汽车试制车间考虑员工作业能力的多目标优化生产调度
2021-07-15 02:55:40李聪波易树平
中国机械工程 2021年13期
易 茜 何 爽 宁 轻 李聪波 易树平
1.重庆大学机械与运载工程学院,重庆,4000302.重庆大学机械传动国家重点实验室,重庆,400030
0 引言
汽车行业发展迅速且市场竞争日趋剧烈,企业需高效率、低成本地推出新产品才能占据市场先机[1]。汽车样车试制是新产品开发过程中的关键环节,具有生产过程复杂多变难度大,定制化程度高、自动化程度低,高度依赖员工作业能力水平等特点,对试制车间的管理者和操作工提出了更高的要求。员工技能水平不同以及员工自身在不同任务下作业能力的差异会对整个生产环节的效率和成本造成较大影响,这使得员工成为试制车间调度需要重点考虑的因素。
现有汽车制造企业试制车间往往依靠主观经验进行生产调度,常因员工作业能力不可量化出现员工-任务不匹配、员工忙闲不均等问题,导致生产周期长、生产计划经常延期、试制成本高,很大程度上制约着企业的发展,因此,量化员工作业能力以及考虑员工作业能力进行生产调度是一个值得深入研究的问题。
员工作业能力不仅取决于自身知识能力,更受价值观念、作业行为、个人情感等因素影响[2]。员工作业能力的评价方法主要有如下两种,一种是基于动作分析,采用操作测量、通用能力指标等方法进行评价[3];另一种是将问卷调查法与职业能力量表相结合来进行评估,如ZHANG等[4]提出了一种相对全面地描述员工作业能力的问卷统计方法,KERATAR等[5]设计了量表测量方法,并与问卷调查方法相结合对医疗保健服务业中员工作业能力进行了评估。
随着制造业的发展,柔性制造作为一种能够快速高效响应市场需求的制造模式,其生产调度问题受到了国内外的广泛关注[6-9],对于柔性车间调度方面的研究,目前大多数集中在优化目标增加、算法性能的提高上,以及将员工对加工系统的影响作为简单的约束条件。
LANG等[10]针对机床和员工的不确定性,提出基于双约束条件下的柔性车间调度问题,并采用遗传算法进行优化求解。LEI等[11]针对机床-员工双资源约束下的柔性车间调度问题,提出一种变邻域的两阶段邻域搜索算法对加工时间进行优化,研究结果优于两种遗传算法效果。ZHANG等[12]针对双资源约束柔性车间调度问题,以加工时间最小为优化目标,采用混合离散粒子群算法进行优化求解。吴定会等[13]用生物地理学算法求解加工设备和操作员工双资源约束下的柔性作业车间调度问题,并对加工时间和成本双目标进行优化。在上述将员工的影响作为约束条件的研究中,仅考虑了员工是否能够完成某道工序以及员工是否处于空闲状态,并没有考虑不同员工在进行加工时具有不同的作业能力。
袁志玲等[14]提出一种同时考虑工序排序、机器选择和员工选择的调度方法,将员工操作不同机床的熟练程度作为约束条件之一。ZHENG等[15]考虑了不同员工操作不同机床时具有不同能力,将员工作业能力赋值并作为调度问题的约束条件,采用基于知识引导的果蝇算法进行求解。周亚勤等[16]提出员工作业能力对加工时间的长短有影响,在调度过程中将员工作业能力分级,考虑其对加工时间的影响,但并未研究作业能力分级的方法。ANDRADE-PINEDA等[17]基于以客户定制为中心的汽车修配车间调度问题进行研究,将只考虑员工约束、只考虑机床约束和同时考虑机床-员工约束的三种情况进行对比,证明了同时考虑机床和员工双重约束的调度方案可以减少瓶颈,提高准时交货率。显然,对员工作业能力的正确评估对其能否完成某道工序加工任务、完成加工所需时间具有显著的影响,进而会影响整个生产计划安排。现有研究对员工作业能力的评价都是直接使用生产计划仿真数据(通常是员工完成作业所需时间),并没有针对制造企业员工作业能力客观评价的方法和标准进行研究。
