
基于FMEA的螺杆空气压缩机控制器可靠性分析
2021-07-16 06:05田敬
电子产品可靠性与环境试验 2021年3期
田敬
(衢州学院,浙江 衢州 324000)
0 引言
近几年我国螺杆式空压机的设计与制造技术的发展迅速,但是与国外先进水平相比还是存在明显的差距,远销欧美等发达国家的中高端螺杆空压机经客户反馈其控制器的故障频发。数据显示,工作在室外环境下的柴动螺杆式空压机控制器的故障率为2%,即平均故障间隔时间(MTBF)为50 h;即使是工作在室内环境的电动螺杆式空压机控制器的故障率也高达0.3%,即其MTBF为300 h左右,相对于一般电子产品的故障率为10-6的要求(MTBF为1 000 000 h)来说,其故障率非常高,因此给企业带来用户满意度下降、维修保养费用高等问题。
为了快速地响应市场需求,缩短开发周期,降低开发和维护费用,本文以单级螺杆空压机控制器KS系列的某型产品为例,结合用户提供的故障数据,对控制器的易损模块采用故障模式及影响分析(FMEA)的方法,对控制器在使用过程中的各种潜在的故障模式、故障原因进行定性和定量分析。确定其故障模式的严酷度、故障发生频率和不可探测程度,并计算风险优先度(RPN)的值;根据RPN值的大小给出系统等级和评估标准,找到控制器易损模块的薄弱环节和潜在的失效关键件,进行故障精确定位,为开展薄弱环节的可靠性增长试验研究提供了理论依据。
1 KS系列某型控制器FMEA的目的
FMEA是一种归纳分析方法,它可以分析系统中每一种产品所有可能产生的故障模式及其对系统造成的所有可能影响,并按每一个故障模式的严重程度、检测难易程度和发生频度予以分类。其目的在于找出系统或产品潜在的失效及其影响,为设计、制造和质量控制提供可行的消除或减少潜在失效发生的措施与对策,及早地进行设计与制造过程的改进,提高产品质量[1]。FMEA的结构框图如图1所示。
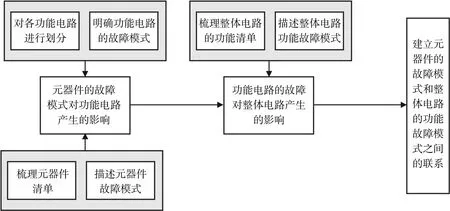
图1 FMEA的结构框图
首先,需要对电路进行功能模块划分,梳理出每个功能模块所包含的元器件。明确每个元器件的故障模式和功能电路模块的故障表现形式[2],根据元器件的故障模式对功能模块电路的影响,得到元器件的故障模式与功能电路故障模式之间的关系。然后,再根据功能模块电路的故障模式对整体电路所产生的影响,得到功能模块电路的故障模式与整体电路的故障模式之间的对应关系。最后,得到元器件的故障模式与功能模块电路故障模式,以及整体电路故障模式之间的对应关系。
