促进剂种类对橡胶-钢丝粘合和胶料性能的影响
2021-07-20 00:28:24罗高翔霍石磊万呈呈
橡胶工业 2021年2期
李 利,罗高翔,霍石磊,万呈呈
(青岛科技大学 机电工程学院,山东 青岛 266061)
通过技术手段将橡胶与金属粘合,可以获得兼具橡胶高弹性、优良气密性和水密性以及金属高强度特点的材料[1-3]。硫化体系对橡胶-钢丝粘合性能以及胶料性能有较大影响[4],其一般由硫化剂、促进剂、活性剂和防焦剂组成[5]。
本工作研究促进剂种类对橡胶-钢丝粘合性能和胶料性能的影响。
1 橡胶与镀铜钢丝的粘合机理
橡胶与钢丝的粘合形式有两种,分别为化学粘合[橡胶分子与CuxS(x取1~2中间值的非化学计量化合物,该化合物与橡胶分子的端基结合)结合]和物理粘合(CuxS,ZnS和ZnO之间形成凝聚力)。研究[6]得出,橡胶与黄铜之间的粘合界面会形成反应层,若反应层中的金属化合物相互融合,则橡胶与黄铜粘合良好;当S含量大于Co含量时,胶料的粘合性能较好。
促进剂与S反应形成促进剂聚合多硫化物,其产生的可硫化大分子多硫自由基与橡胶分子发生交联反应,从而影响S与Cu和ZnO的反应,因此不同促进剂对橡胶-钢丝粘合性能、胶料性能的影响不同。
2 实验
2.1 原材料
天然橡胶(NR,泰国标准胶)、炭黑N330、ZnO、硬脂酸、C5石油树脂、间苯二酚-甲醛树脂SL3022、新癸酸钴Co20、防老剂RD、防老剂4020、硫黄、促进剂NOBS、促进剂CBS、促进剂DZ、促进剂TBBS和辅助促进剂HMT,市售品;Φ0.61 mm表面镀铜钢丝,山东恒宇科技有限公司产品。
2.2 主要设备和仪器
X(S)M-0.3L型密炼机,青岛科技大学产品;X(S)K-160型开炼机,上海橡胶机械厂产品;M-2000-AN型无转子硫化仪、XLD-400×400×2型平板硫化机、GT-7016-AR型气压式自动切片机和AL-7000-MGD型拉力试验机,中国台湾高铁科技股份有限公司产品;UD-3600型动态疲劳试验机,中国台湾优肯科技股份有限公司产品。
2.3 试验配方
NR 100,炭黑N330 60,ZnO 8,硬脂酸0.5,C5石油树脂 1,间苯二酚-甲醛树脂SL30221.2 ,新癸酸钴Co20 0.6,防老剂RD 1,防老剂4020 2,硫黄 3,促进剂(变品种)变量。
2.4 促进剂种类和用量
本试验选择次磺酰胺类促进剂和胺类促进剂进行研究,分别为促进剂NOBS,CBS,DZ,TBBS和辅助促进剂HMT,其中辅助促进剂HMT需与促进剂TBBS搭配使用。促进剂用量如表1所示。

表1 促进剂用量 份Tab.1 Amount of accelerators phr
2.5 试样制备
胶料采用常规的混炼工艺进行混炼,橡胶-钢丝复合体硫化时确保钢丝位于模具型腔中间,复合体和胶料的硫化条件均为150 ℃/10 MPa×(1.3 min+t90)。
3 结果与讨论
3.1 橡胶-钢丝粘合性能
疲劳前抽出力试验:将橡胶-钢丝复合体用夹具夹持在动态疲劳试验机上,直接进行抽出力测试,工作模式设置为静态测量,抽出速率为50 mm·min-1,试验结果如图1所示。
