
直方图和正态分布图在中心静脉导管延长管双闭环控制挤出数据分析中的应用
2021-07-23 08:08:14程玲玲魏永飞赵明学王国诰牛凯波
橡胶工业 2021年3期
程玲玲,魏永飞,赵明学,王国诰,牛凯波,刘 珍
(河南驼人医疗器械研究院有限公司,河南 长垣 453400)
目前,我国医疗导管市场处于百花齐放的时期,为了提高市场竞争力,我国医用导管企业正向发展精密医用导管转型[1-3]。受生产设备和生产技术的限制,目前国内精密医用导管仍依赖进口,自主研发的较少[4-6]。医用挤出机的产品挤出稳定性与挤出精密度成正比关系,即产品挤出精密度越高,挤出稳定性越好。国产医用挤出机的产品挤出精密度在±0.05 mm左右,与国际领先的戴维斯、AK等医用挤出机相比,挤出精密度有待提高。
本工作以中心静脉导管延长管(简称中静管延长管)为试验产品,将双闭环控制技术应用于国产普通医用挤出机上,利用直方图和正态分布图对中静管延长管外直径检测数据进行分析,结果得出双闭环控制技术[7-8]能提升中静管延长管的挤出稳定性[9]。
1 双闭环控制系统的结构及工作原理
1.1 结构
本研究挤出机采用的双闭环控制系统包括压力闭环控制系统和牵引闭环控制系统两部分,每部分各由3个模块组成,如图1所示。
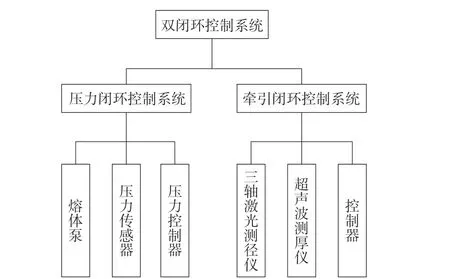
图1 双闭环控制系统结构示意Fig.1 Structure of double closed-loop control system
1.2 工作原理
压力闭环控制系统的工作原理为:在压力控制器的存储器内输入熔融粒料的输出压力参数,当挤出机机筒中的熔融粒料经过熔体泵时,压力传感器实时采集输出压力信息,压力控制器根据其压力变化自动调节挤出机的螺杆转速,从而保证粒料以恒定的压力输出。
牵引闭环控制系统的工作原理为:在控制器的存储器内输入产品内外直径和壁厚尺寸参数,在产品挤出生产中,三轴激光测径仪实时采集产品外直径信息,超声波测厚仪实时采集产品内直径和壁厚信息,控制器根据产品内外直径的变化自动调节挤出机的牵引速度,从而保证产品的挤出精密度。
2 实验
2.1 试验材料和设备
试验材料为热塑性聚氨酯弹性体(TPU 58277)粒料,美国路博润公司产品。
试验设备为30#挤出机,海瑞嘉精密挤出机械有限公司产品;压力闭环控制系统,苏州聚信腾机械有限公司产品;牵引闭环控制系统,仲巴赫电子(上海)有限公司产品;影像测量仪,宁波金永计量仪器设备有限公司产品。
2.2 试验方法
(1)挤出试验。分别在双闭环控制系统使用前后进行中静管延长管挤出试验,利用影像测量仪[10]对中静管延长管外直径进行检测。