汽车试制车间与典型的柔性制造车间相比,具有自动化程度相对较低、对员工依赖性较高,且生产任务安排缺乏可参考经验等特点。基于这些特点,正确评估员工作业能力、合理安排加工任务对顺利完成生产计划尤其重要。
目前,暂无相关文献针对试制车间特点进行深入研究,本文从员工作业能力角度出发,考虑员工-任务的合理配置,以达到最佳经济效益的目标。基于此,本文提出一种考虑员工作业能力的汽车试制车间生产调度优化模型和方法,建立员工作业能力评价体系,量化员工作业能力。基于员工作业能力的评估,在员工-任务合理配置的约束下以最大完工时间、员工技能利用均衡度和人工成本为目标,建立员工-任务高效均衡分配的生产调度模型,利用基于逼近理想解排序法(technique for order preference by similarity to ideal solution, TOPSIS)的非支配排序遗传算法-Ⅱ(non-dominated sorting genetic algorithm-Ⅱ, NSGA-Ⅱ)对模型求解,从而选出最优调度方案。最后以实际汽车企业试制车间调度数据为案例,验证所提出方法的有效性。
1 员工作业能力评价体系
针对试制车间员工作业能力不可量化而导致生产调度常出现的员工-任务不匹配问题,本文提出一种对员工作业能力量化评估的方法。首先基于试制车间生产模式特点,设计评价指标体系,采用问卷调查方法获取指标原始数据,运用决策制定试验和评估实验室与网络分析流程 (decision-making trial and evaluation laboratory-analytic network process, DEMATEL-ANP)方法对作业能力指标定量化计算,最终实现对员工作业能力的量化评价。其他类型生产车间也可借鉴该方法对员工作业能力进行量化评价。
1.1 试制车间员工作业能力评价指标设计
员工作业能力是员工在工作岗位上处理任务的一种整体表现[18]。根据某汽车制造企业试制车间生产模式的特点,结合对企业领导、技术专家的访谈,建立了试制车间员工作业能力评价体系,如表1所示。该体系由4个一级指标、17个二级指标构成,分别是:①任务技能,包括员工知识、员工多技能柔性、实际作业能力、员工技能利用率、员工技能熟练度;②操作效率,包括安全事故率、5S管理、工序质量投诉率、准时完工率、出勤工时利用率;③员工态度,包括违纪率、工作责任心与主动性、员工出勤表现;④胜任素质,包括个人学习与发展柔性、团队合作柔性、持续改进和创新能力、员工突出贡献能力。
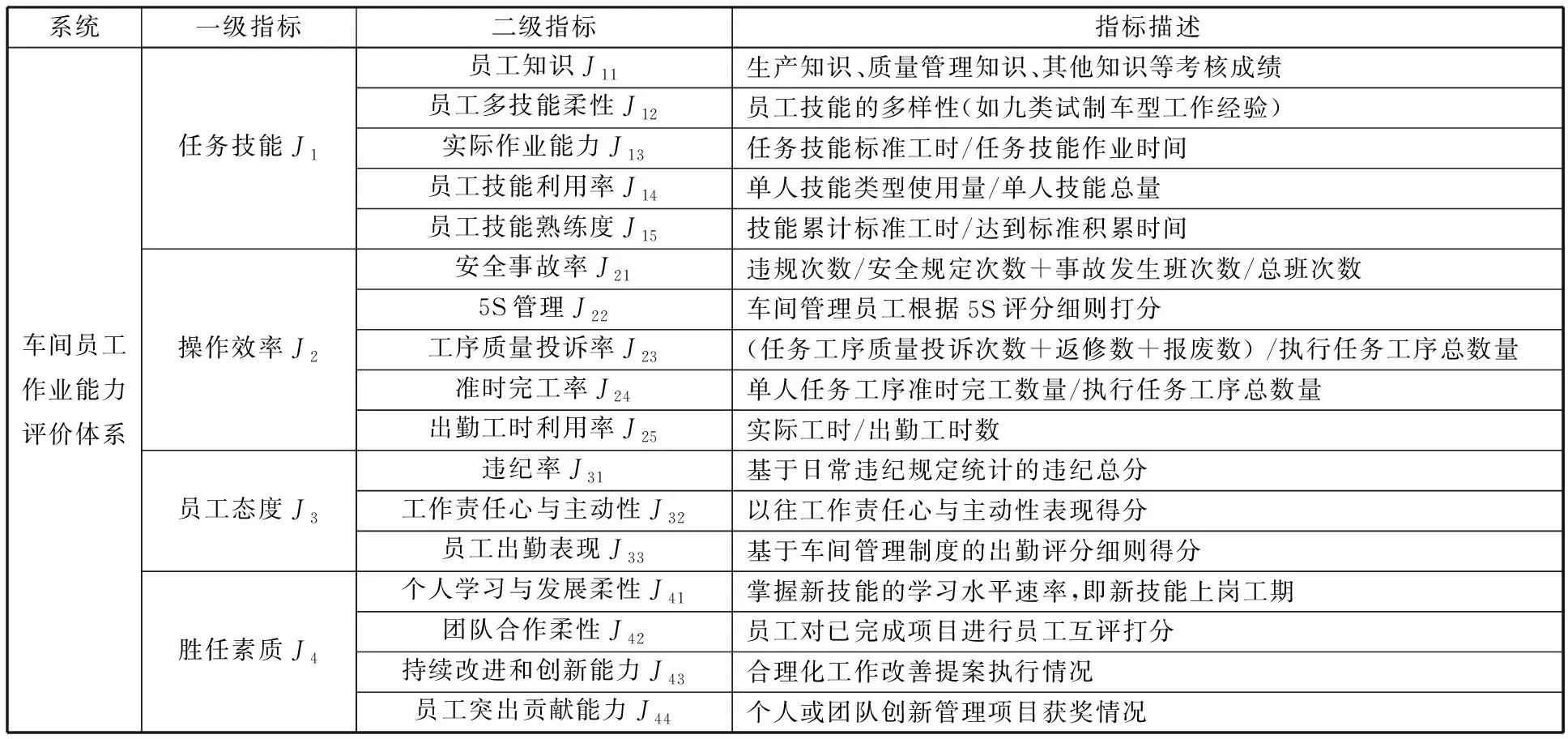
表1 试制车间员工作业能力评价指标
通过员工作业能力评价体系的设置,可以对员工作业能力进行全方位的量化考核。
1.2 基于DEMATEL-ANP方法的指标权重确定
为了对员工作业能力进行量化评价,首先需要确定各项二级指标在评价体系中的权重。在进行指标权重确定时,传统的层次分析法、主成分分析法等指标分析方法适用于样本量大的群体,不能处理复杂指标之间的影响程度。针对试制车间专家群体样本量偏小、评价体系指标偏多且复杂的情况,采用DEMATEL-ANP方法进行权重分析。决策制定试验和评估实验室(DEMATEL) 方法能确定指标因果关系及相互影响程度[19-20],识别重要因素和关键因素,但是DEMATEL方法不能确定指标权重,因此在DEMATEL方法的基础上运用网络分析流程(ANP) 方法深层次挖掘指标之间的关系,确定量化指标权重[21-22]。