2 KS系列某型控制器数模混合电路原理概述
本文所研究的对象是单级喷油螺杆空压机KS系列某型控制器数模混合板级电路,该电路的功能框图如图2所示,包含8个单元电路模块,分别是:主控模块、电源模块、存储模块、数据采样模块、电平测试模块、液晶屏和触摸屏驱动模块,以及接口电路模块。
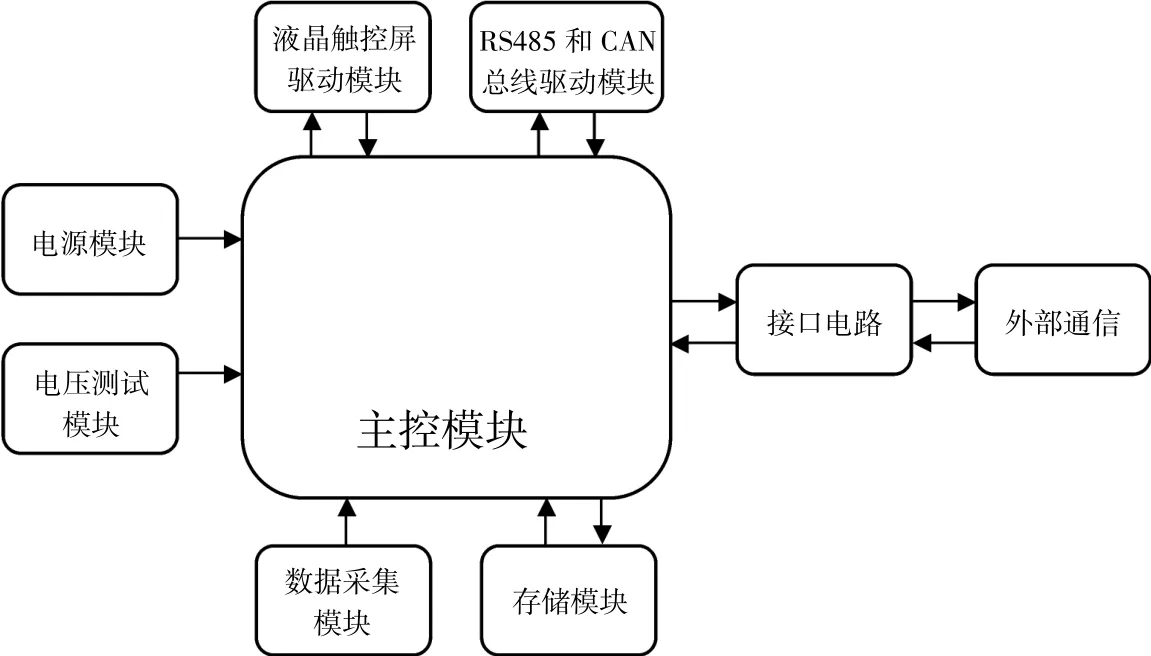
图2 KS系列某型控制器数模混合电路系统功能框图
a)主控模块
主控模块ECU由ARM芯片和相应的辅助电路构成,是该电路的核心部分,主要负责处理外部电路通过数据采集模块传输进来的信号,进行相应的数据处理;通过接口电路输出给继电器控制模块,执行相应的操作,并将继电器输出模块响应结果通过接口电路模块反馈给外部电路。
b)电源模块
电源模块主要由电压转换芯片构成,负责将电源电压转换为各个功能模块所需要的+36、+24、+18、+5、+3.3 V电压。
c)存储模块