(2)分析方法。采用挤出分析法对中静管延长管外直径检测数据进行分析,对比未闭环控制挤出与闭环控制挤出的中静管延长管的挤出精密度;采用直方图和正态分布图[11-14]对中静管延长管外直径检测数据进行分析,对比未闭环控制挤出与闭环控制挤出的中静管延长管的挤出稳定性。
3 结果与讨论
3.1 试验数据
从同一批次的中静管延长管中随机抽取50根作为样本,利用影像测量仪对其外直径进行检测,结果如图2所示。
从图2可以看出,未闭环控制挤出与闭环控制挤出的中静管延长管外直径检测数据无异常值。

图2 中静管延长管外直径检测结果Fig.2 Test results of outer diameters of extension tubes of central venous catheters
3.2 试验分析
对中静管延长管外直径检测数据进行分析,结果如表1所示。与未闭环控制挤出的中静管延长管相比,闭环控制挤出的中静管延长管外直径精密度由±0.051 mm提高至±0.015 mm,由此可知,双闭环控制技术能提高中静管延长管的挤出精密度。
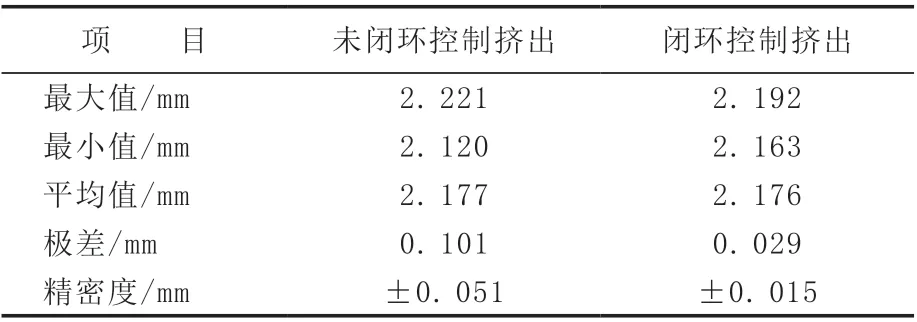
表1 中静管延长管外直径的分析结果Tab.1 Analysis results of outer diameters of extension tubes of central venous catheters
3.3 直方图和正态分布图绘制与分析
为了制作直方图和正态分布图,需要对中静管延长管外直径检测数据进行相关计算,具体计算结果如表2所示。
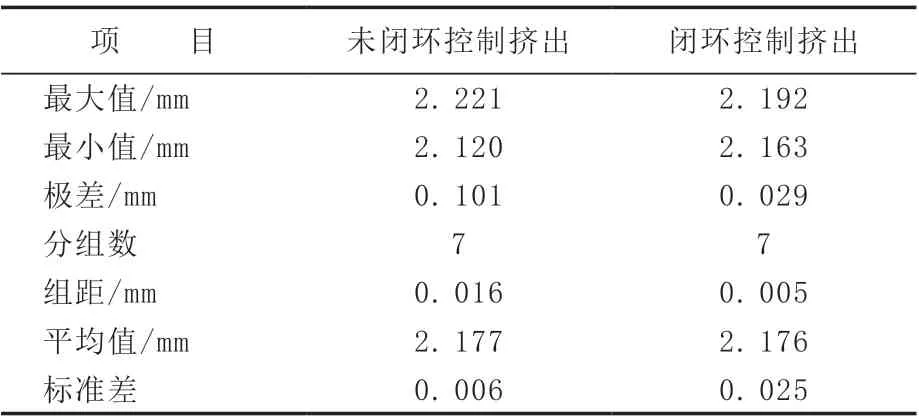
表2 中静管延长管外直径的计算结果Tab.2 Calculation results of outer diameters of extension tubes of central venous catheters
计算各中静管延长管外直径的频数,然后选中频数,在Excel“工具”菜单中依次选择插入、图表、柱形图,再根据需要选择合适的直方图,然后点击右键,进一步对直方图的形状和功能进行调整,生成中静管延长管外直径的直方图。
计算各中静管延长管外直径的正态分布曲线函数值,选中直方图的矩形条,点击右键,在“选择数据”菜单中添加正态分布曲线,形成不同颜色的小矩形条,点击右键,更改系列图表类型,选择系列次坐标,选择线形,勾选“平滑线”,形成正态分布曲线图。
中静管延长管外直径的直方图和正态分布图如图3所示。
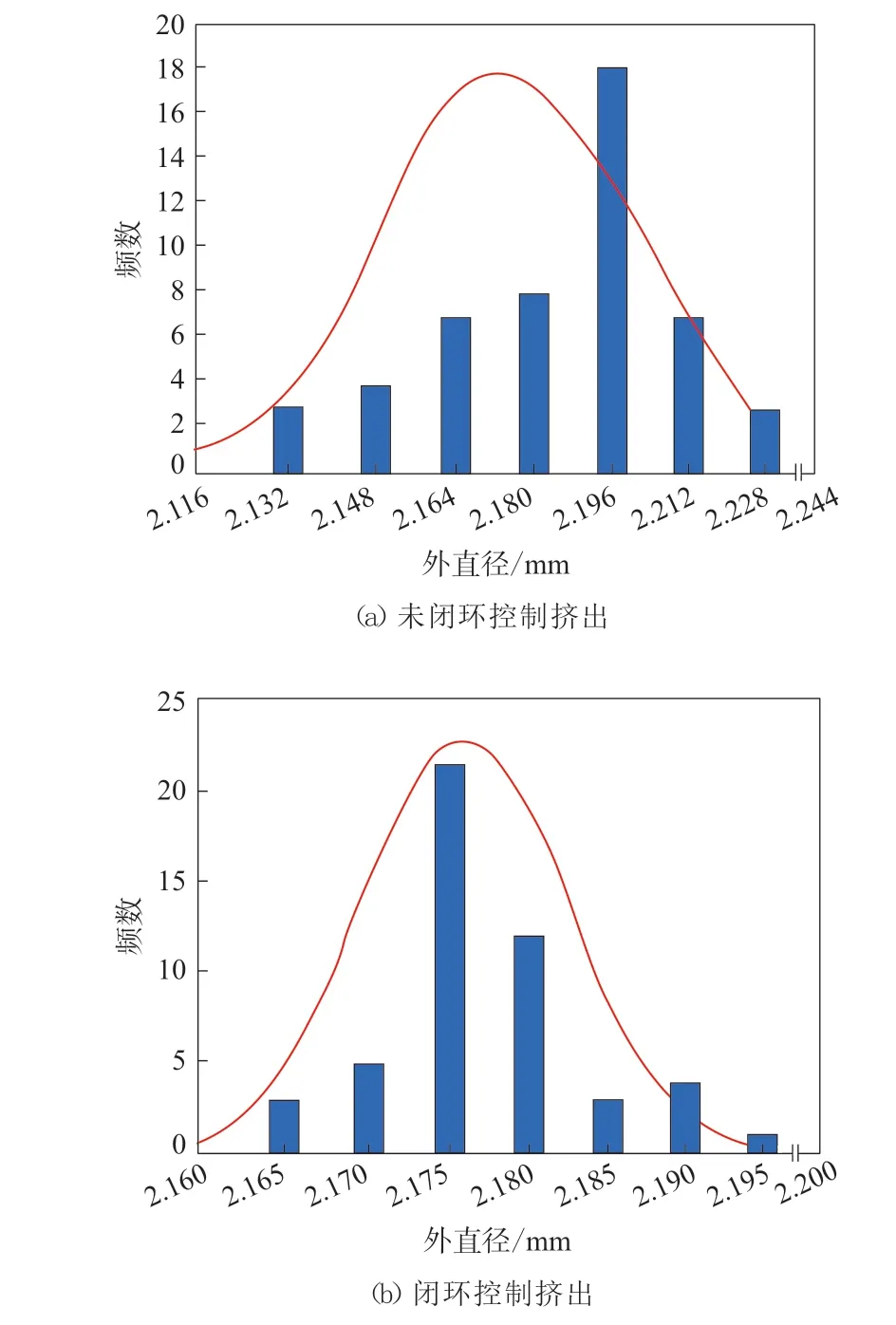
