子万能试验机测试材料的弯曲和压缩性能,采用扫描电镜(SEM)分析材料的断口形貌和微观结构。
2 结果与讨论
2.1 C/C-ZrC复合材料的制备
采用CVI 工艺向碳纤维预制体中引入热解碳基体,采用经过多轮沥青浸渍/碳化+高温处理工序循环增密(PIP),向碳纤维预制体中引入沥青碳基体,制得四组密度为1.39~1.48 g/cm3的C/C 坯体(表2)。将向细编穿刺预制体中引入热解碳和沥青碳的试样标为1#、2#;将向针刺预制体中引入热解碳和沥青碳的试样标为3#、4#。

表2 C/C坯体的密度、孔隙率Tab.2 Density and porosity of C/C preform
C/C 坯体孔隙结构的差别会导致材料最终性能的差异。C/C 坯体主要由碳纤维、热解碳/沥青碳以及孔隙三种组元构成。C/C 坯体中的孔隙按照孔径划分主要包括毫米级孔隙和微米级孔隙。由图1(a)、(b)可见,细编穿刺结构的C/C 坯体中毫米级孔隙主要存在于纤维束交叉区域,形状较为规则,分布较为均匀,孔径在500 μm 左右,孔隙数量较少;由图1(c)、(d)可见,针刺结构的C/C 坯体中毫米级孔隙主要分布在无纬布层与网胎层之间,形状多呈纺锤体,分布较为分散,孔径500~1 000 μm,孔隙数量较多。针刺结构的C/C坯体毫米级孔隙体积分数相对较高,有利于金属熔体的渗入,熔渗后容易具有高密度和高陶瓷含量。
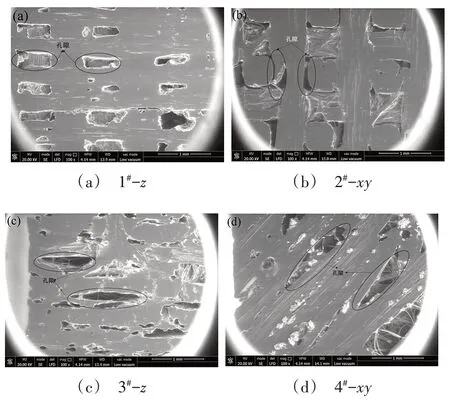
图1 C/C坯体熔渗前的显微形貌Fig.1 Microstructure of two kinds of C/C composites before RMI
采用压汞法对四组C/C 坯体的微米级孔隙含量和孔径分布进行了检测。四种C/C 坯体的孔径分布见图2。从图中可以看出,预制体结构相同时,引入热解碳和沥青碳的坯体孔隙分布明显不同,对比1#和2#坯体可以发现:引入热解碳基体的1#坯体的最可几孔径为40 μm,大部分的孔径集中在30~60 μm;引入沥青碳基体的2#坯体的最可几孔径为70 μm,大部分的孔径集中在50~80 μm。引入沥青碳基体C/C 坯体的微米级孔隙体积分数要明显高于引入热解碳基体的C/C 坯体,说明沥青碳基体的结构更加疏松,有利于熔融金属Zr的渗入。
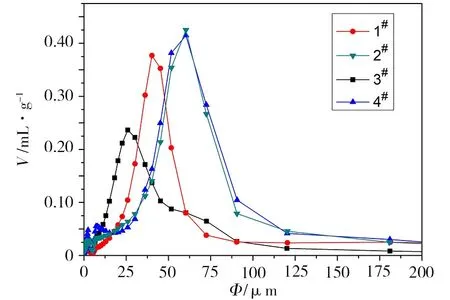
图2 C/C复合材料坯体的孔径分布Fig.2 Distribution of diameters of pores in C/C composites
采用反应熔渗工艺(RMI)将高纯度锆粉(纯度≥99.99%)置于石墨罐中压实,并将C/C 坯体置于锆粉之上,然后将石墨罐放置在高温炉中进行熔融渗透制备C/C-ZrC复合材料。工艺路线见图3。
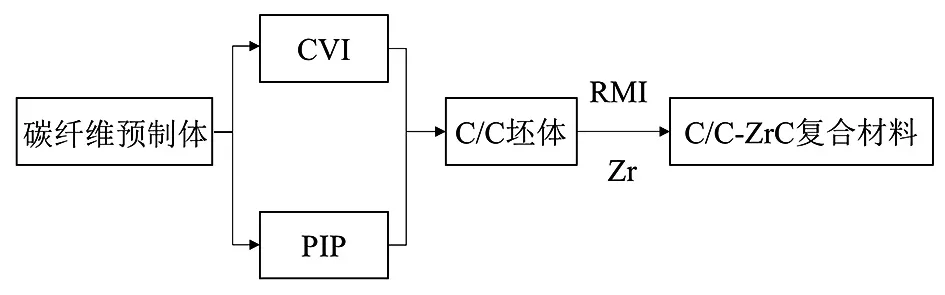
图3 C/C-ZrC复合材料的制备工艺流程图Fig.3 Process flow chart for the prepared of C/C-ZrC composites
制备的四组材料XRD 图谱见图4。四组材料仅存在ZrC 峰和C 峰,说明选取的C/C 坯体可以为熔渗提供充足的碳源,与Zr充分反应。此外,引入热解碳基体的1#和3#试样C 的峰强明显低于引入沥青碳基体的2#和4#试样,这是因为C 的峰强与石墨化度呈正相关,引入沥青碳基体的坯体在制备过程中多次经过高温处理,导致材料的石墨化度更高。石墨化度高意味着在熔渗过程中润湿性更好,对RMI 工艺更有利[10]。