基于DEMATEL-ANP方法的员工作业能力评价体系流程如图1所示。首先,在建立评价指标体系的基础上,收集DEMATEL问卷,构建相关影响矩阵,通过计算中心度和原因度来识别各指标之间的影响程度大小、方向、排序等,并建立网络关系图。其次,通过专家小组对所有相互影响的维度及指标的重要性进行成对判断,并利用ANP方法计算未加权矩阵、加权超矩阵和极限超矩阵,得到各指标的相对权重和全局权重。根据企业实际情况通过对应的公司及管理系统历史数据、领导打分和员工互评等方式获得二级指标评价值,最终计算出员工作业能力评价值并确定其作业能力等级。
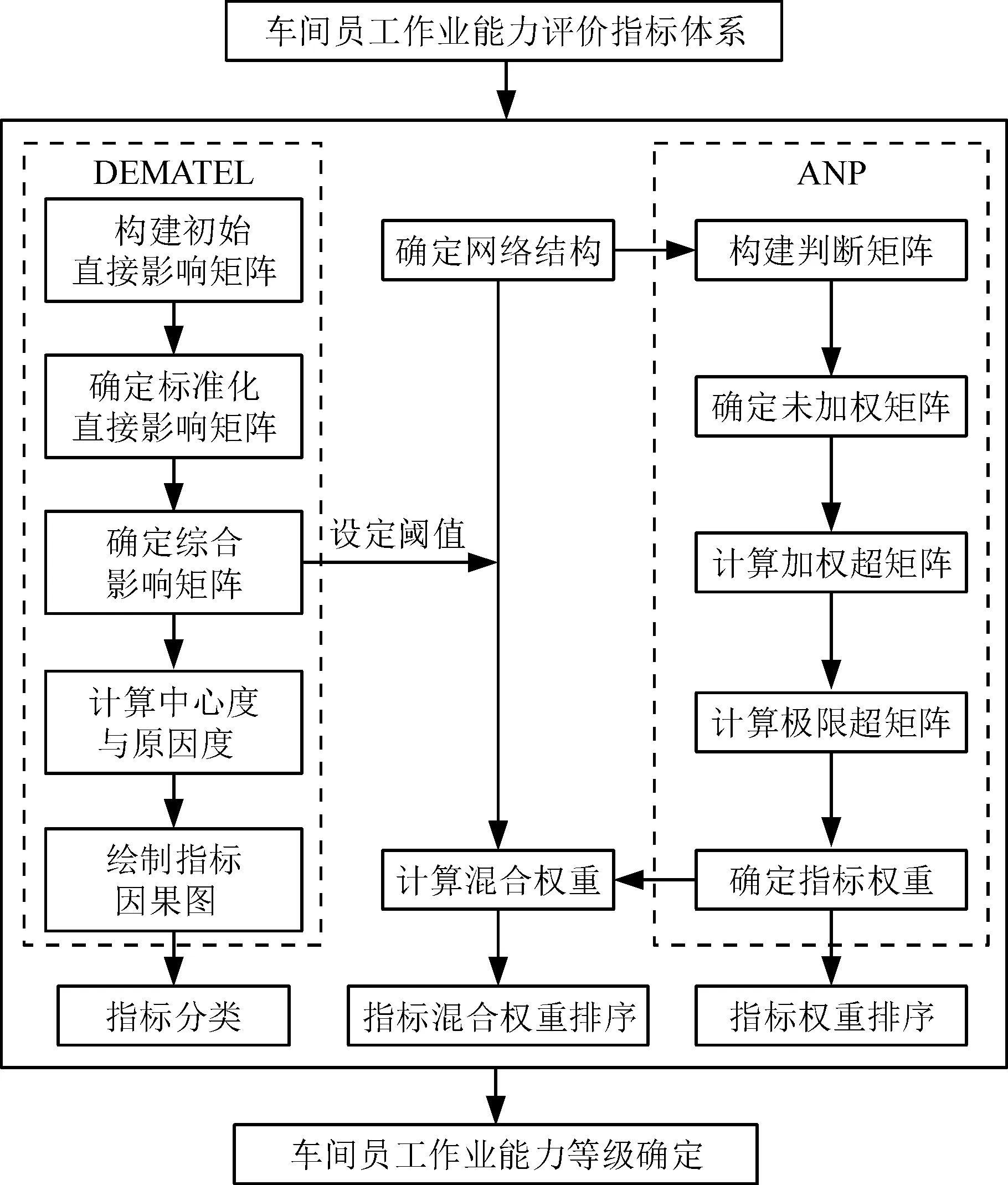
图1 基于DEMATEL-ANP方法的员工作业能力评价体系流程图Fig.1 Flowchart of employee work ability evaluation system based on DEMATEL-ANP method
为了提高判断矩阵的客观合理性,本文面向某汽车制造企业试制车间进行研究,选择了14位专家(包括7名管理人员和7名技术人员)进行访问,满足DEMATEL方法中需要8~15位专家的要求。以访谈、调查和会议讨论的方式来确定两两元素间的关系,最终确定指标之间有直接影响关系的原始数据。
DEMATEL方法中初始直接影响矩阵到综合影响矩阵的计算过程如下:
(1)
(2)
(3)
(4)
式中,bpq为工序Xp与Xq之间关系的影响程度大小;n为总指标数目;B为初始直接影响矩阵;S为规范影响矩阵;I为单位矩阵;T为综合影响矩阵。
根据式(1)和式(2),可建立试制车间员工作业能力评价体系中二级评价指标初始直接影响矩阵B(表2),该矩阵可以确定指标间的直接影响程度。根据式(3)和式(4),对初始直接影响矩阵B进行标准化处理得到规范影响矩阵S,再经过求极限处理得到综合影响矩阵T。根据实验测试和专家意见,取阈值为0.05,去除可忽略不计的影响关系,进而得到修正后的综合影响矩阵T*,如表3所示。
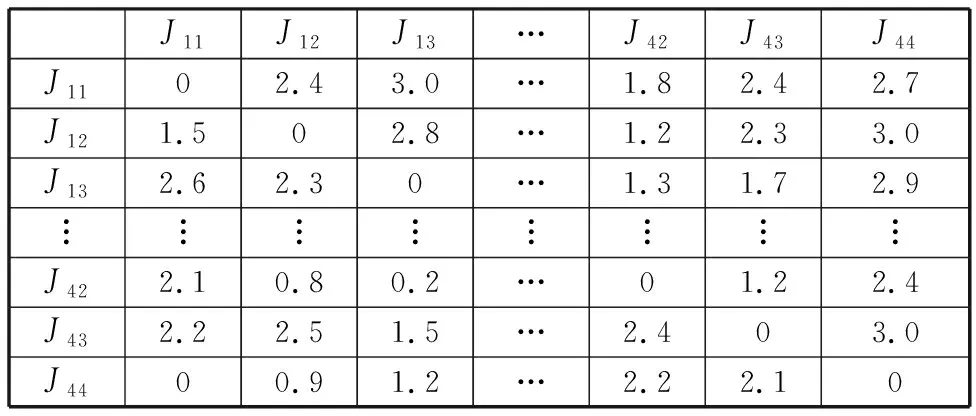
表2 初始直接影响矩阵
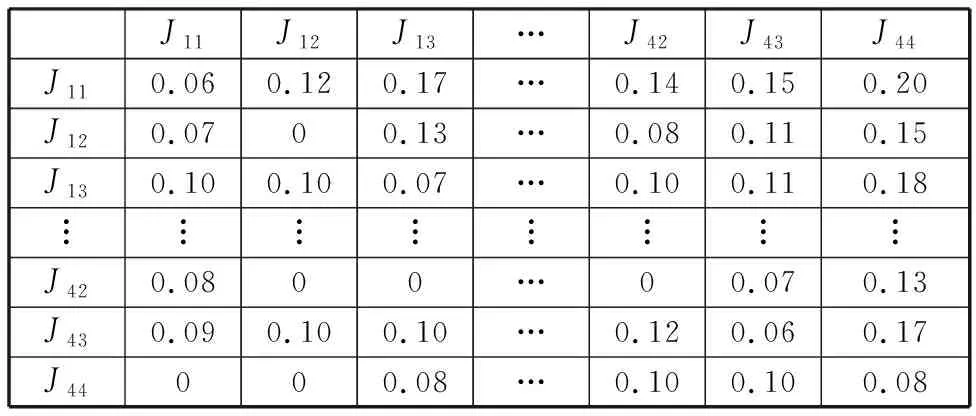
表3 修正后的综合影响矩阵
将T*中相关数据输入到ANP应用软件Super Decisions,可得出员工作业能力评价指标ANP网络结构图(图2)。图中箭头指向元素集表示元素集中的元素存在相互影响的关系,其中各元素集之间的双向箭头表示两个元素集之间存在相互影响因素,循环箭头表示元素集内部有相互影响的因素。
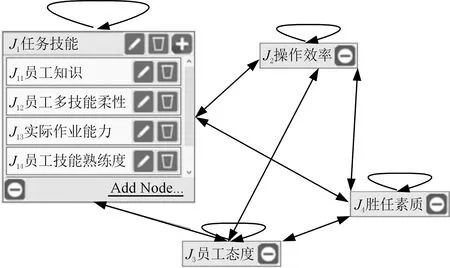
图2 ANP网络结构Fig.2 ANP network structure
基于4个一级指标之间及17个二级指标之间的关系,邀请10名专家(4名管理人员和6名技术人员)根据9分量表进行重要性成对比较,将专家的评估分数输入Super Decisions软件中,并进行一致性检验,如果不符合一致性要求则需要再次征询专家的意见。依次选择二级指标准则与需进行判断的一级和二级指标项来重复构建判断矩阵。当完成所有判断矩阵的构建后,软件将自动计算并生成未加权超矩阵、加权超矩阵、极限超矩阵,以及计算出各指标的优先级(即各项二级指标的权重),如图3所示,进一步结合DEMATEL方法可求解得到混合权重。

图3 指标优先级Fig.3 Indicator priority
通过DEMATEL方法可计算出各元素之间关联度,但该方法将各元素权重均视为相等,这与实际情况不符,因此采用ANP方法进行弥补。根据下式可计算出各项二级指标的混合权重:
h=w+T*×w
