圆锥喇叭天线关键制造技术
2021-07-12 08:03许业林黄艳云
新技术新工艺 2021年6期
许业林,黄艳云,郑 杰
(中国电子科技集团公司第38研究所,安徽 合肥 230088)
喇叭天线具有工作频带宽、功率容量大、辐射特性好、方向性适中、构造相对简单、制造成本低等特点,因此其用途比较广泛,通常在雷达和微波辐射当中用作定向天线,在抛物面天线等大型天线结构中用作馈源喇叭,以及在其他天线的测试当中用作校准和测试工具等。它是一种波导管终端渐变张开的圆形或矩形截面的微波天线,一般由一段均匀波导和一段喇叭组成。即一种波导或同轴端口一端的尺寸小,而另一端尺寸大的矩形或圆形波导器件[1-3]。
喇叭天线分为矩形喇叭天线和圆锥喇叭天线。由于圆锥喇叭天线的圆形波导终端逐渐张开且对称性良好,因此其应用更为广泛。本文即针对一种圆锥形喇叭天线(见图1)的精密制造展开详述。

图1 圆锥喇叭天线
1 喇叭天线精密制造总体工艺路线
天线零件波导内壁、连接器孔等各尺寸位置精度要求±0.02 mm。波导腔内壁焊接后无法加工,因此应在焊前各层零件加工时设计完善的加工方法以保证各波导腔尺寸精度和焊接质量的要求。
喇叭天线整体精密加工分为3个阶段(见图2):焊前零件单层精密加工→真空精密焊接→焊后精密加工。
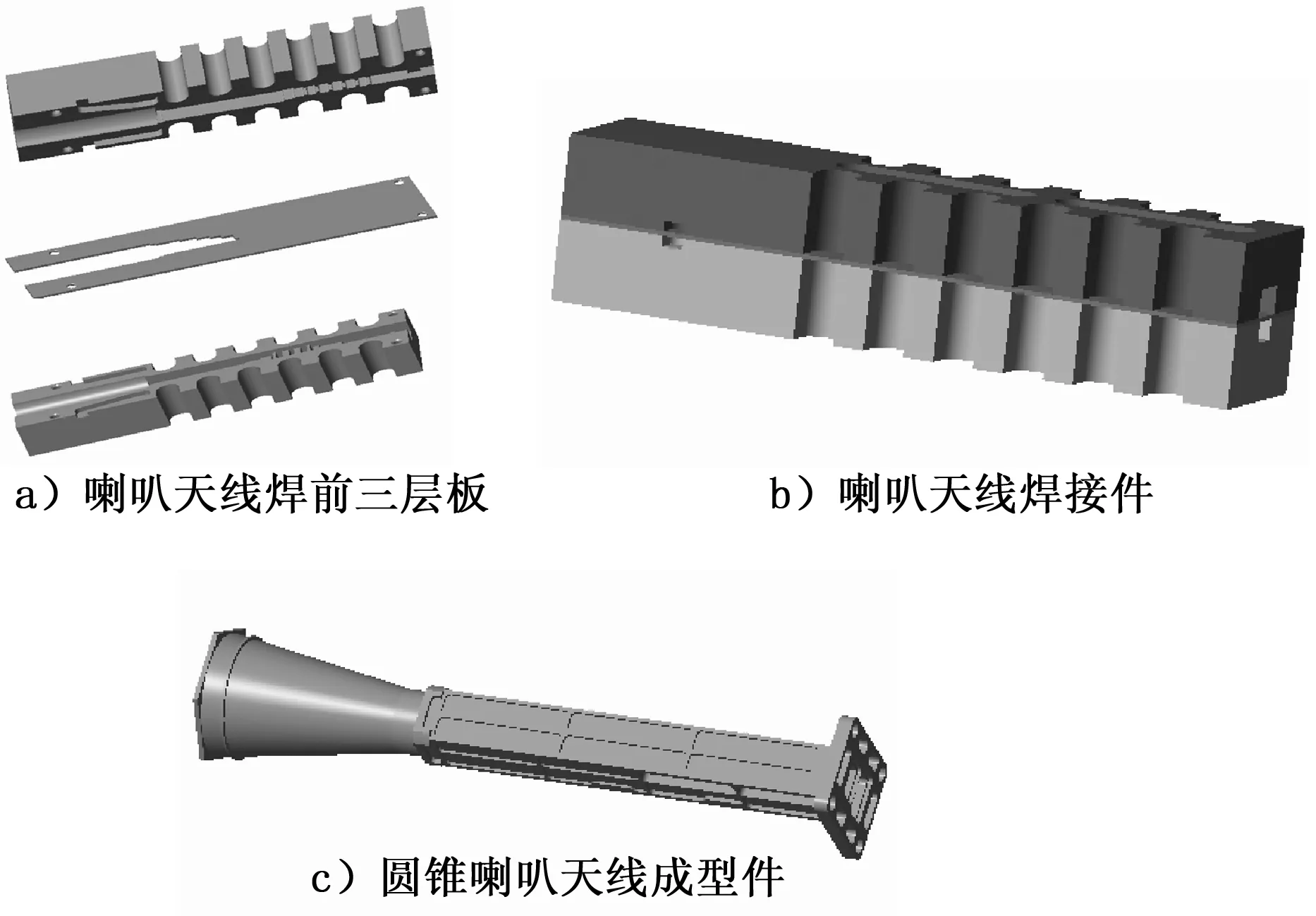
图2 圆锥喇叭天线加工过程示意图
2 制造要点分析
2.1 零件精密加工工艺要点
1)上下层天线板加工属于厚板类零件高精度加工,波导腔尺寸精度要求±0.02 mm,因此,精加工时应保证各层板波导腔上平面的平面度控制在±0.02 mm以内。
上下板定位孔的位置精度是保证喇叭天线焊后质量的一个重要因素,需通过合理的加工方法进行控制。另外,腔体内精加工时的表面粗糙度及定位销孔的最佳配合间隙也是必须考虑的重要因素。
2)中层板精密加工工艺要点主要是在保证其平面度的基础上,控制定位孔与波导槽的位置精度,保证定位孔与喇叭外形尺寸的对称度等要求。
2.2 真空焊接工艺要点
喇叭天线真空焊接过程中,重点关注焊接后的焊缝强度和焊缝的熔化漫溢情况,焊缝应成型美观,钎料无未熔化现象。所有的钎缝边缘应形成连续、均匀、圆滑的焊角,不允许有外部未钎透的情况。另外,焊接接头应无起皮、起泡、残余钎剂,外部气孔的直径应小于钎缝表面平均宽度的50%,最大孔径不超过1 mm。
2.3 焊后精加工工艺要点
喇叭天线焊后精加工应重点关注连接器孔端的加工及其基准找正问题,另外,应关注圆锥喇叭的薄壁变形开裂问题及其圆锥角度保证情况。
3 精密制造关键技术
3.1 零件精加工关键技术
波导腔相关尺寸精度均要求±0.02 mm。三层板的尺寸一致性要求较高。圆锥喇叭天线下层板如图3所示,未注尺寸公差为±0.02 mm。

