
铝阀体环保成膜工艺试验研究
2021-07-19 10:02:44陶利
日用电器 2021年6期
陶 利
(广东万和热能科技有限公司 佛山 528300)
引言
铝是一种两性金属,但同时也是容易发生腐蚀的材料,虽然铝及铝合金在大气中会与氧气反应生成氧化膜,但是这种自然氧化膜极薄,耐蚀性能低,故远不能满足工业上应用的需要。目前铝合金腐蚀防护处理中应用最简单有效的是金属表面钝化处理技术,实际上就是通过生成一层钝化膜把金属与腐蚀性介质隔开,防止腐蚀性介质渗入金属基体从而降低金属腐蚀速率[1]。传统的铝合金防腐方法是铬酸盐钝化处理,但铬酸盐有毒会对环境造成污染,因而采用环保钝化工艺技术具有十分重要的意义。
铝阀体所使用的材料是压铸铝,牌号ADC12,ADC12是日本牌号,相当于中国国产的合金代号为YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。ADC12又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、缸体类、阀体等[2]。未钝化处理的铝阀体经2 h中性盐雾试验(NSS)后,表面已严重腐蚀,如图1所示。可以看出,未处理的铝阀体的耐腐蚀性能较差,在较短的时间内就出现氧化变色现象,不仅影响产品外观,还影响产品使用性能。压铸铝成分中的硅含量相对较高,在钝化过程中硅元素的析出会影响成膜效果,故压铸铝钝化后的耐蚀性能相比其它类型的合金铝会差一些。
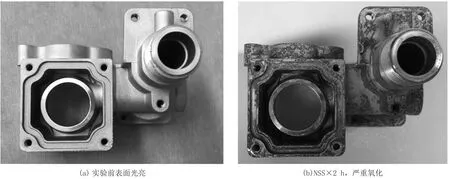
图1 未钝化铝阀体盐雾前后形貌变化
1 工艺试验
为提高铝阀体的耐腐蚀性能,行业中大多是采用三价铬钝化处理工艺,虽然防腐效果不错,但溶液中含有三价铬离子,随着环保要求的提高,部分企业的废水标准里已明确要求不能含有铬、镍等第一类污染物。因此,需要开展铝阀体无铬钝化环保成膜的工艺试验研究。
本次工艺试验,在生产线上选取同型号批次的铝阀体,预先除油干净后,分别选取多家供应商的无铬钝化剂产品,按照各产品的施工工艺技术要求进行开槽和钝化处理,再将处理后的铝阀体样品编号后进行加速腐蚀实验,分析几种无铬钝化成膜工艺的特点,其中样品S铝阀体为我司外购件,S铝阀体性能优,在行业中也有一定影响力,因此作为本次试验的对标样本,用于试实验参照。具体实验情况如表1。