(5)
式中,h为指标混合权重向量;w为运用ANP方法计算出的各元素绝对权重所组成的向量。
将计算出的混合权重经过归一化处理后,可得评价体系中各项二级指标的权重,如表4所示。
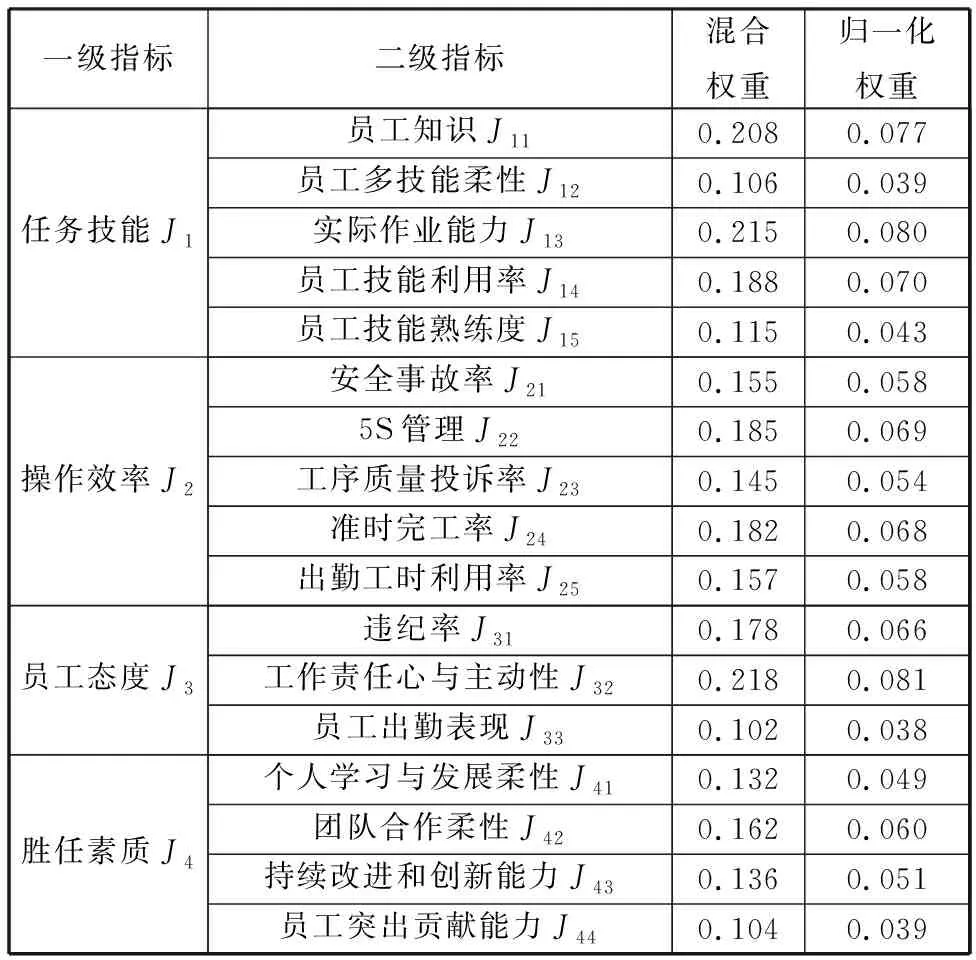
表4 混合权重表
1.3 员工作业能力评价级别确定
根据混合权重可对员工作业能力值进行计算,其表达式如下:
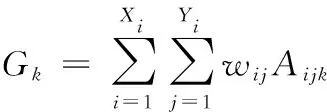
(6)
其中,Gk为员工k的作业能力各评价指标总分;Xi为一级指标总个数;Yi为第i个一级指标下二级指标总个数;wij为第i个一级指标下第j个二级指标所占权重;Aijk为员工k在第i个一级指标下第j个二级指标所得评分,Aijk取值范围为[0,1]。各个二级指标的评分值Aijk是根据企业实际情况通过对应的公司及管理系统历史数据、领导打分和员工互评等方式获得,再进行量纲一化和归一化处理后的结果。不同企业可根据其生产管理特点设计评分标准。
根据生产车间管理人员和技术专家的建议,将员工作业能力评价级别按员工作业能力值的高低分为如下五个等级:“初级”、“中级”、“中高级”、“高级”、“特级”,可表示为
(7)
通过所设计的员工作业能力评价体系可以确定员工作业能力级别,为实现员工与任务高效匹配提供了数据支持。
2 汽车试制车间生产调度优化模型
在对员工作业能力进行量化评估的基础上,建立考虑员工作业能力的汽车试制车间生产调度优化模型,为各道工序选取最佳员工,同时满足每名员工手上所有工序的加工顺序及开工时间最佳,从而达到各目标值最优。
2.1 问题描述
本文以汽车试制车间为研究对象,考虑员工作业能力的试制车间生产调度主要有以下基本概念。
(1)员工技能柔性。员工技能完全柔性即所有员工具备在所有工作站上操作的能力,而车间尚未形成所有员工可加工所有任务的普遍化,只有少部分员工技能丰富,而大部分员工只会加工一道工序或几道工序,故不同员工所具备的技能种类不同。为方便统计,本文按照一项技能对应一子工序计算,一名员工所具备的技能即为该员工所能加工的工序种类。
(2)员工作业能力差异性。由于员工加工作业能力不相同,不同员工加工相同任务工序所需的作业时间和人工成本都不同,导致员工作业能力对生产效率和生产成本的影响很大。本文中员工作业时间是该员工完成该项工序所需时间的历史工作数据的平均值,基于员工作业能力评价级别确定相应的工时费,以员工基本工时费乘以相应的工时费系数计算出该员工单位时间加工费用,然后乘以该员工加工总工时可最终得到人工成本。
(3)任务定义。试制车间生产过程中,同时生产的项目在高峰时期能达到数百个,且每个项目有多台样车试制的需求,在项目初期就已为每台待试制样车创建了独一无二的样车编码,以便于每台试制样车的生产全过程可追溯。为了简化任务的复杂性,本文以单台样车试制为任务单元,每台样车试制按照作业指导书规定的顺序完成多道工艺。
(4)多人团队协作。本研究针对某汽车制造企业试制车间实际调研情况,该车间任务中有些工序可一人加工完成,有些工序需多人协作才能完成。对于多人协作完成的任务,工序时间以团队耗时最长员工完成时间计算。由于团队协作耗时最长员工成为了任务瓶颈,因此在任务分配前需要对员工作业能力进行量化分析,使团队员工作业能力相匹配,以减少等待浪费的时间。
基于上述定义,将考虑员工作业能力的车间生产调度问题表述为:有n个任务{J1,J2,…,Jn},任务Ji的工序集合为{Oi1,Oi2,…,Oini},ni表示任务Ji的工序总数;将工序Oij分配给m名员工{P1,P2,…,Pm}进行加工,每道工序可由一名或多名可选员工进行加工。表5所示为所建调度模型中所有变量的定义。