存储模块主要由内部SRAM和外部FLASH闪存存储芯片组成,负责对实时采样的数据进行保存;而且,主控模块可以对存储的采样数据进行读取和写入。
d)数据采集模块
数据采集模块主要由ADC采样芯片和数字通道隔离器芯片组成,负责实时采样,并将采样结果传输给主控电路模块。
e)液晶显示和触控屏驱动模块
液晶显示和触控屏驱动模块是一种可接收触头等输入讯号的感应式液晶显示装置,当接触了屏幕上的图形按钮时,屏幕上的触觉反馈系统可根据预先编程的方式来驱动各种连结装置,用于取代机械式的按钮面板,并借由液晶显示画面制造出生动的影音效果。
f)CAN总线和RS485通讯模块
CAN总线和RS485通讯模块可以快速、实时地通过网络协议和编写的程序从ECU主控芯片上读取空压机的转速、气压、水温、油位、气温、油压、运行时间、蓄电池电压和运行状态等技术参数。
g)电平测试模块
电平测试模块主要用于对电平进行测试。
h)接口电路模块
接口电路模块负责主控模块与外部进行通讯。
3 数据采集模块和液晶显示模块故障信息整理
由于本文所研究的数模混合电路包含了8个功能模块,涉及到上百个元器件,因此无法对所有的元器件及其故障模式一一列举,本文选择其中故障较频发的数据采集模块和液晶显示模块进行分析研究。数据采集模块和液晶显示模块的电路原理图如图3-5所示。