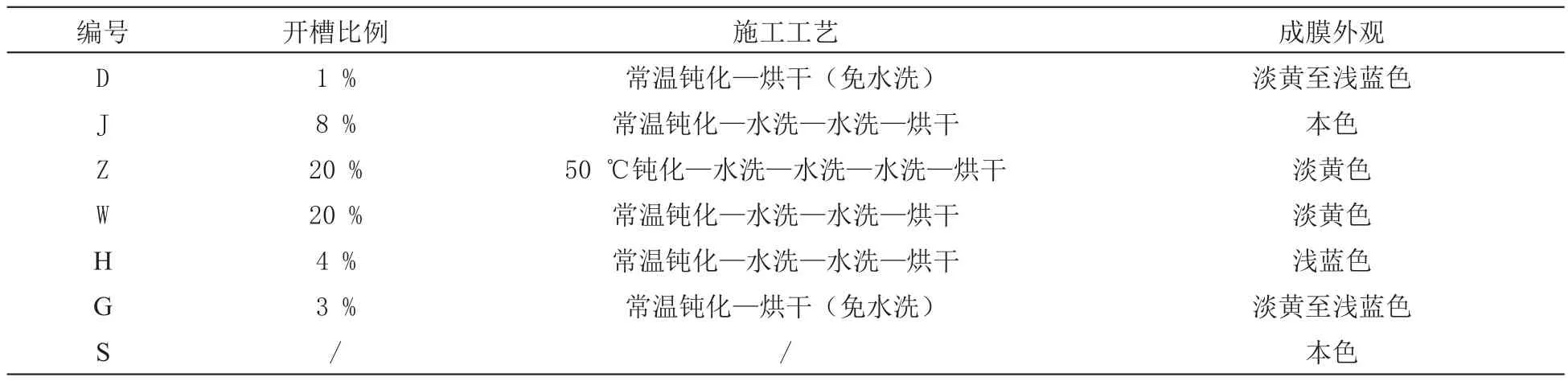
表1 各钝化剂成膜实验情况
铝阀体经过各种无铬钝化剂处理后,表面成膜外观效果如图2所示。
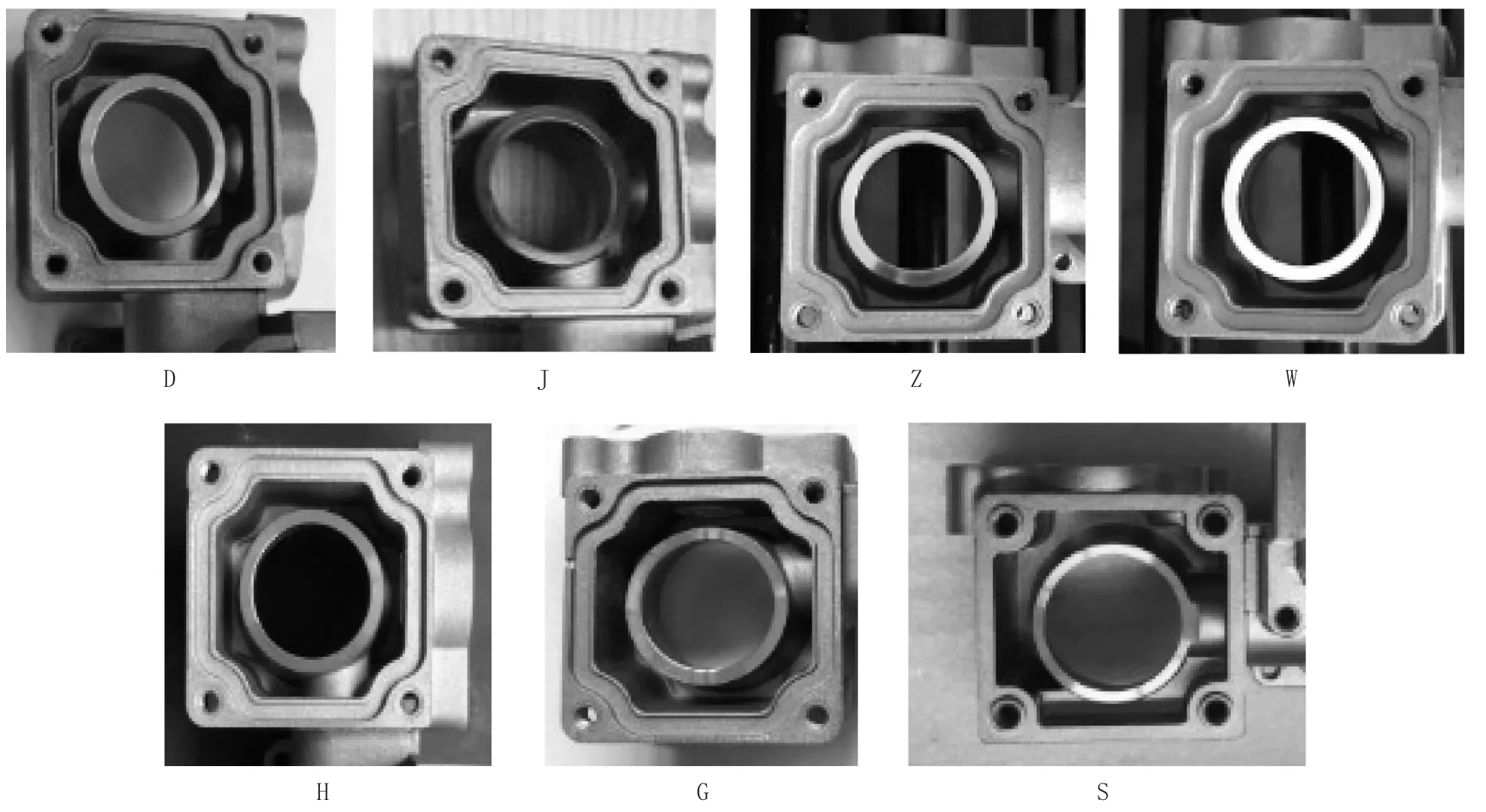
图2 铝阀体钝化处理后形貌
由表1、图2中各钝化成膜实验结果对比可以看出,样品D、G可实现钝化后免水洗工艺,工艺相对简单,方便操作;样品Z、W开槽添加药剂比例较高;样品Z施工工艺较复杂,工艺成本高;另外成膜外观也有差别,其中样品D、G免水性工艺的成膜颜色不均匀,外观效果稍差。
2 加速腐蚀试验
2.1 中性盐雾试验
为验证各钝化膜的耐蚀性能,根据GB/T 1771中性盐雾试验要求,对样品进行24 h中性盐雾实验,实验过程中不定期观察,若有样品出现腐蚀应取出试验箱停止实验,未出现腐蚀的样品继续实验。实验结果见表2。
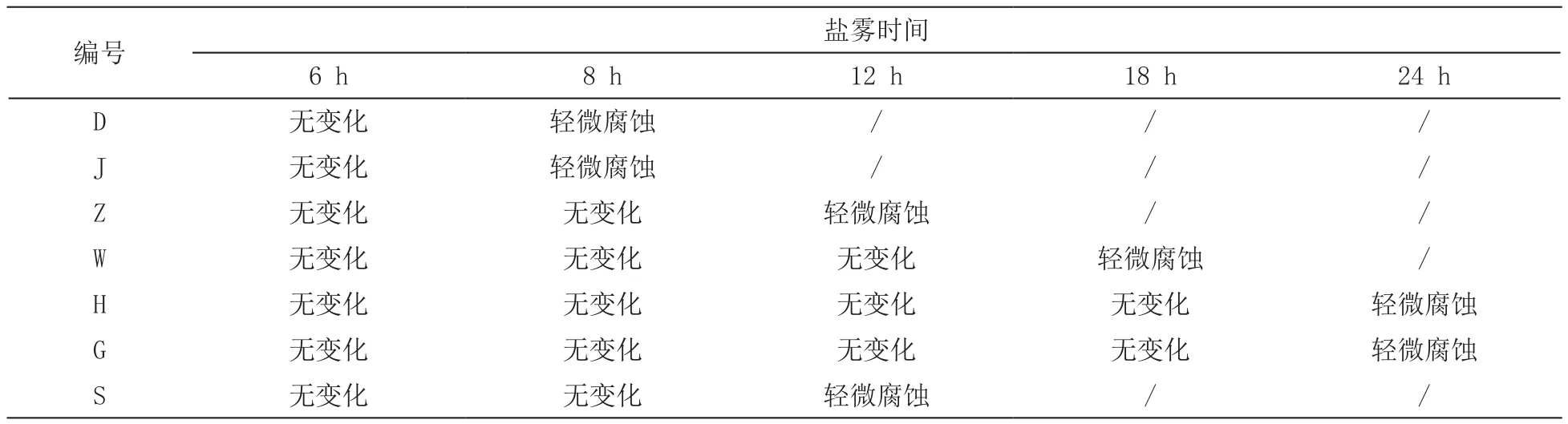
表2 中性盐雾实验结果
实验效果图如图3所示。
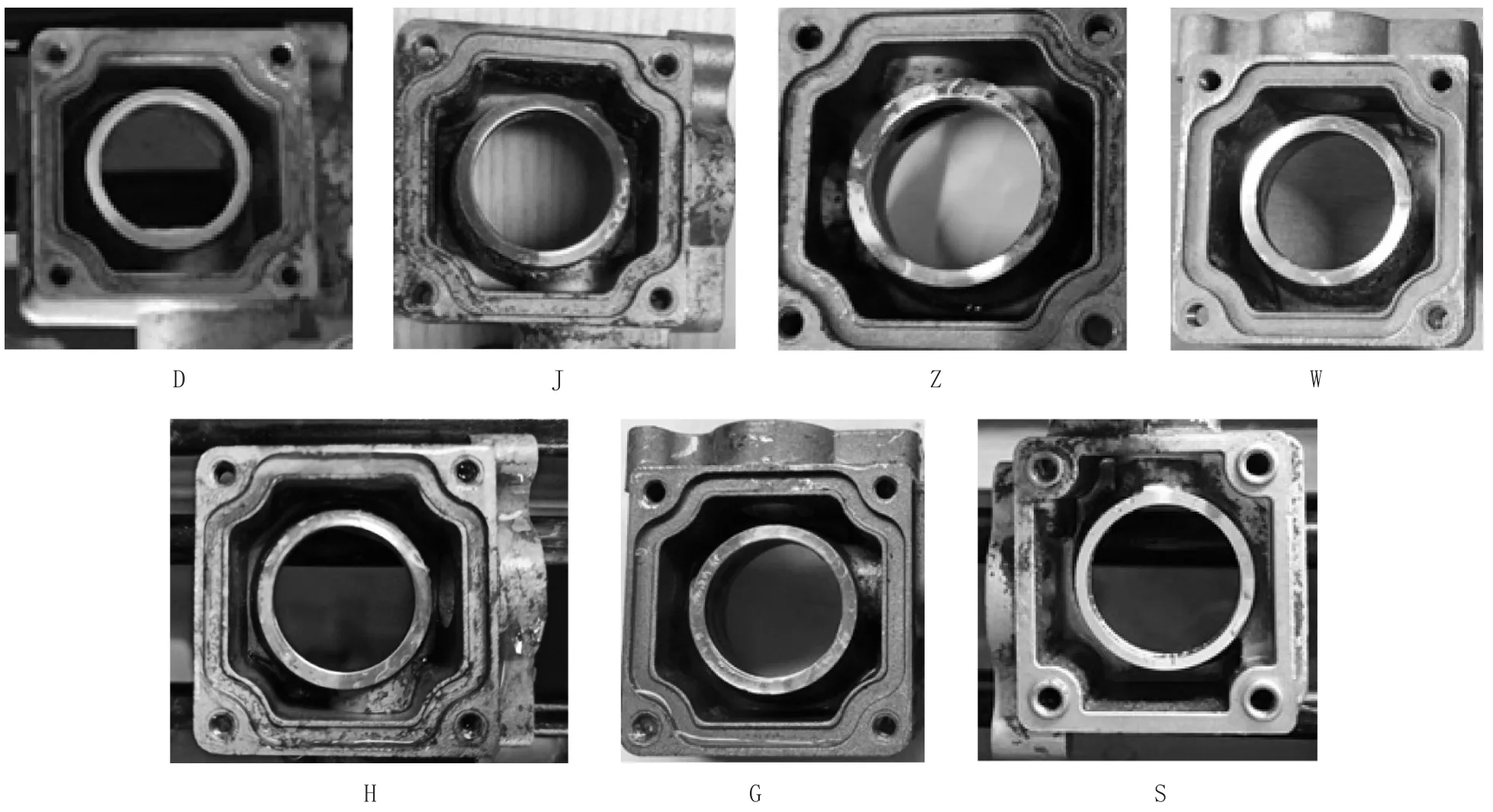
图3 盐雾腐蚀后样品的形貌