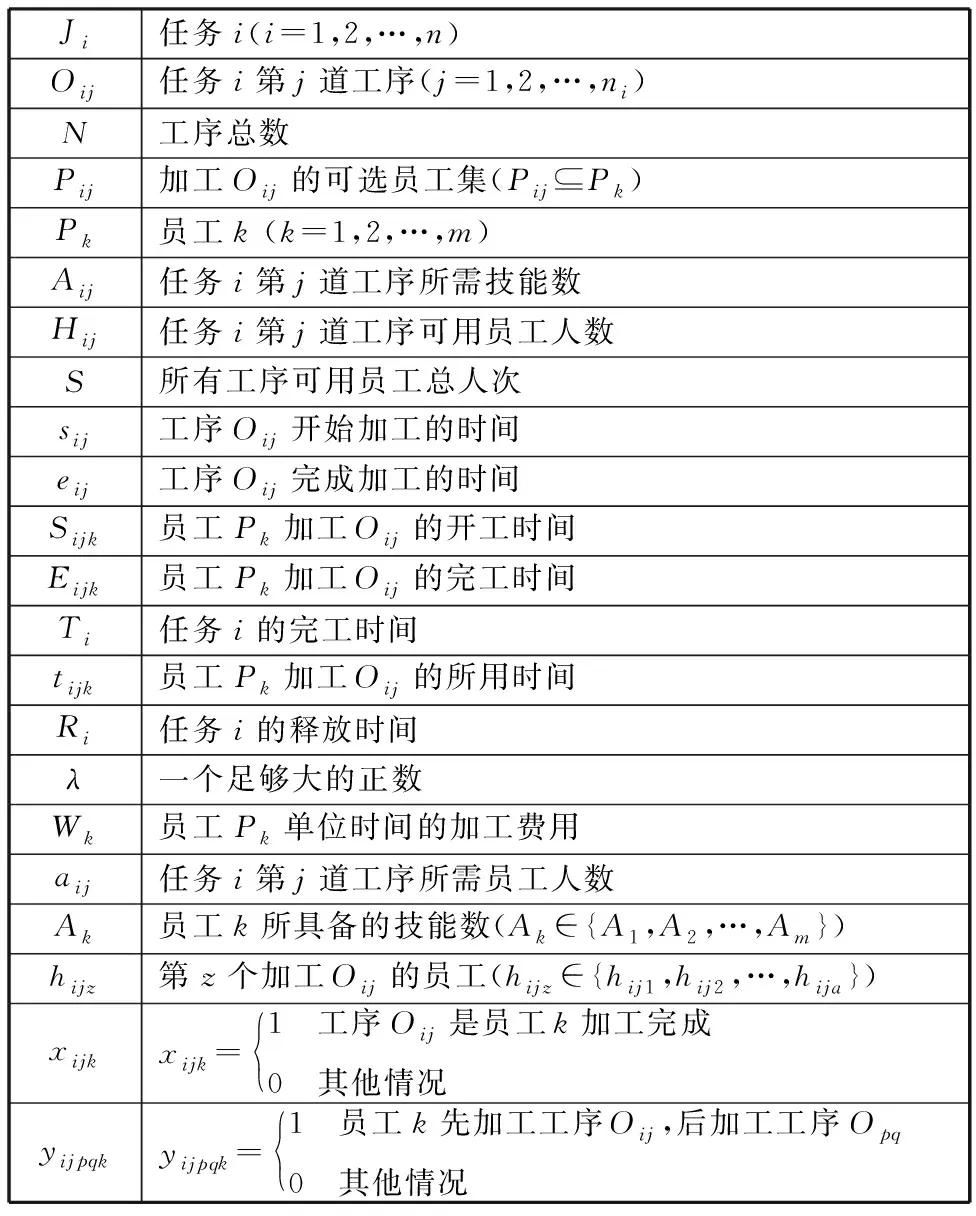
表5 调度模型变量定义
2.2 约束条件
根据企业实际生产情况,加工过程需要满足以下条件:①同一任务的所有工序需按照给定的顺序加工;②所有任务在释放时刻都可以进行加工;③任意工序在加工过程中不允许被中断;④任务工序只能由指定所需员工人数进行加工;⑤所有的加工数据(如工艺作业指导书、工艺参数等)都是预先确定的;⑥员工加工不同工序的切换时间可以忽略不计;⑦任意工序只需一项技能作业,且同一员工在不同技能上切换平滑;⑧员工加工时间可预估,不考虑员工疲劳度。
由于员工作业能力不同,且多人团队协作时间以耗时最长员工完成时间计算,因此员工作业能力的正确评估对任务合理安排有较大影响,进而影响生产效率和成本。
约束条件的计算表达式如下:
(8)
si1≥Ri
(9)
Aij=1
(10)
tijk=max(tijhij1,tijhij2,…,tijhijz,…,tijhija)
(11)
Spqk≥Eijk+λ(1-yijpqk)
(12)
Epqk≥Sijk+λ(1-yijpqk)
(13)
Hij≥aij
(14)
xijk,yijpqk∈{0,1}
(15)
式(8)表示任务加工的先后顺序约束;式(9)表示任务必须在释放时间到达之后才能开始加工;式(10)表示每个任务子工序只需要一项技能作业;式(11)表示工序时间约束:由于试制车间工序具有团队协作性,因此对于多名员工一起加工同一工序的情况,需按其中参与员工的最大工时来计算每名员工的工时;式(12)、式(13)表示一名员工同一时刻只能加工一道工序;式(14)表示在同一时刻、同一道工序可选员工总人数不少于任务工序指定员工人数;式(15)表示0-1变量约束。
2.3 优化目标
在制造企业中,不同部门对车间调度决策的指标持有不同期望。例如:对生产车间来说,希望将车间生产效率作为主要性能指标;而对于人力资源部,希望人工成本最低、员工忙闲均衡等。因此,寻求企业各部门间综合利益最大化是车间生产调度的研究重点。
本文针对汽车试制车间,从提高生产效率、均衡分配员工-任务、合理控制人工成本角度出发,提出对下列3个目标函数进行优化。
(1)最大完工时间。在满足工艺、员工约束及机器可用的前提下,使最大完工时间f1最小,从而缩短试制周期,提高生产效率。最大完工时间可表示为
f1=max{Ti|i=1,2,…,n}
(16)
(2)员工技能利用均衡度。为了更好地权衡员工技能利用均衡度f2,采用各员工技能利用率与总体平均数水平的波动程度来描述(即数据的标准方差)。其中标准方差数值越小,表明车间所有员工技能利用率波动越小,员工技能利用越均衡,从而可减少员工忙闲不均的现象,所以员工技能利用均衡度f2越小越好。员工技能利用均衡度可表示为
(17)

(3)人工成本。为使试制车间基于员工作业能力相关的生产成本最小(即人工成本f3最低),需合理控制成本,提高公司市场竞争力。人工成本可表示为
(18)
其中,基于员工Pk的等级(初级、中级、中高级、高级、特级)来确定相应工时费Wk。
综上所述,可得到汽车试制车间考虑员工作业能力的多目标优化生产调度的目标函数如下:
f=min(f1,f2,f3)
(19)
3 最优调度方案求解
3.1 基于TOPSIS的NSGA-Ⅱ求解
对于所提出考虑员工作业能力的试制车间生产调度多目标优化问题,由于优化目标较多且存在相互冲突的可能,并且约束条件较传统调度问题更为复杂,因此选用基于TOPSIS的NSGA-Ⅱ算法进行优化求解。基于TOPSIS的NSGA-Ⅱ算法降低了非劣排序遗传算法的复杂性,具有运行速度快、解集的收敛性好的优点,可以在相对较短的时间内得到Pareto最优解集。