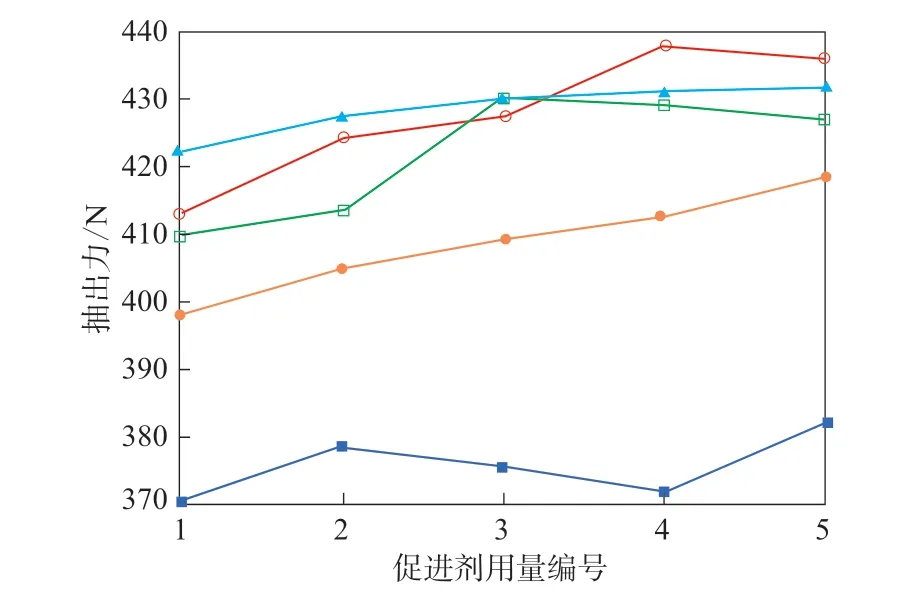
图1 橡胶-钢丝复合体疲劳前抽出力Fig.1 Pull out force of rubber-steel wire composites before fatigue
疲劳后抽出力试验:将橡胶-钢丝复合体用夹具夹持在动态疲劳试验机上,设定加载频率为7 Hz,振幅为1.5 mm,循环加载20万次后取下复合体,复合体放置32~48 h[7-8]后进行静态抽出力测试,抽出速率为50 mm·min-1,试验结果如图2所示。

图2 橡胶-钢丝复合体疲劳后抽出力Fig.2 Pull out force of rubber-steel wire composites after fatigue
从图1和2可以看出,5种橡胶-钢丝复合体疲劳前抽出力大于疲劳后抽出力,表明循环加载使复合体产生疲劳,从而导致橡胶-钢丝粘合性能降低。随着促进剂用量的增大,5种橡胶-钢丝复合体疲劳前抽出力与疲劳后抽出力的变化趋势大致相同,添加促进剂CBS的复合体抽出力均较大;当促进剂DZ用量为1.5份时复合体的抽出力较大,当促进剂DZ用量在2~2.5份时复合体的抽出力减小,说明促进剂DZ的用量需严格控制;添加促进剂TBBS的复合体抽出力均单纯增大,而添加促进剂TBBS+HMT的复合体抽出力明显增大,且随着促进剂HMT用量增大而增大,说明促进剂TBBS搭配促进剂HMT使用后,复合体的抽出力提高;添加促进剂NOBS的复合体抽出力明显小于添加其他促进剂的复合体。
3.2 胶料性能
3.2.1 硫化特性
不同促进剂胶料的t10和t90(150 ℃)分别如图3和4所示。
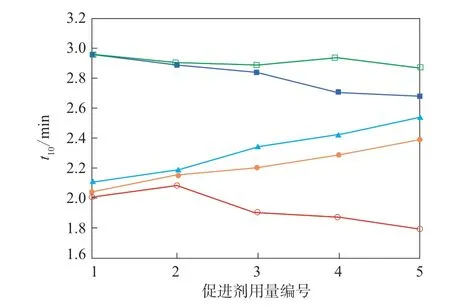
图3 不同促进剂胶料的t10Fig.3 The t10 of compounds with different accelerators
从图3可以看出:随着促进剂用量的增大,添加促进剂TBBS的胶料焦烧安全性提高;添加促进剂DZ的胶料t10变化不大,但焦烧安全性较好;添加促进剂NOBS和CBS的胶料焦烧安全性明显下降。
从图4可以看出:随着促进剂用量的增大,5种胶料的t90缩短,硫化效率提高;添加促进剂NOBS的胶料t90较添加其他促进剂的胶料长。

图4 不同促进剂胶料的t90Fig.4 The t90 of compounds with different accelerators
从图3和4还可以看出,促进剂TBBS搭配促进剂HMT使用后,胶料的焦烧安全性和硫化效率提高。
综上可知,添加促进剂TBBS,TBBS+HMT和DZ的胶料硫化特性较好。
3.2.2 物理性能
不同促进剂硫化胶的物理性能如图5—8所示。
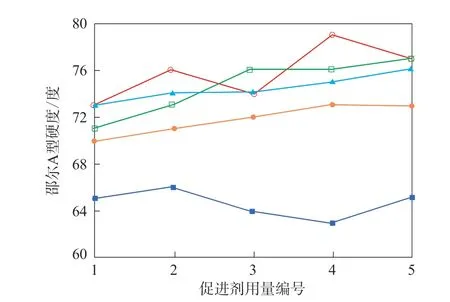
图5 不同促进剂硫化胶的邵尔A型硬度Fig.5 Shore A hardness of vulcanizates with different accelerators