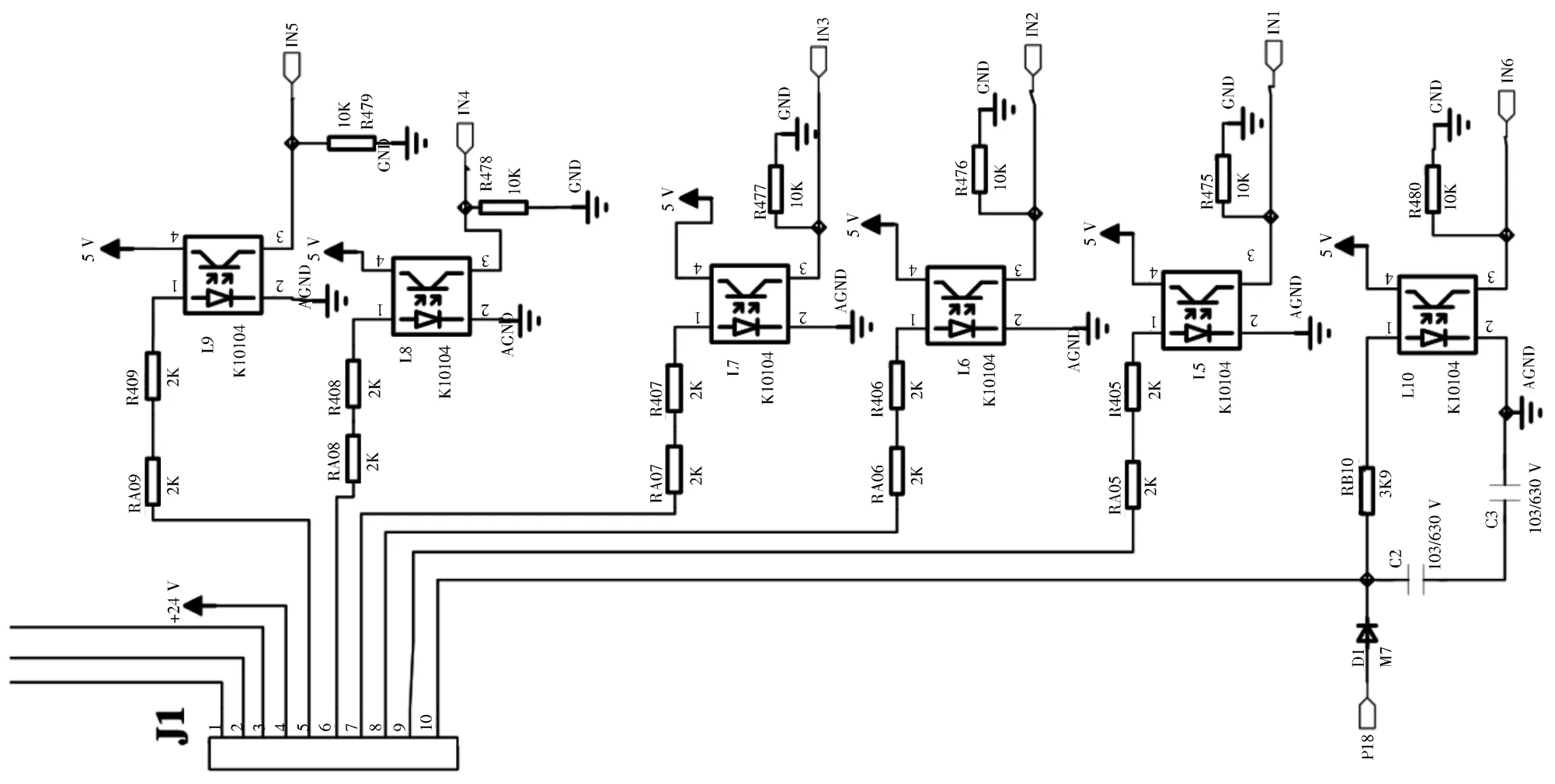
图3 数据采集模块的电路原理图
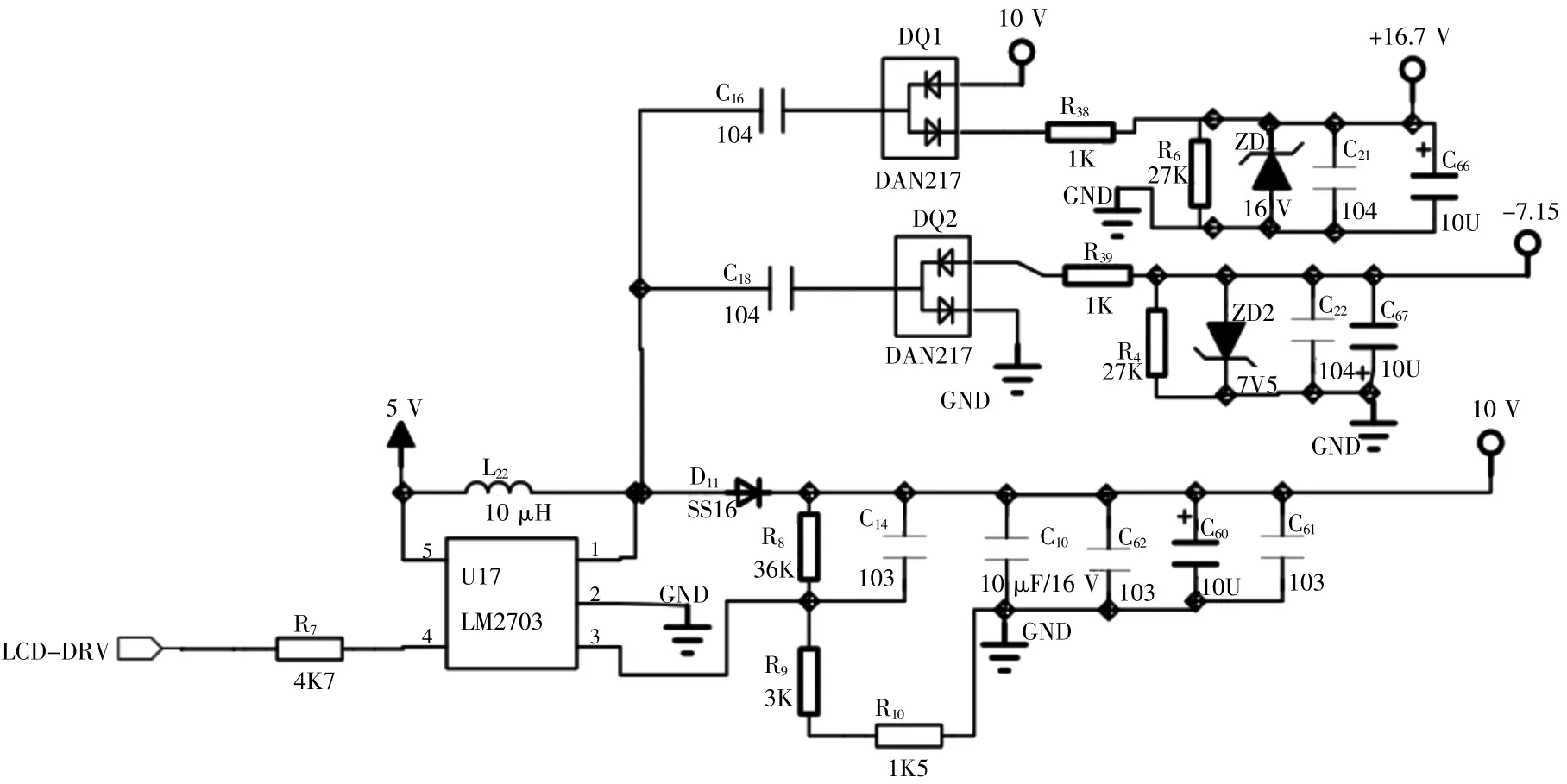
图4 液晶显示模块电源电路原理图
根据电路所包含的元器件,整理出这两个功能模块的故障信息清单,该信息清单包括元器件的类型、在原理图中的标志,以及元器件所包含的故障模式和故障产生的原因(即失效机理)。数据采集模块和液晶显示模块的元器件故障信息清单如表1-2所示。
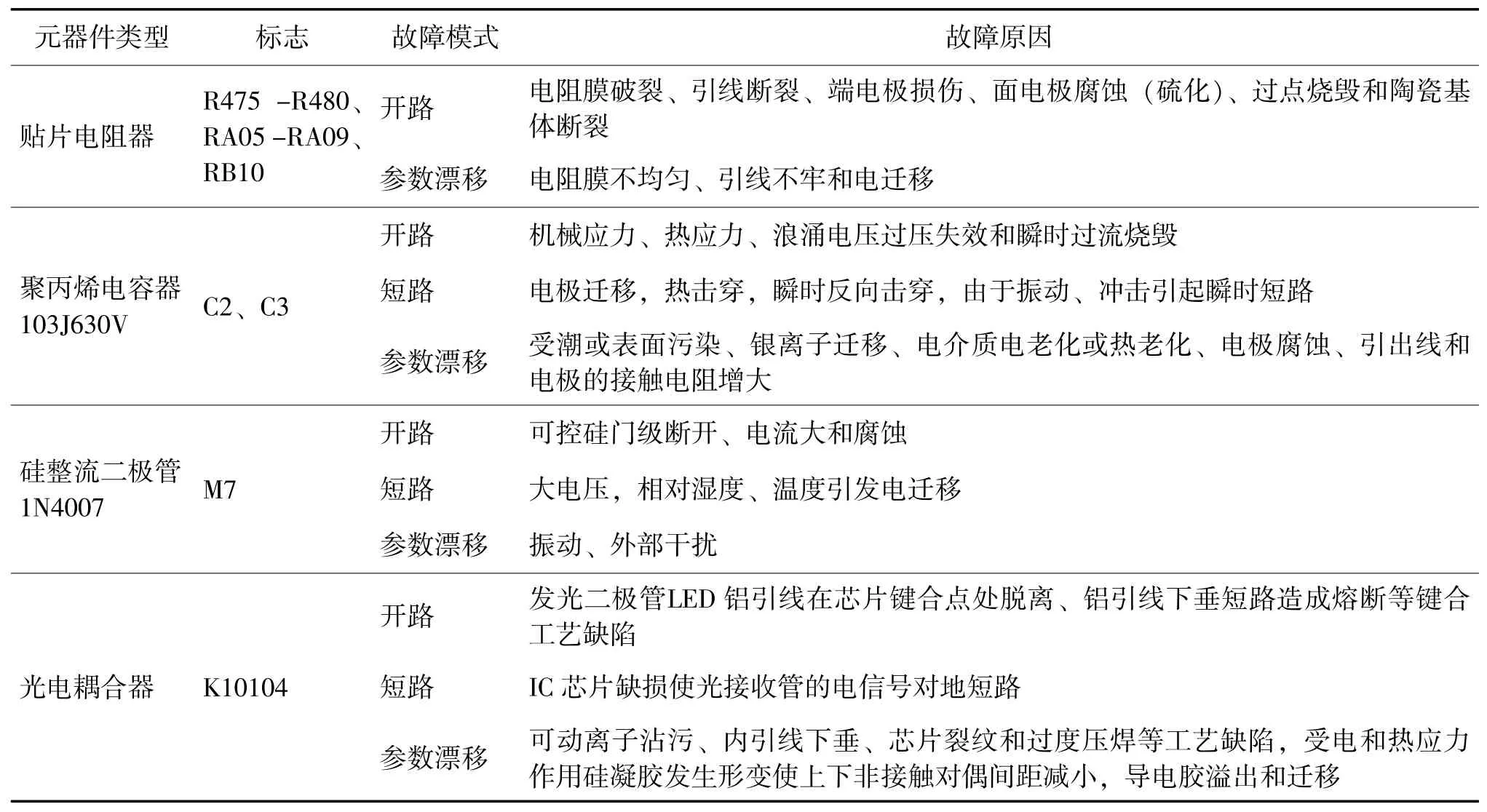
表1 数据采集模块元器件故障信息清单
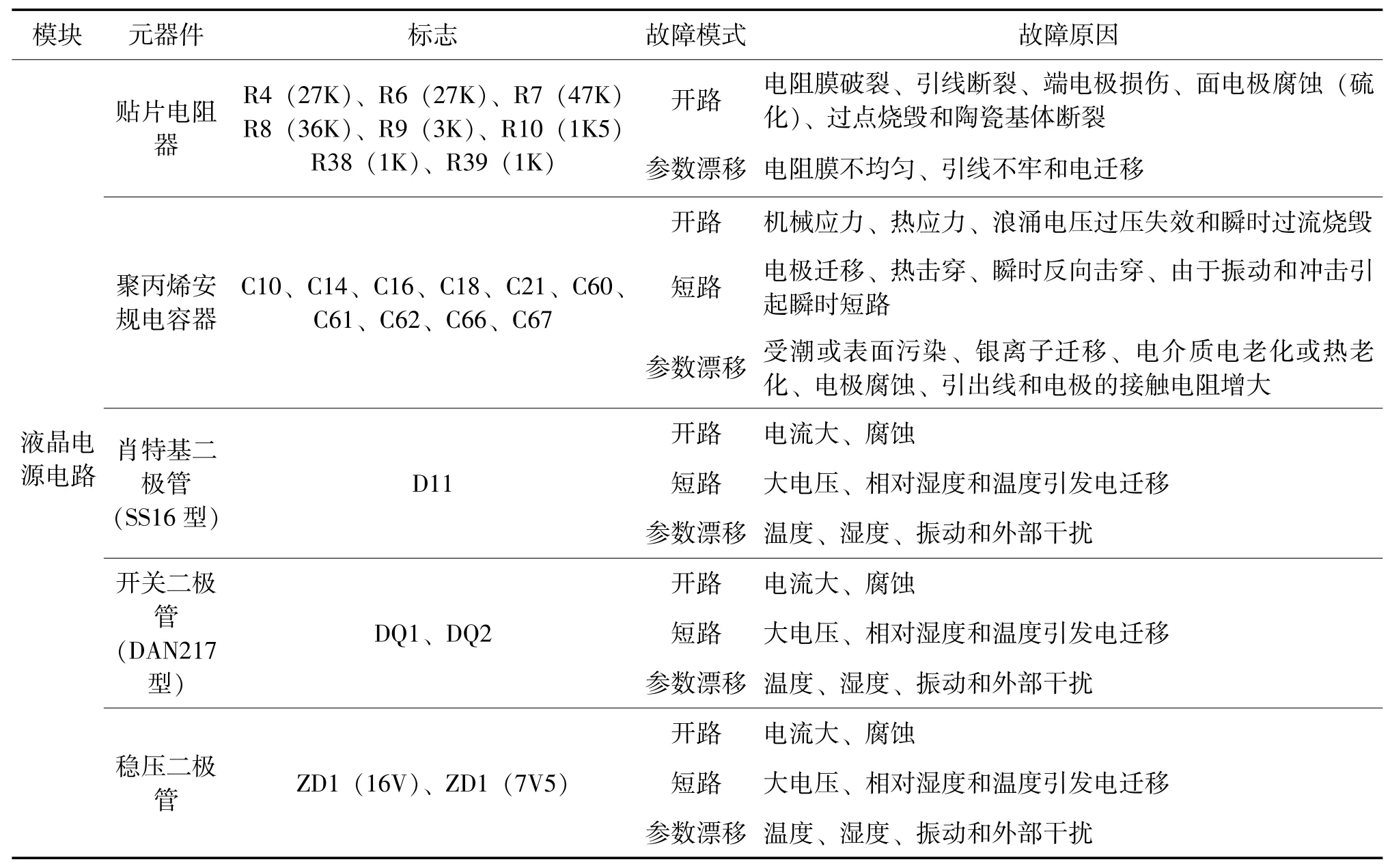
表2 液晶显示模块故障元器件信息清单
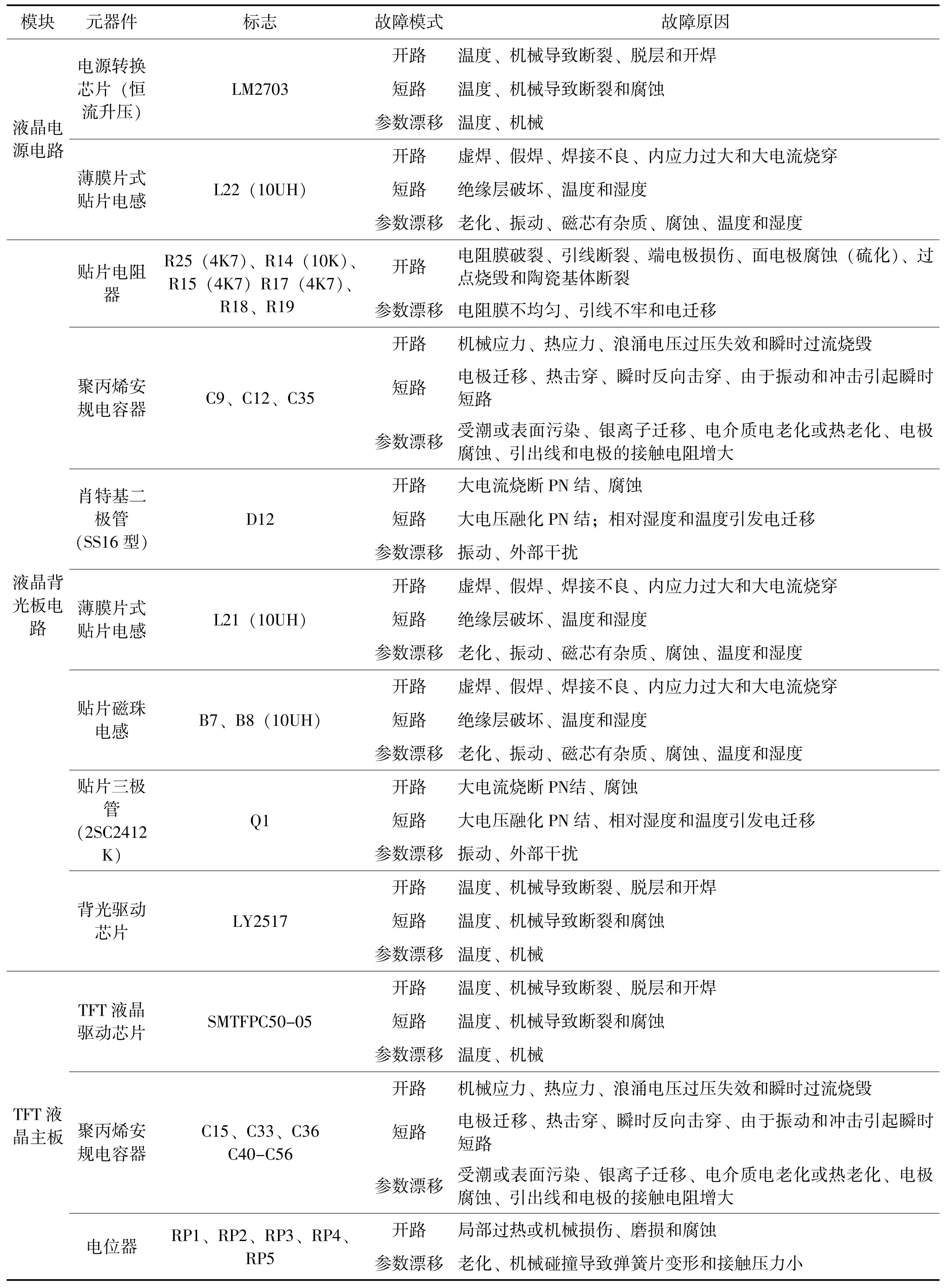
续表2
4 KS系列某型控制器数据采集模块和液晶显示模块的FMEA过程