3.1.1解的编码和解码
考虑试制车间调度问题时间和约束的复杂性等因素,本文采用基于工序的扩展编码。编码基因由两段组成,第一段为基于工序的编码,采用自然数对序列进行编码,用来确定工序的加工先后顺序;第二段为基于可用加工员工的编码,用于选择每道工序的加工员工。结合这两种编码方法可以得到试制车间生产调度问题的一个可行解。两段编码示例见图4。
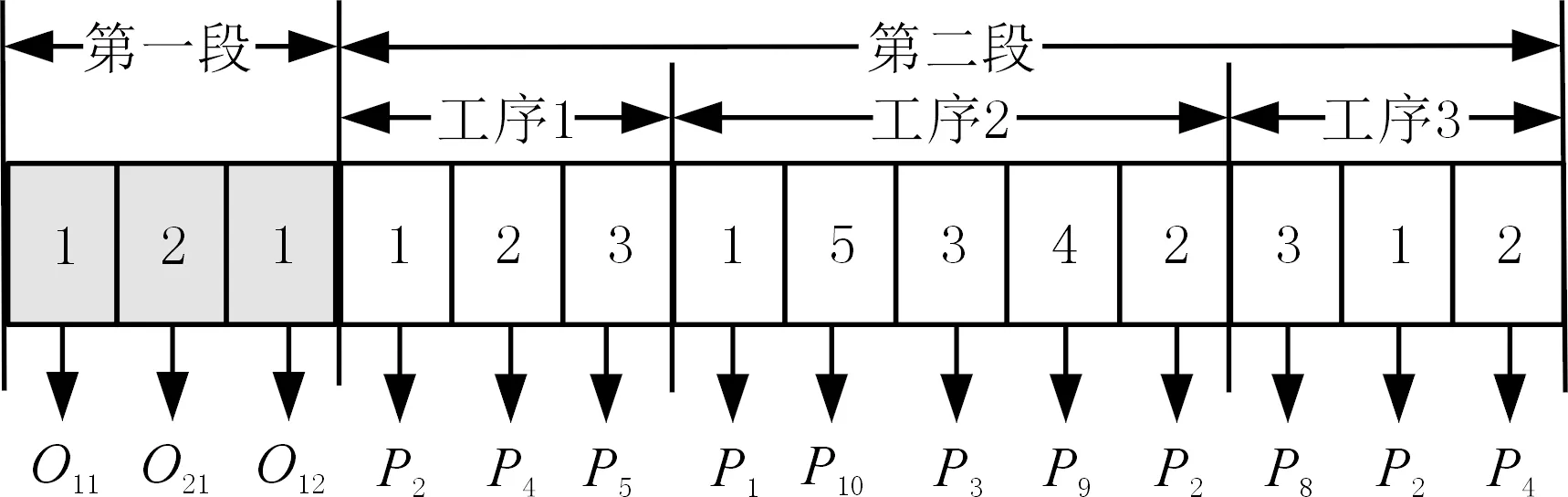
图4 编码示例Fig.4 An example of coding
图4中,深颜色段表示基于工序顺序的编码,浅颜色段表示可用员工编码的基因串。第一段染色体长度代表工序总数,其中1、2、1表示加工工序O11、O21、O12,编码先后顺序表示该任务子工序的加工顺序。第二段染色体长度为可用总人次数,即每道子工序可用员工数求和得到可加工总人次数;第二段染色体表示基于可用员工编码的排序集合,如工序2对应有5名员工{P1,P2,P3,P9,P10}能加工该工序,按照员工工号数值大小的顺序重新编排号码,则P1对应1,P2对应2,P3对应3,P9对应4,P10对应5;而工序2染色体基因的实际编码位置次序则代表该工序可用员工的加工排序,若工序2实际只需要2人加工,则选取P1和P10。基于两段染色体从而可确定工序加工顺序和实际加工员工安排。
3.1.2适应度函数
适应度函数的选择直接影响最终解决方案的质量。本文将同时考虑最大完工时间f1、员工技能利用均衡度f2和人工成本f3的多目标函数作为适应度函数。
3.1.3选择、交叉、变异操作
本文采用染色体(其长度为D)分段分别进行交叉变异,第一段工序编码交叉选取前1~N个序列进行交叉变异,第二段可用员工编码选取N~D个序列按工序可加工人数Hij分段拆分后进行交叉变异,即将染色体分成确定工序顺序段和确定各工序可加工员工段,共N+1段染色体(N表示工序总数)。
本文采用二元锦标赛法选取种群。交叉方式采用POX交叉算子,从父代P1中随机选取一个编码字串放在子代中对应的位置,对于子代其余空余的位置则从父代P2中顺序选取,但需要保证与子代已有编码不重复,如图5所示。变异方式采用互换变异方式,即从分段处理后的单段染色体中随机选择基因点作为变异基因点进行互换,如图6所示。
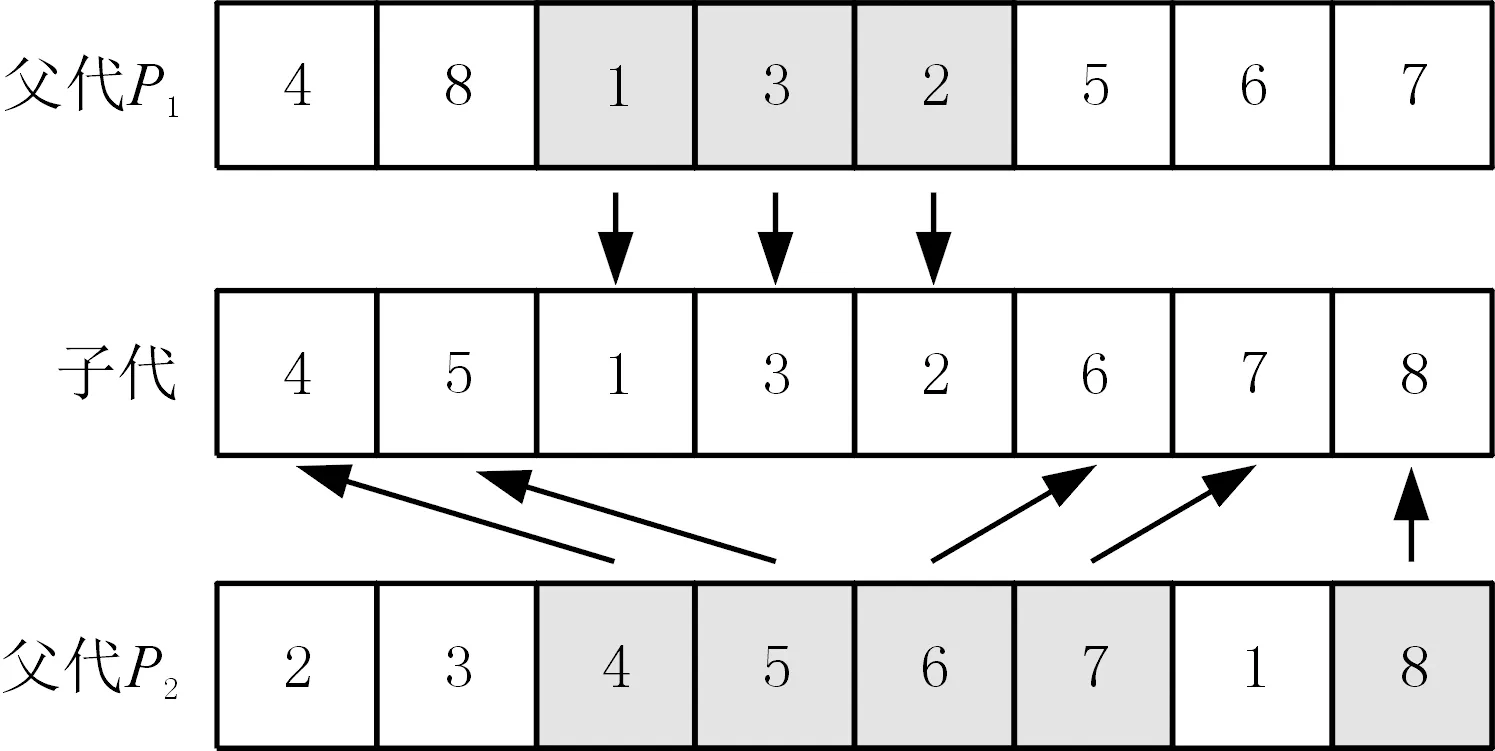
图5 交叉示意图Fig.5 Crossover operation diagram
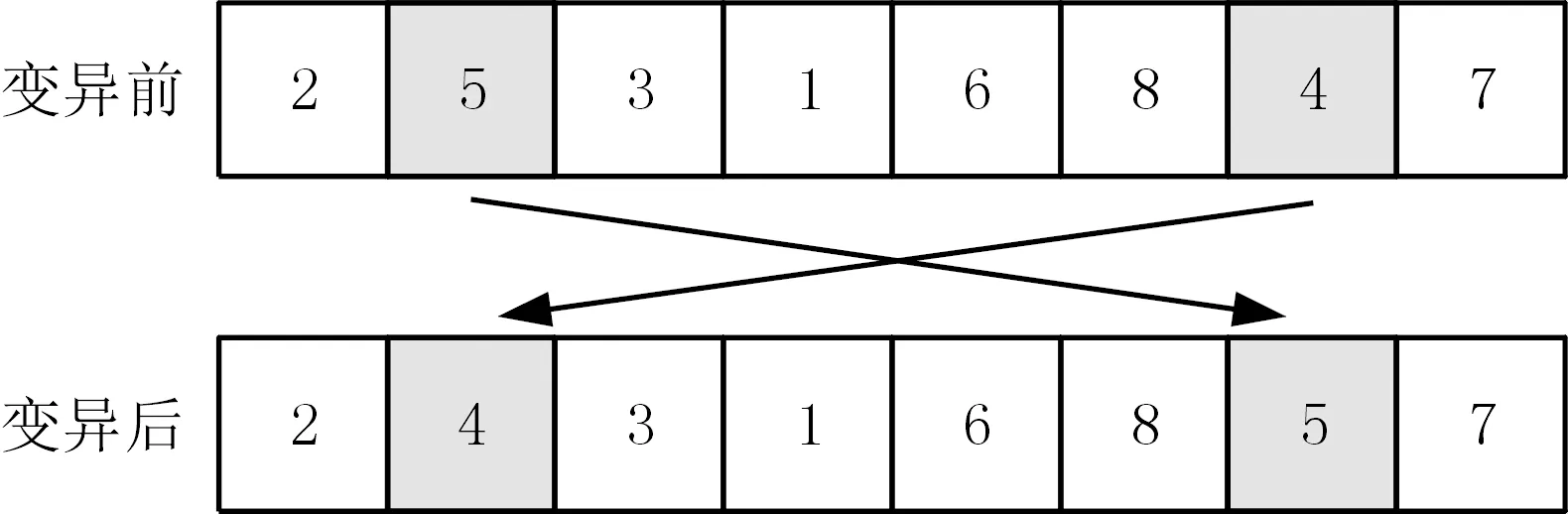
图6 变异示意图Fig.6 Mutation operation diagram
3.1.4参数设置和终止条件
根据生产调度问题的复杂性设置如下算法参数:初始化种群数N0,最大迭代次数G,交叉概率Pc,变异概率Pm。判断最大迭代次数G是否满足终止条件,若满足则算法终止,并输出最优可行调度解集,否则返回进化过程。
3.2 基于TOPSIS方法的最优解选取
TOPSIS方法是一种常用于多目标方案的综合评价决策方法,该方法能充分地反映各评价方案之间的差距,对样本需求量不大且应用性强。TOPSIS方法的思路是将原始决策矩阵标准化后分别选取待评价问题的各指标对应的最优值和最劣值作为正、负理想解,然后计算各评价方案与正、负理想解的距离并进行排序,若评价方案最靠近正理想解且最远离负理想解,则为最优方案,否则不为最优方案。
4 案例应用
本文选取某汽车制造企业试制车间实际生产案例来验证所提出考虑员工作业能力的生产调度模型的有效性和实用性。
4.1 车间员工作业能力情况与任务描述