由以上结果可知,对标样本S的耐盐雾时间为8 h。样品D、J的耐盐雾时间只有6 h,耐蚀性稍差。样品H、G的耐盐雾时间为18 h,耐蚀性相对较好。
2.2 潮热试验
由于未钝化的铝阀体耐蚀性差,阀口易腐蚀并与膜片粘连,易造成粘阀问题。为验证已钝化铝阀体的防粘阀性能,将经上述工艺处理的铝阀体样品组装为比例阀总成,放入温度为70 ℃、湿度为93 %RH的试验箱里实验168 h,模拟铝阀体的实际工作状况,实验结束后取出,在常温下放置8 h后,在气压2 000~3 000 Pa、电流120 mA的条件下,测试电磁阀是否能够正常打开。实验结果见表3。
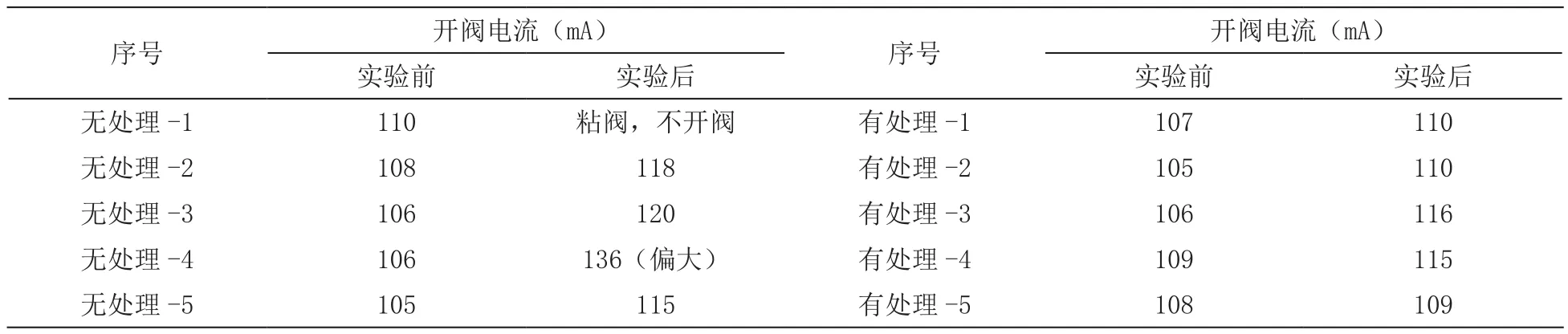
表3 潮热实验结果
由表3的实验数据可以看出,已钝化处理的样品均可以正常开阀,而未钝化处理的样品中有1个粘阀不开阀,1个开阀电流136 mA,偏大于正常开阀电流120 mA,属轻微粘阀,说明铝阀体表面钝化处理对于解决粘阀问题有效果。
3 总结
本文通过铝阀体表面环保成膜工艺对比试验研究,讨论了不同成膜方案的特点。铝阀体表面化学钝化不仅可以解决铝阀体氧化变色问题,而且对粘阀问题也有改善。同时也实验了免水洗成膜工艺,施工工艺简单,但外观效果还需改善。本试验研究为后期铝阀体钝化工艺的实际应用提供实验依据。当然,铝阀体表面处理还有其它方法,比如钝化加封闭、涂层处理等等,后期再作讨论。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:25:40
汽车实用技术(2022年9期)2022-05-20 05:49:50
山东化工(2020年3期)2020-03-06 07:52:10
化肥设计(2019年3期)2019-07-02 07:59:54
现代园艺(2019年11期)2019-06-05 09:16:00
生态与农村环境学报(2019年4期)2019-05-07 10:03:44
汽车与驾驶维修(维修版)(2018年9期)2018-11-15 06:20:54
材料工程(2018年2期)2018-02-28 07:32:37
汽车与驾驶维修(维修版)(2017年12期)2018-01-15 01:43:39
汽车与驾驶维修(维修版)(2017年6期)2017-09-03 08:50:58