FMEA将每一个底事件相关的部件作为元件,对每一种元件可能出现的问题及影响其工作的因素即故障模式和影响因素,通过经验论证和数据统计的方法来确定故障模式的严酷度(S)、故障发生频率(O)和不可探测程度(D),并计算RPN(S×O×D)的值,最后根据RPN值的大小判断系统等级和评估标准。其中,S是指潜在故障模式发生时,对下一道工序或系统影响后果的严重程度评价标准。要减少故障后果的严重程度,只能通过修改设计来实现。一般分为灾难的、致命的、临界的和轻微的等几个等级,取值在1~10之间;O是指某一故障的起因或机理出现的可能性。一般可分为极高、高、中等和低等几个等级,取值在1~10之间;D是指发现故障原因的难易程度,是探测故障模式或原因的能力的指标,一般分为极难、难、可能和能等几个等级,取值在1~10之间。KS系列某型控制器是单级螺杆空压机的“灵魂大脑”,通过数据采集模块和液晶显示模块对外部压力、温度、油位和转速等重要数据进行实时监测和显示,也是用户反馈故障率比较高的2个模块。对于严重度、发生度和难检度的评价准则因FMEA表的类型不同而有些不同,KS系列某型控制器FMEA表的参数评价准则如表3-6所示。
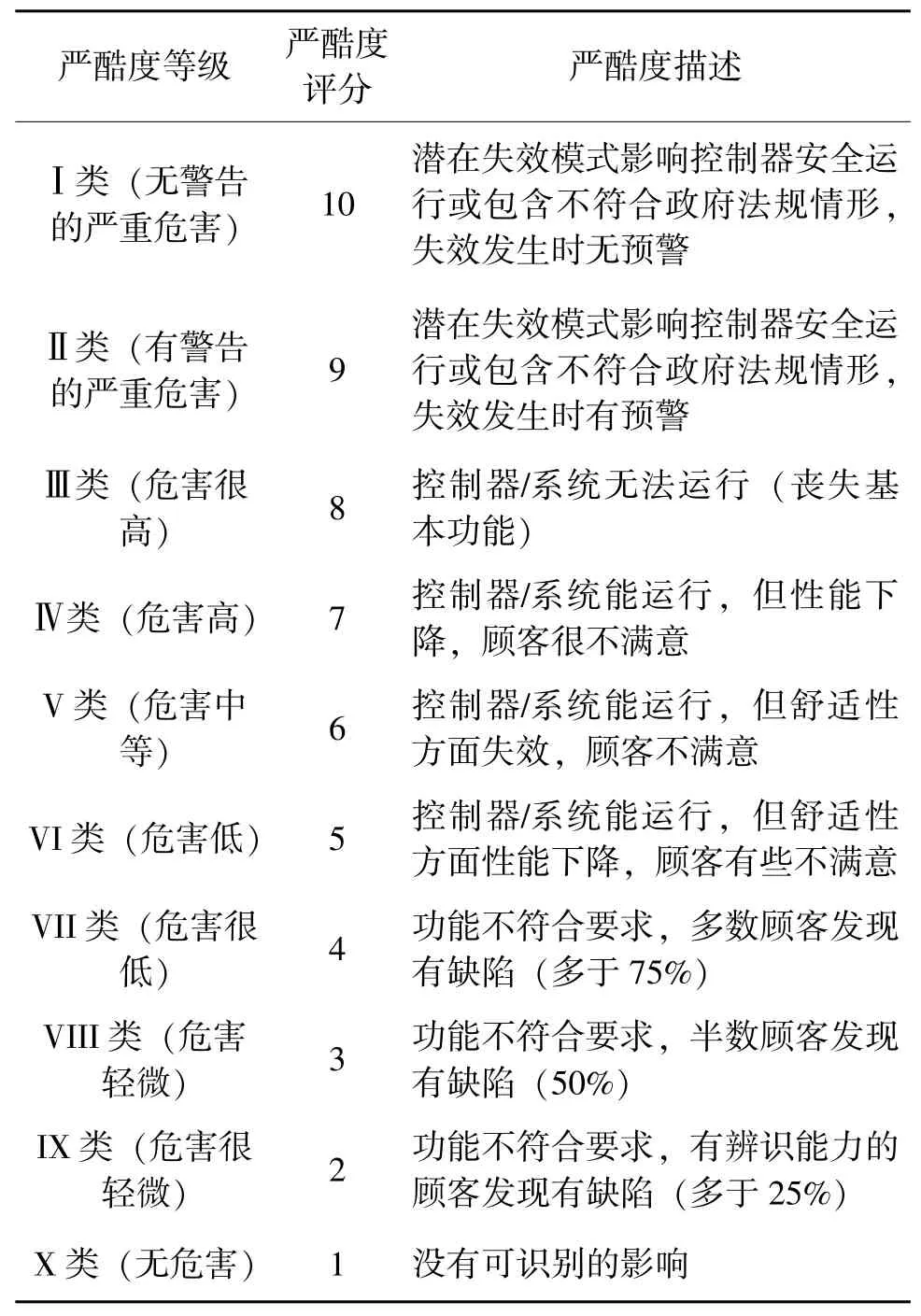