车间调度案例有6个生产任务共计36道工序,由24名不同作业能力的员工完成。生产任务Ji的释放时间和子工序任务-人员加工信息见表6和表7。采用员工作业能力评价体系对各员工的作业能力进行量化评价后,得到的员工作业能力信息和加工工时费见表8。

表7 车间生产任务与员工作业时间信息表(员工P11~P24)
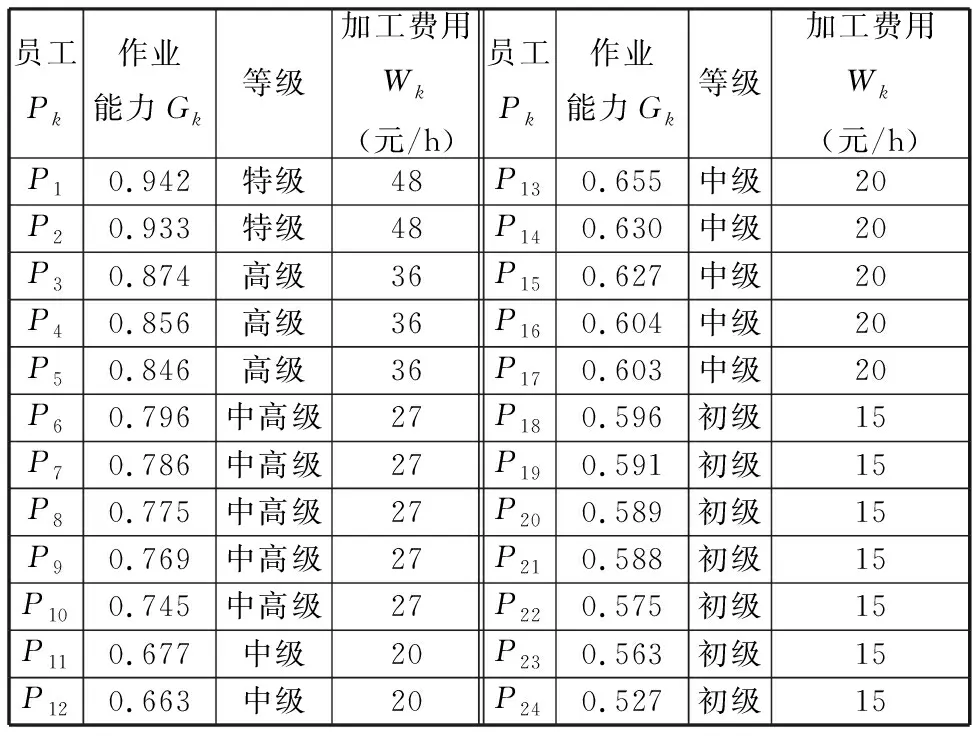
表8 员工作业能力信息表
4.2 调度模型求解
采用基于TOPSIS的NSGA-Ⅱ算法求解模型,利用MATLAB编写算法程序,对产生的多组不同可行调度方案进行比对,从而选择出最优调度方案。通过超参数分析,设置初始化种群N0为200、最大迭代次数G为200、交叉概率Pc为0.8、变异概率Pm为0.2时,算法的解集相对比较分散,这保证了种群的多样性且有助于算法收敛。Pareto解集的三维可视化散点图见图7。
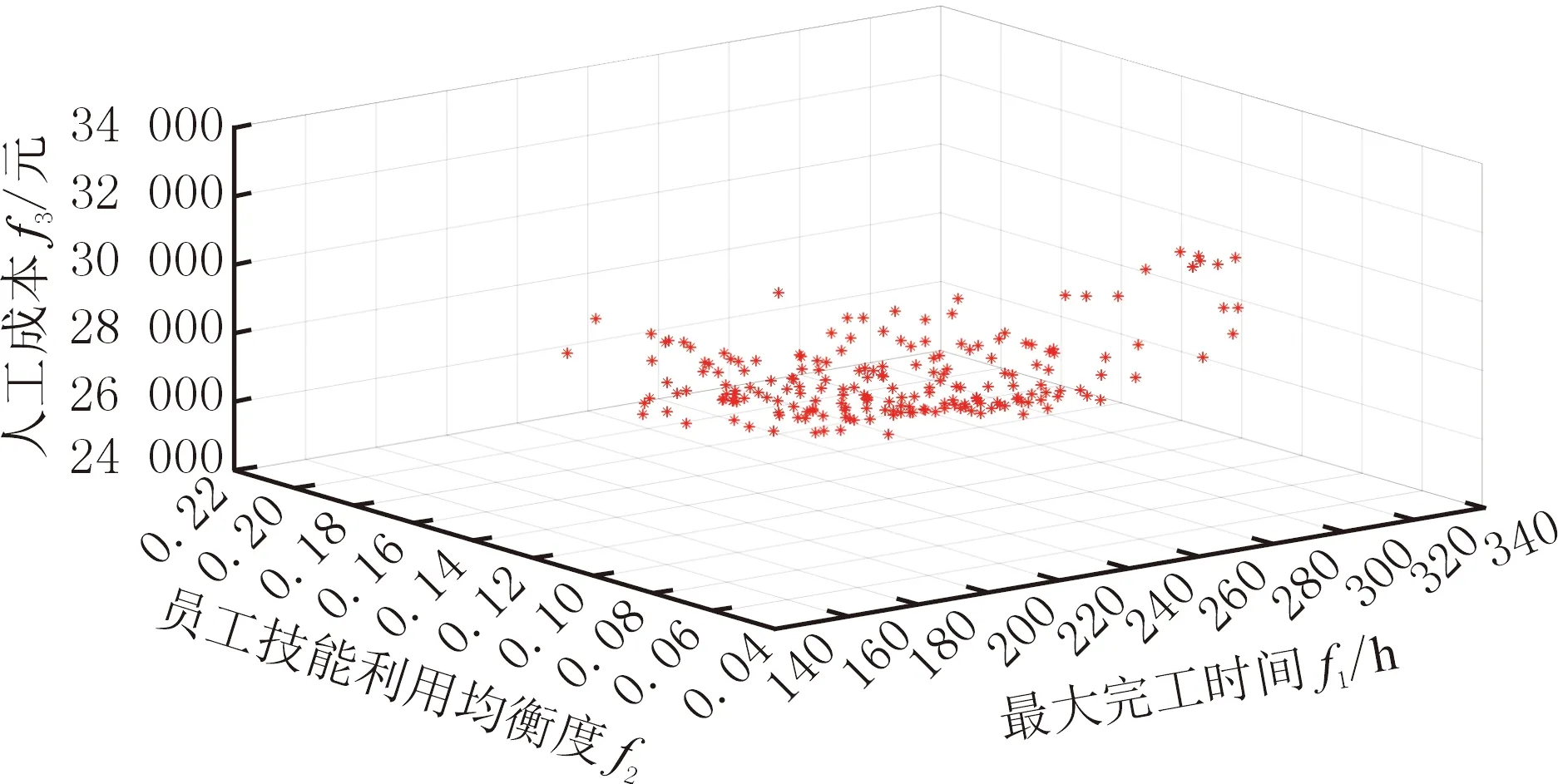
图7 Pareto解集散点图Fig.7 Pareto solution scatter plot diagram
4.3 调度方案排序
本文中最大完工时间、员工技能利用均衡度、人工成本三个目标均为越小越好型,属于负相指标,需正向化处理。
在本案例中,根据通过某汽车制造企业试制车间实际生产情况,通过专家组建议和管理决策层讨论决定,设置决策属性权重向量w=(0.4,0.2,0.4),然后进行加权标准化处理,得到正理想解U+={0.0486,0.0207,0.0442},负理想解U-={0,0,0}。权重向量可根据公司战略目标及发展需求的变动做进一步调整。
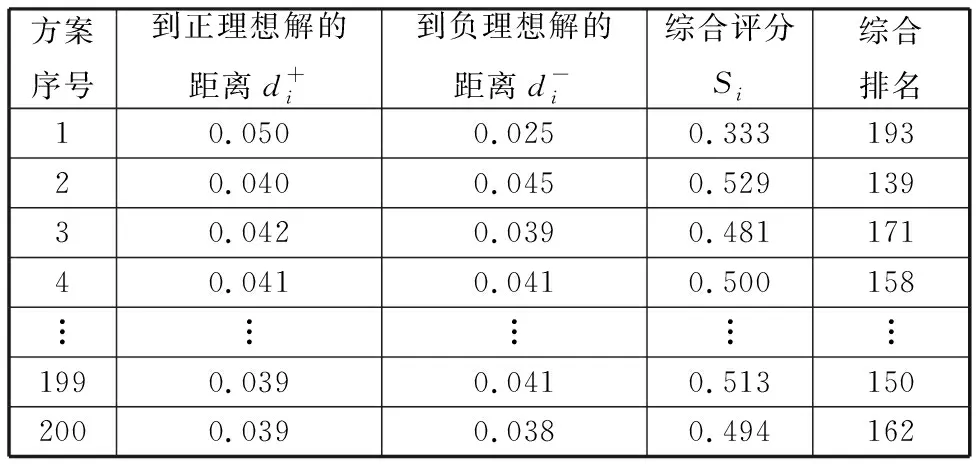
表9 TOPSIS综合评价方案
4.4 优化方案分析
4.4.1经验调度
某汽车制造企业试制车间在实际生产中依靠管理者的经验进行车间任务调度,经验调度方案如图8所示。管理者根据经验将24名员工分成4个班组进行加工,在生产任务分配中,将每个任务分配到组;再由班组长对本组员工分配具体任务,并优先本组员工进行加工,若本组员工工序加工人数不够再考虑借用其他组有空闲的员工来协助完成。通过目标函数计算得到最大完工时间为284 h、员工技能利用均衡度为0.143、人工成本33 073元。
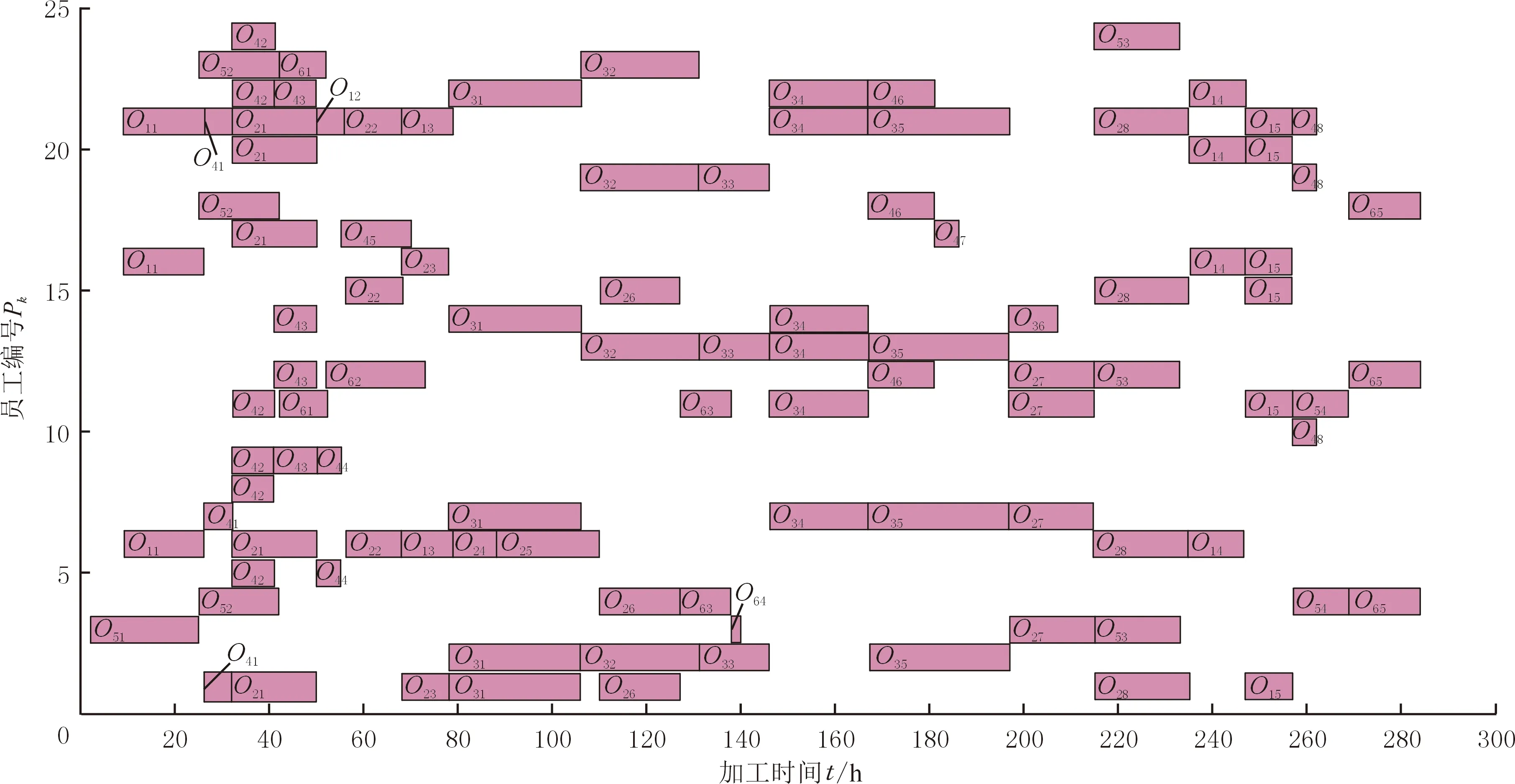
图8 经验调度方案Fig.8 Experience scheduling scheme
4.4.2最优调度方案
通过TOPSIS综合评价方法对200个调度方案进行综合评分排序,由综合评分排序可得,方案162总评分为0.740,综合排名第一,其最大完工时间为191 h,员工技能利用均衡度为0.130,人工成本为26 786元。对应的最优调度方案如图9所示。
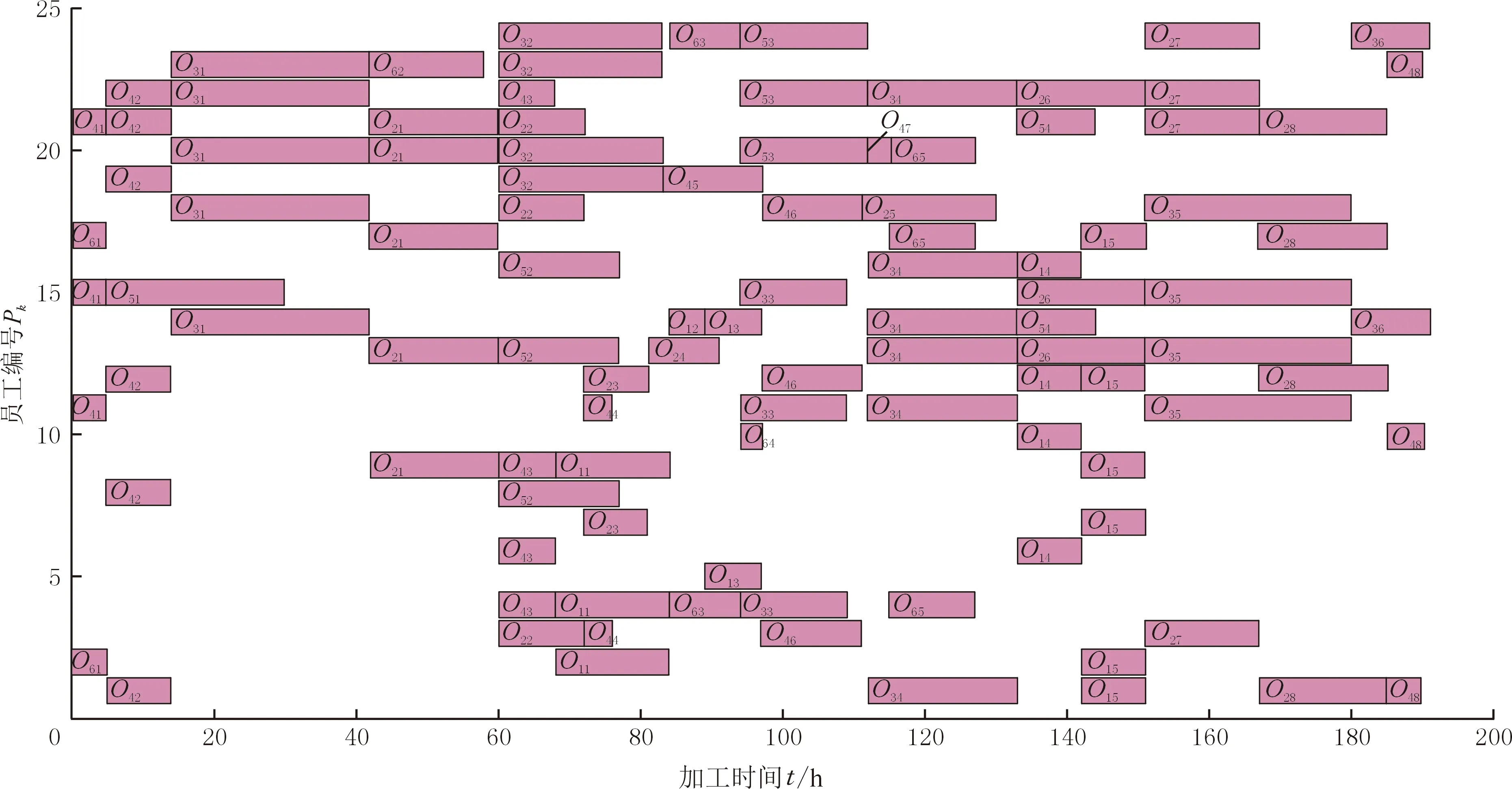
图9 最优调度方案Fig.9 Optimal scheduling scheme
由表10所示优化前后的生产调度方案对比可知,相比经验调度方案中最大完工时间为284 h,优化后的最大完工时间缩短了32.75%,同时员工技能利用均衡度下降了9.09%,人工成本下降了19.01%,表明优化后的方案不仅大幅度提高了试制车间生产效率,降低了任务延期率,同时考虑了员工任务分配更加均衡,减少了员工忙闲不均现象,还降低了试制车间人工成本,有利于公司在竞争激烈的市场下控制研发成本,提高公司核心竞争力。最优调度方案任务工序的加工顺序和任务-员工分配明细表分别见图10和表11。