图3 中静管延长管外直径的直方图和正态分布图Fig.3 Histogram and normal distribution of outer diameters of extension tubes of central venous catheters
从图3可以看出:未闭环控制挤出的中静管延长管外直径集中在2.180~2.212 mm,与平均值2.177 mm出现的区间不吻合,且中静管延长管外直径正态分布曲线偏向大直径,表明中静管延长管外直径集中区的数值偏大;闭环控制挤出的中静管延长管外直径集中在2.175~2.180 mm,与平均值2.176 mm出现的区间相吻合,且中静管延长管外直径分布符合正态分布,表明闭环控制挤出的中静管延长管外直径正常。
从图3还可以看出,与未闭环控制挤出的中静管延长管相比,闭环控制挤出的中静管延长管外直径变化较小,表明双闭环控制技术能够提升中静管延长管的挤出稳定性。
3.4 中静管延长管挤出稳定性提升的原因分析
未闭环控制挤出时,中静管延长管外直径是由挤出机的牵引速度控制[15-16],但挤出量不是固定值,随着挤出量的变化,牵引速度保持不变,所以中静管延长管外直径变化大,即挤出稳定性差。闭环控制挤出时,由于压力闭环控制系统能很好地控制挤出量,牵引闭环控制系统能根据中静管延长管外直径检测数据实时调整牵引速度大小,所以中静管延长管外直径变化小,即挤出稳定性好。
4 结论
本工作以中静管延长管为试验产品,分别在双闭环控制技术使用前后进行挤出试验,结果表明双闭环控制技术能够提高中静管延长管的挤出精密度。利用直方图和正态分布图对中静管延长管外直径检测数据进行分析,结果表明双闭环控制技术能够提升中静管延长管的挤出稳定性,证明双闭环控制技术是一种非常有效的精密挤出控制方式。
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06 09:27:18
测控技术(2018年1期)2018-11-25 09:43:30
电子制作(2018年11期)2018-08-04 03:25:58
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17 03:37:30
环球市场信息导报(2016年41期)2017-01-19 09:26:54
中国塑料(2016年7期)2016-04-16 05:25:54
中学生数理化(高中版.高二数学)(2016年4期)2016-03-01 03:46:15
湖北师范大学学报(自然科学版)(2015年3期)2015-12-05 03:15:47
中国塑料(2015年2期)2015-10-14 05:34:32
中国塑料(2015年11期)2015-10-14 01:14:22