图4 C/C-ZrC复合材料的相成分Fig.4 The phase composition of C/C-ZrC composites
四组C/C-ZrC 复合材料的基本参数见表3。对于熔渗前密度、孔隙率接近的试样,采用针刺预制体结构的3#和4#试样熔渗后密度更高,引入热解碳基体的1#和3#试样孔隙率更低。4#试样熔渗前密度最低,孔隙率最高,有利于Zr的渗入,材料熔渗后的密度最大,达到3.21 g/cm3。四组试样的ZrC 质量分数均在50%以上,采用针刺预制体结构的C/C-ZrC 复合材料中ZrC含量更高,质量分数在60%左右。对于相同的预制体结构,引入沥青碳基体的C/C-ZrC复合材料中ZrC 含量仅高1%~3%。说明对于密度接近的C/C 坯体,熔渗后的ZrC含量主要取决于预制体种类。

表3 C/C-ZrC的密度、孔隙率、ZrC质量分数Tab.3 C/C-ZrC density,porosity and ZrC mass fraction
1#试样的μCT 照片见图5(a),边缘与中心横截面之间的距离为25 mm,4#试样的μCT 照片见图5(b),试样尺寸为98 mm×95 mm×25 mm,边缘和中心纵截面之间的距离为40 mm。从图中可以看到材料边缘和中心的白色高密度ZrC 分布及整体致密程度基本一致。结合ZrC含量分析,试样尺寸较大的针刺结构试样边缘ZrC 质量分数为64.11%,中心ZrC 质量分数为62.35%,说明选取的C/C 坯体可以全面渗透,且熔渗产生的ZrC含量在边缘和中心区域之间未形成明显梯度,渗透效果良好。

图5 C/C-ZrC复合材料的μCT照片Fig.5 μCT pictures of C/C-ZrC composites
2.2 C/C-ZrC复合材料的结构特征
C/C-ZrC 复合材料中ZrC 的分布情况见图6。结合图6与前文对C/C 坯体的孔隙分析,熔渗产生的ZrC 主要分布于毫米级孔隙中,而毫米级孔隙的孔径尺寸与分布规律主要与采用的碳纤维预制体结构有关。结合图6(a)、(b)可见,在细编穿刺结构的C/CZrC 内部,ZrC 以类似矩形体填充在纤维束间的孔隙中,陶瓷相整体平整致密,分布均匀,尺寸接近。小部分陶瓷相在反应过程中,由于孔隙入口逐渐变小,金属无法以较快速度扩散,因此形成孔隙。从图6(c)、(d)中可见,在针刺结构的C/C-ZrC 内部,大量ZrC 以颗粒状分布在网胎层以及网胎层与无纬布层之间的毫米级孔隙中,纵向分层现象明显,横向与细编穿刺结构相比分散性更强。ZrC 较易形成相对集中的纺锤体,尺寸差异较大。