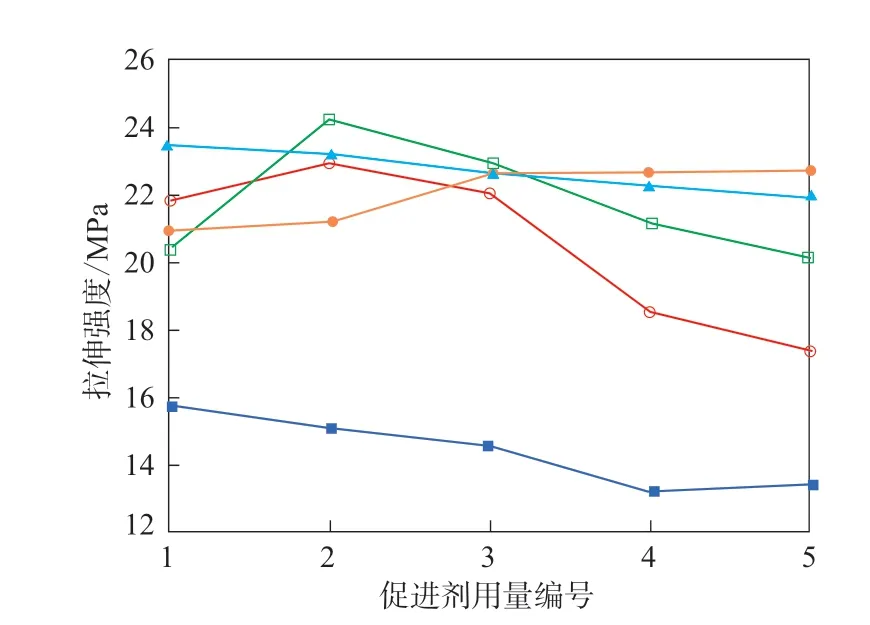
图6 不同促进剂硫化胶的拉伸强度Fig.6 Tensile strength of vulcanizates with different accelerators

图7 不同促进剂硫化胶的拉断伸长率Fig.7 Elongation at break of vulcanizates with different accelerators
从图5—8可以看出:添加促进剂NOBS的硫化胶邵尔A型硬度、拉伸强度和撕裂强度明显小于添加其他促进剂的硫化胶,物理性能随促进剂NOBS用量增大而变化较小;促进剂CBS用量在0.5~1.5份时,硫化胶的拉伸强度、拉断伸长率和撕裂强度较大,促进剂CBS用量在2~2.5份时,硫化胶的物理性能迅速下降;促进剂DZ用量在0.5~1份时,硫化胶的拉伸强度和撕裂强度较大,拉断伸长率随促进剂DZ用量增大而减小,这可能与硫化胶的硬度随促进剂用量增大而迅速增大有关,当促进剂DZ用量大于1份时,硫化胶的物理性能迅速下降;添加促进剂TBBS的硫化胶物理性能较好,且随着促进剂用量增大,硫化胶的物理性能变化不大;促进剂TBBS搭配促进剂HMT使用后,硫化胶的拉伸强度、拉断伸长率和撕裂强度随着促进剂HMT用量增大而略有降低,邵尔A型硬度较添加促进剂TBBS的硫化胶大,在促进剂TBBS用量大于1份时硫化胶的拉断伸长率和撕裂强度、促进剂TBBS用量大于1.5份时硫化胶的拉伸强度较仅添加促进剂TBBS的硫化胶小。
4 结论
(1)添加促进剂NOBS的橡胶-钢丝复合体抽出力较小、胶料的硫化特性和硫化胶的物理性能较差,促进剂NOBS不适于橡胶-钢丝粘合体系。
(2)随着促进剂用量的增大,添加促进剂TBBS的橡胶-钢丝复合体抽出力增大,与添加其他促进剂的复合体相比处于中等水平;胶料的焦烧安全性和硫化效率提高,硫化胶的物理性能较好。
(3)促进剂TBBS搭配促进剂HMT使用,橡胶-钢丝复合体的H抽出力以及胶料的焦烧安全性和硫化效率提高,硫化胶的物理性能呈下降趋势,促进剂HMT的用量需严格控制。
(4)综合橡胶-钢丝复合体抽出力和胶料性能得出,促进剂CBS和DZ可适量(0.5~1份)用于橡胶-钢丝粘合体系。
猜你喜欢
建材发展导向(2023年3期)2023-02-06 08:22:26
山东陶瓷(2021年5期)2022-01-17 02:35:44
昆钢科技(2021年6期)2021-03-09 06:10:22
橡胶科技(2018年4期)2018-02-17 06:08:42
原子与分子物理学报(2015年1期)2015-11-24 12:49:26
橡胶工业(2015年5期)2015-08-29 06:48:16
橡胶工业(2015年11期)2015-08-01 09:08:46
橡胶工业(2015年3期)2015-07-29 08:23:58
郑州大学学报(工学版)(2014年6期)2014-03-01 04:21:26
食品科学(2013年15期)2013-03-11 18:25:51