表3 FMEA严酷度评价准则
综上所述,将KS系列某型控制器数据采集模块和液晶显示模块的潜在失效模式、原因及影响制成FMEA表(如表7所示),并请相关专业人员依据评估标准进行评估,最终确定失效模式的RPN。由表7可知如下结果。
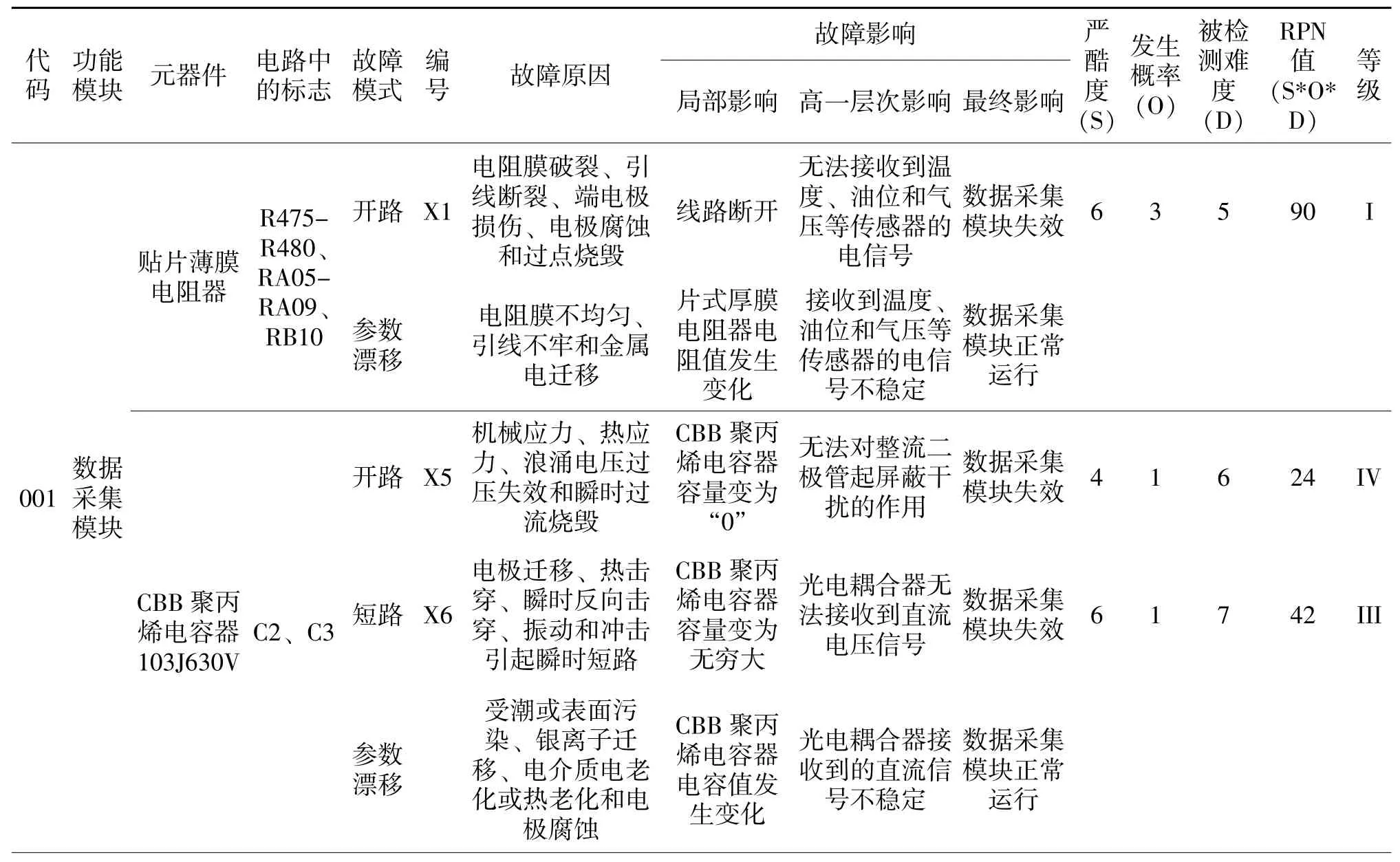
表7 KS系列某型控制器潜在故障模式及效果分析(FMEA)表
a)首先,KS系列某型控制器数据采集模块和液晶显示模块最容易发生故障的是数据采集模块的光电耦合器、电阻和液晶显示模块中的储能电容;其次,是整流二极管和肖特基二极管,这5个部位的故障频率远高于其他部位。这与实际作业中传感器和继电器的信号失去控制和液晶屏出现线条和黑屏的故障情况相吻合。
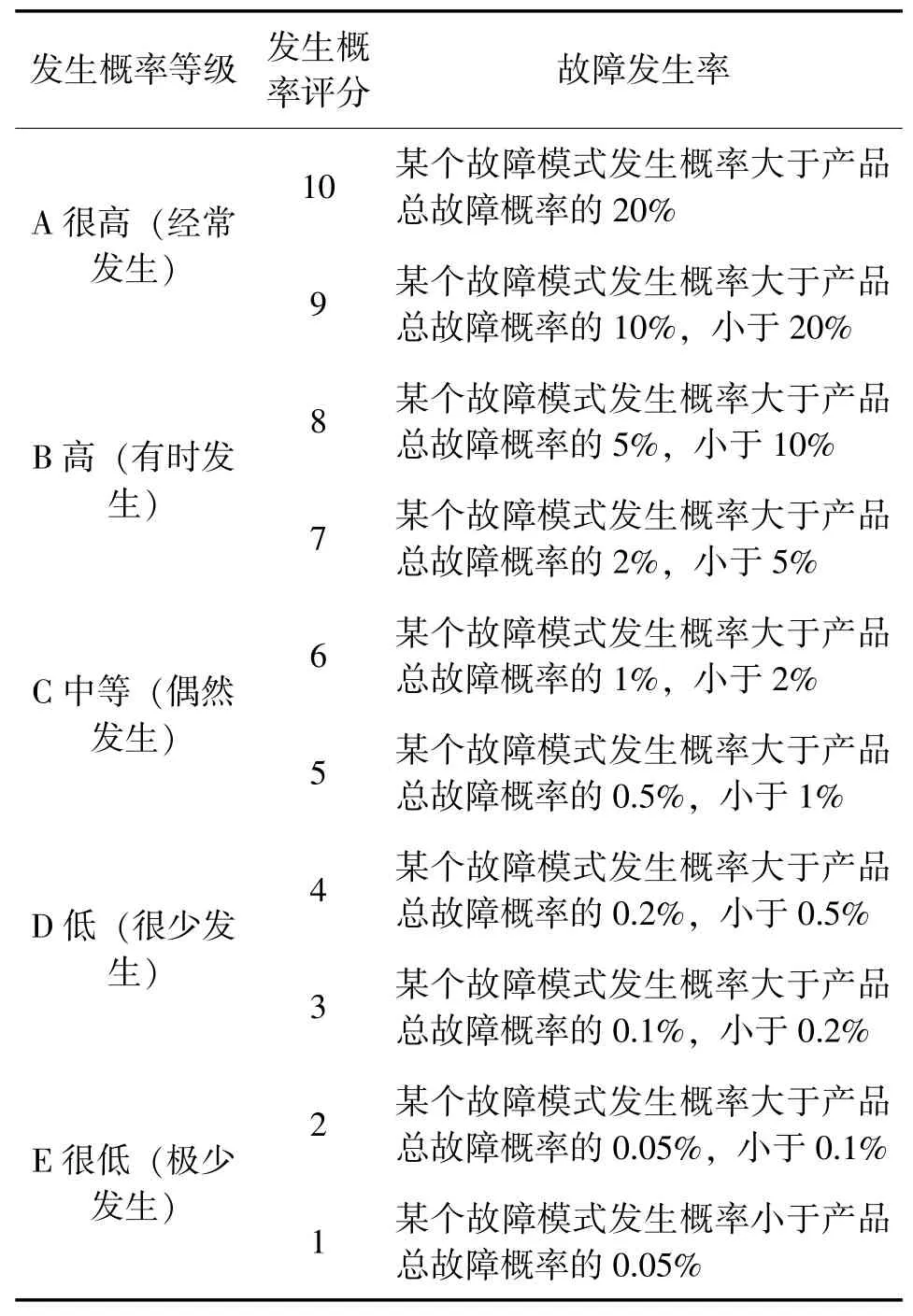
表4 发生概率评价准则
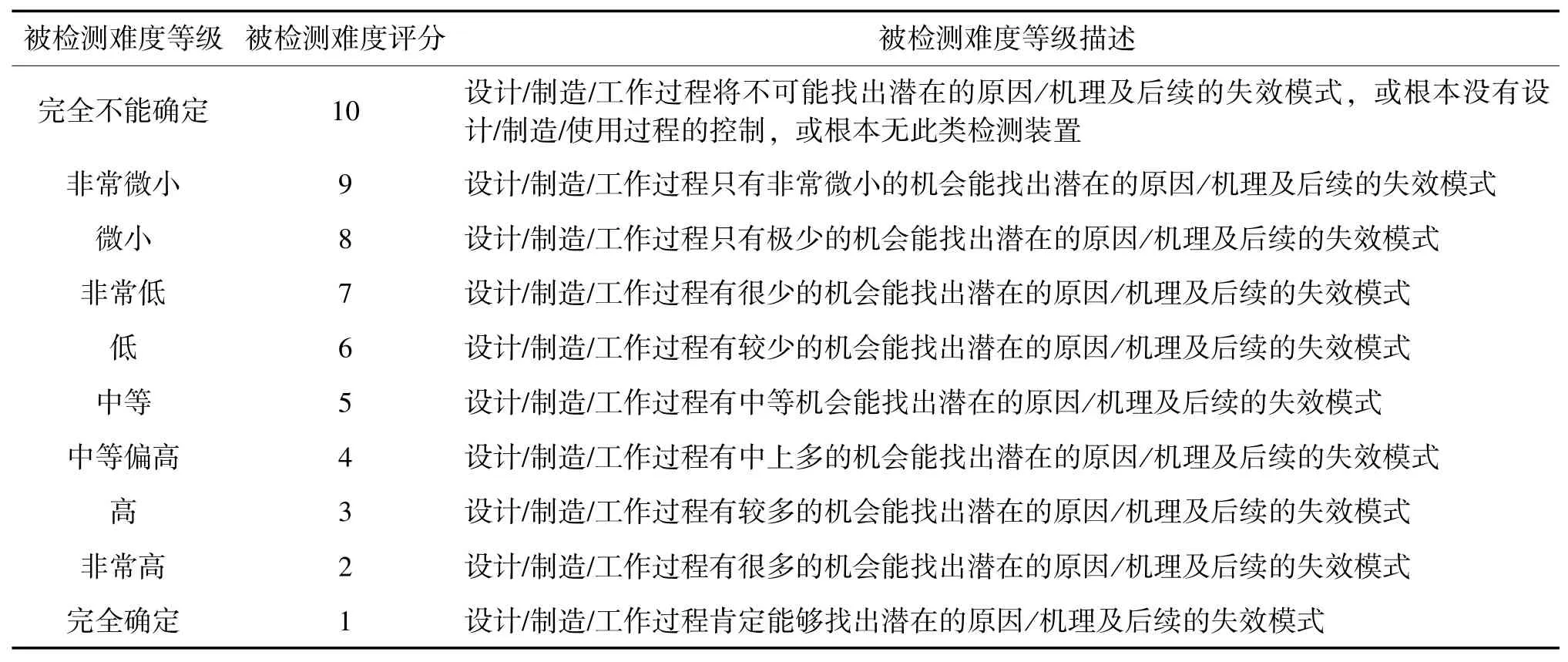
表5 FMEA探测度评价准则

表6 故障等级(RPN)

续表7
b)通过FMEA,可找到该智能型制动器的薄弱环节和潜在弱点,为接下来开展薄弱环节的可靠性增长研究提出改进措施,为防止或减少故障的发生提供了理论依据。
5 结束语
KS系列某型控制器作为单级螺杆空压机的核心部件,由于其工作环境恶劣,温度、湿度和振动等干扰信号随机变化和其数模混合电路功能模块多,电子元器件复杂,其故障发生的可能性也相较于普通控制器大幅提高。用FMEA的方法分析其可靠性,既可以快速地找到最易引发故障的环节,又能减少所需分析的零部件数目,对于提高重要部件的可靠性具有重大的意义。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
现代电子技术(2018年14期)2018-07-27
电子制作(2017年17期)2017-12-18
软件导刊(2016年9期)2016-11-07
工业设计(2016年7期)2016-05-04
工业设计(2016年7期)2016-05-04
通信电源技术(2016年4期)2016-04-04
通信电源技术(2016年5期)2016-03-22
自动化仪表(2015年11期)2015-04-01
物理与工程(2010年5期)2010-03-25