图6 C/C-ZrC中ZrC的显微分布Fig.6 Microscopic distribution of ZrC in C/C-ZrC
复合材料的性能由纤维、基体本身的性能及纤维~基体界面结合强度决定,3#试样的界面微观结构见图7。碳纤维由2~3 mm 厚的热解碳紧密包裹,ZrC与热解碳基体之间存在孔隙与裂缝,在靠近碳基体的区域存在大量不足1 μm的ZrC颗粒。
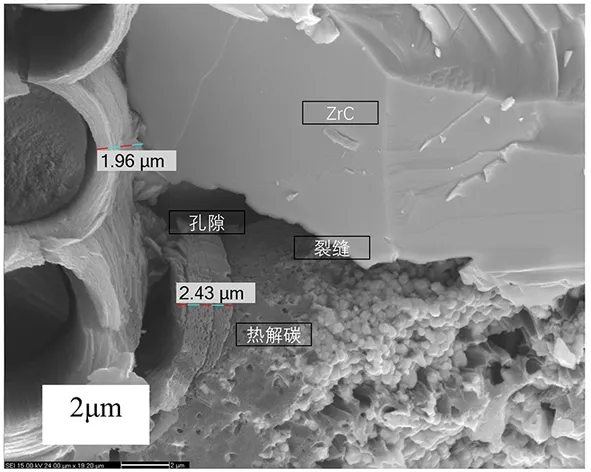
图7 C/C-ZrC复合材料中各组元界面的微观结构Fig.7 Microstructure characteristics of interface in C/C-ZrC composites
C/C-ZrC 复合材料中ZrC 的两种典型结构见图8。
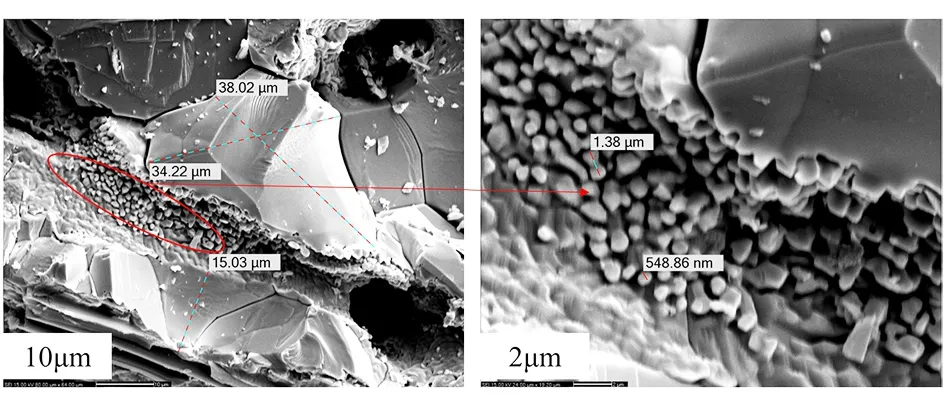
图8 C/C-ZrC中ZrC的微观结构Fig.8 Microstructure characteristics of ZrC in C/C-ZrC
在大孔径孔隙中,ZrC 晶粒尺寸通常为几十微米;在靠近碳基体的区域,Zr 渗入即和碳基体反应形成大量1 μm 左右的ZrC 晶核。由于晶核间孔隙较小,Zr 较难继续以较快速度渗入与碳基体反应形成大尺寸的ZrC,因此在碳基体与ZrC 之间留下大量的孔隙和裂缝。
2.3 C/C-ZrC复合材料的力学性能
表4为C/C-ZrC复合材料的力学性能。从表4可看出,3#试样的弯曲强度和压缩强度最高,1#和3#试样的力学性能强于2#和4#,说明引入热解碳基体材料的力学性能更好。对于引入相同种类碳基体的C/C-ZrC复合材料,采用针刺结构预制体的弯曲和压缩强度更高。