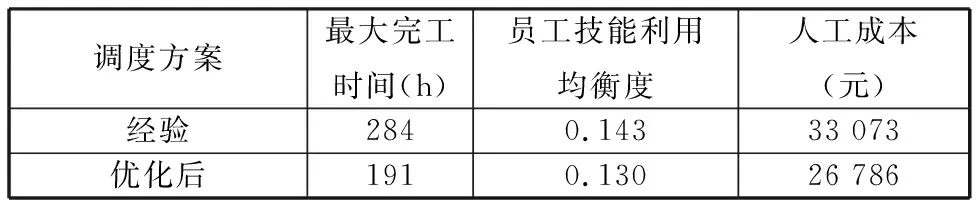
表10 调度方案对比
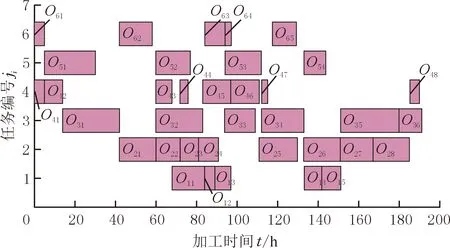
图10 最优方案任务加工顺序Fig.10 Task sequence of the optimal scheme
4.5 算法对比
在算法选择时,将基于小生境技术的NSGA算法(下称“NSGA算法”)与基于TOPSIS的NSGA-Ⅱ算法进行对比。在参数设置相同的情况下进行多次测试,将两种算法的运行时间以及多次测试下Pareto最优前沿中个体优化目标的最优值和平均值进行对比。表12所示为本文的基于TOPSIS的NSGA-Ⅱ算法与NSGA算法各自运行20次的对比结果,图11为三个优化目标函数的箱型图。由表12可知,在算法运行时间上,与NSGA算法相比,本文采用的基于TOPSIS的NSGA-Ⅱ算法运行时间的最优值和平均值均更小,本文算法的计算效率得到了大幅度的提高;虽然NSGA算法求得的各优化目标的最优值和平均值均小于本文采用的基于TOPSIS的NSGA-Ⅱ算法求得的对应值,但结合图11可知,基于TOPSIS的NSGA-Ⅱ算法的收敛性更好。综上,本文使用的基于TOPSIS的NSGA-Ⅱ算法在效率和收敛性上均优于传统NSGA算法。
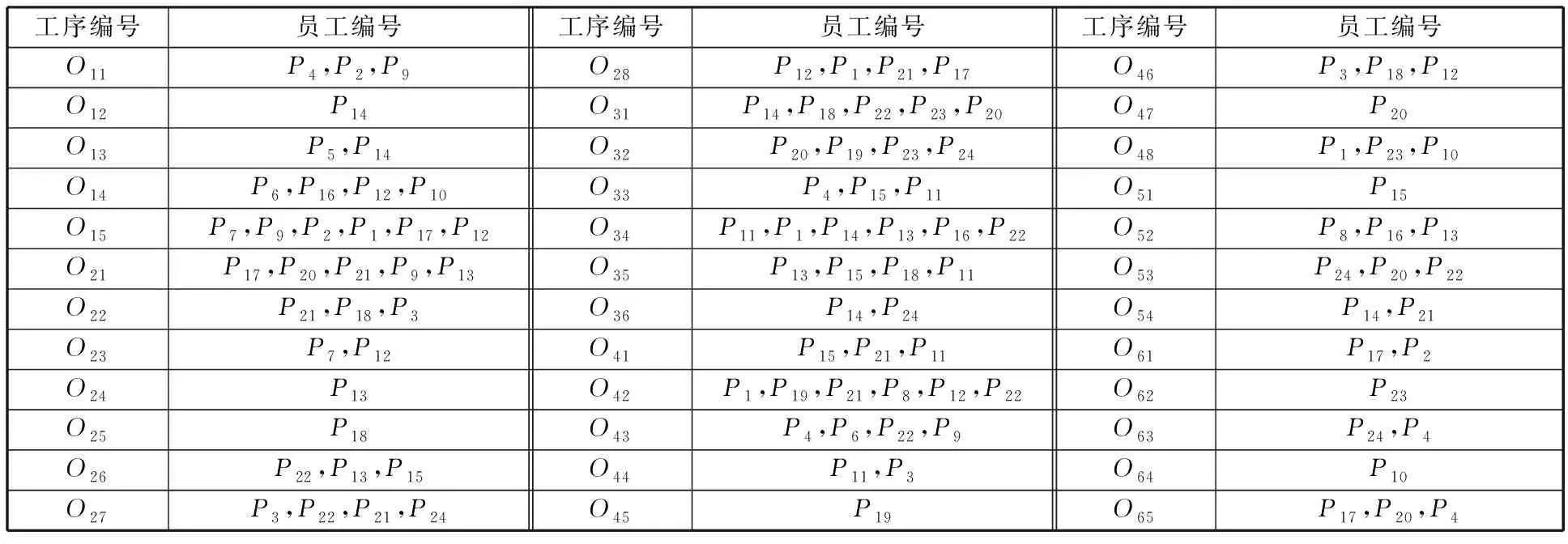
表11 最优方案任务-员工分配明细表
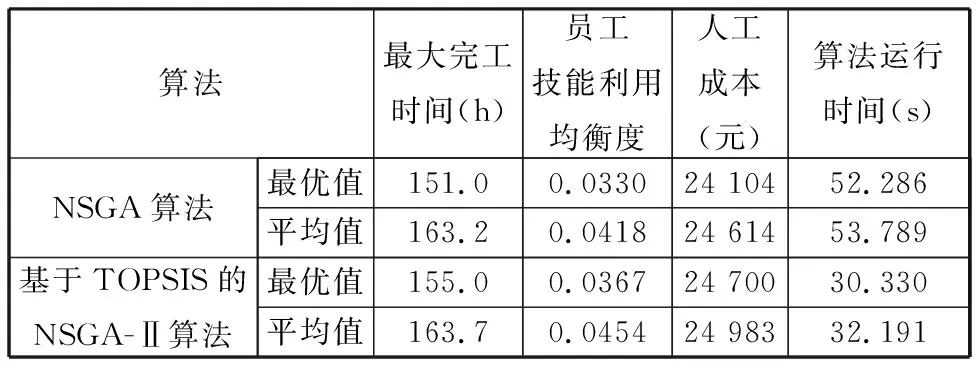
表12 算法性能及运行时间比较
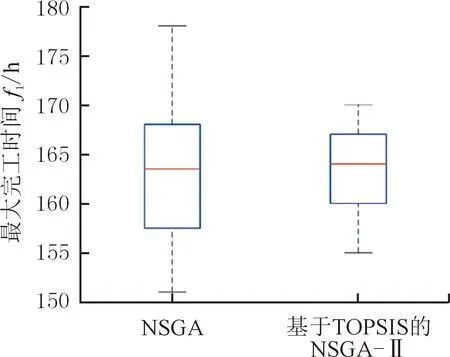
(a) 最大完工时间
5 结论
(1)分析了汽车试制车间的生产特点及存在的问题,设计了员工作业能力评价体系,提出了基于决策制定试验和评估实验室与网络分析流程(DEMATEL-ANP)方法确定指标混合权重,从而量化员工作业能力。
(2)以员工-任务高效均衡分配为目标,综合考虑员工团队协作性、员工作业能力差异性及任务工序等约束对目标函数的影响,建立了考虑员工作业能力的车间生产调度优化模型。
(3)采用非支配排序遗传算法-Ⅱ(NSGA-Ⅱ)对模型求解,再利用逼近理想解排序法(TOPSIS)来选取最优调度方案,并结合某汽车制造企业试制车间实际生产案例对所提模型及方法进行应用与验证。通过对优化前后调度方案进行对比,结果表明,优化后方案的最大完工时间缩短了32.75%,同时员工技能利用均衡度下降了9.09%,人工成本下降了19.01%,表明优化后调度方案具有优越性,验证了所提模型及方法的有效性。
本文将试制车间设备资源理想化,虽然试制车间自动化水平低,高度依赖于员工作业能力水平,设备对生产调度的影响很小,但是设备资源在生产调度中仍有一些限制,因此员工-设备-任务约束下的试制车间生产调度可作为下一步的研究方向。
猜你喜欢
昆钢科技(2022年2期)2022-07-08 06:36:14
智能制造(2021年4期)2021-11-04 08:54:28
石材(2020年4期)2020-05-25 07:08:50
铁道通信信号(2020年10期)2020-02-07 01:01:32
成都信息工程大学学报(2019年3期)2019-09-25 08:31:10
建材发展导向(2019年10期)2019-08-24 06:24:30
三门峡职业技术学院学报(2019年1期)2019-06-27 07:32:58
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
中国老区建设(2016年12期)2017-01-15 13:54:08