表4 C/C-ZrC复合材料的力学性能Tab.4 Mechanical properties of C/C-ZrC composites
在4组试样中分别选取有代表性的载荷-位移曲线,根据所采用的预制体结构两两对比(图9),在载荷达到最大值后,材料的断裂行为由线性向非线性转变,阶梯式平缓下降,表现出明显的假塑性断裂特征。
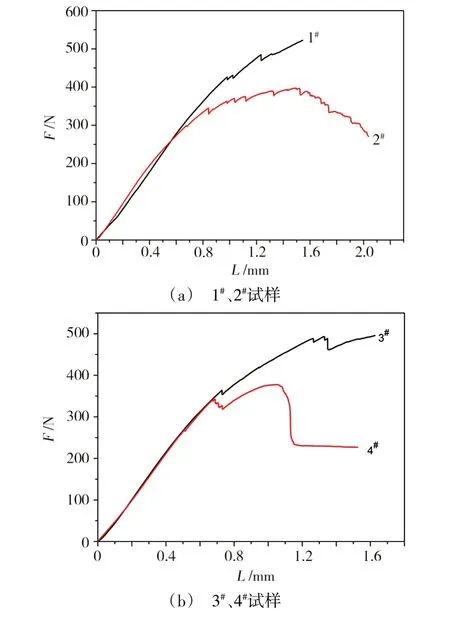
图9 C/C-ZrC复合材料的载荷-位移曲线Fig.9 Flexural load-displacement curves of C/C-ZrC composites
观察断口可以发现,材料的弯曲性能测试断口纤维拔出和脱粘现象明显,为假塑性断裂特征,与图9曲线反映的状况一致。从拔出纤维的形貌来看,纤维无明显腐蚀痕迹,未受到严重的损伤。引入热解碳基体的试样纤维周围包裹着1~3 μm 的热解碳层[图10(a)],比引入沥青碳基体的试样纤维周围包裹的沥青碳层[图10(b)]更加完整、均匀。碳纤维与碳基体之间界面面积相对较大,导致界面作用更强。材料在承受载荷过程中,其内部界面会优先破坏,纤维从界面处脱粘,因此引入热解碳基体的C/C-ZrC力学性能更好。

图10 C/C-ZrC复合材料的断口形貌Fig.10 Fracture morphologies of C/C-ZrC composites
3 结论
(1)制备的C/C-ZrC 复合材料整体结构致密均匀,密度2.88~3.21 g/cm3,孔隙率6.54%~10.08%。C/C-ZrC 复合材料中无Zr 残留,ZrC 分布均匀,质量分数53%~63%。坯体密度在1.4 g/cm3左右时,采用针刺结构预制体的材料中ZrC 质量分数较采用细编穿刺结构预制体的材料高10%左右;引入沥青碳基体制备的材料中ZrC的质量分数更高。
(2)ZrC 在细编穿刺结构的C/C-ZrC 复合材料中以类似矩形体填充在纤维束间的孔隙中;在针刺结构的材料中,大量ZrC以颗粒状分布在网胎层以及网胎层与无纬布层之间。碳纤维由碳基体紧密包裹,ZrC 与碳基体之间存在孔隙与裂缝,在靠近碳基体的区域形成大量不足1 μm的ZrC晶核。
(3)引入热解碳基体制备的C/C-ZrC复合材料力学性能更好,弯曲强度最高达到148 MPa,压缩强度最高达到408 MPa;采用针刺结构预制体制备的C/CZrC 压缩强度更高。C/C-ZrC 复合材料的弯曲载荷-位移曲线与断口均呈现假塑性断裂特征。
猜你喜欢
科技视界(2022年21期)2022-11-08
灌溉排水学报(2022年7期)2022-08-08
大庆石油地质与开发(2022年2期)2022-04-09
表面技术(2022年1期)2022-02-12
佛山陶瓷(2021年1期)2021-03-02
佛山陶瓷(2019年9期)2019-12-02
作文周刊·小学四年级版(2019年4期)2019-04-23
东方教育(2018年3期)2018-03-30
佛山陶瓷(2017年10期)2017-11-10
佛山陶瓷(2017年8期)2017-09-06