图3 圆锥喇叭天线下层板
1)平面度。
采用热处理去除应力,真空吸盘装夹,高速铣反复多次翻面加工上下平面等方式,保证零件上平面的平面度控制在0.01 mm[4-6]。
2)中板定位孔与喇叭尺寸对称度。
中板定位孔与喇叭尺寸对称度,采用专用工装装夹,孔和零件外形采用慢走丝线切割一次加工成型的方式保证对称度要求(见图4)。

图4 中板定位孔与外形一次成型
3)定位销孔的最佳配合间隙。
通过焊接试验确定销孔的最佳配合间隙,在上下层板定位孔加工时采用加刀补精铣定位孔及与波导腔一次成型的方式,同时配合在线塞规自检,保证定位孔的位置及尺寸精度,确保销孔最佳配合间隙[7-9]。
4)喇叭微细特征表面质量。
采用高速铣设备,通过控制切削量及走刀速度保证波导腔内侧壁光洁度,同时配合在40倍放大镜下去毛刺。
3.2 真空焊接质量保证
1)焊缝强度:主要取决于焊片牌号的选择。
该圆锥喇叭天线采用3A21铝合金板料加工而成。该材料耐腐蚀且焊接性能良好,目前针对该材料最好的焊料材料是Al-Si-Mg焊料。
此焊料需具有如下特性:a.焊料成分稳定性好,在真空焊接升温及保温过程中能够保证状态稳定;b.焊料的熔点与母材的液相线温度有合理的梯度,在焊接过程中容易发生反应扩散焊接;c.焊料在液体状态时能够具有较好的浸润性,能在真空环境中充分渗透填充母材[5]。
通过该类常用低温焊片的试验对比,该圆锥喇叭天线选择使用牌号为Al-11.7Si-1.5Mg的焊片材料。
2)焊缝漫溢:在装炉数量及炉温等参数固定的前提下,焊片漫溢多基于焊片厚度的选择。
常规真空焊片一般使用0.15 mm厚度的焊片,但由于该圆锥喇叭天线频段较高,对焊接质量的要求也比较高,要求焊片溶化后浸润均匀,焊液流淌遍布均匀,没有局部虚焊漏焊情况。通过几种常用厚度规格的焊片焊接,焊接前后三层板厚度变化分析,焊片厚度0.1~0.12 mm的各性能对比比较理想,因此最终选用厚度0.1~0.12 mm的焊片进行该圆锥喇叭天线的真空焊接。
真空焊接预装时控制装配厚度尺寸公差,三层厚度累加理论值公差控制在0.05 mm以内,预装后上下层平面度控制在0.03 mm以内。
3)喇叭圆锥度。
对于在真空焊前喇叭内圆已加工到位,后期将不再加工喇叭内锥孔的情况,为了保证焊后喇叭内孔的圆度要求,在真空焊接时应考虑焊片的厚度补偿问题。
焊片厚度可以通过3种方法进行补偿:1)在上下层板加工时波导腔表面抬高补偿;2)把补偿量集中放置在中层板的厚度上面;3)在焊接前加工内喇叭孔时用焊片替代垫片来进行焊片的厚度补偿。第3种方式相对简便易行,成本低廉。
4)加热、降温过程温度均衡变化控制。
外形减轻腔设计一般要求规则均匀,以便于后续均匀加压,以及各热电偶的位置放置;加热、保温及降温各阶段焊接时间曲线应根据材料种类、装炉量、工件壁厚、结构复杂度、温度均匀性等多方面影响进行综合考虑设置。
3.3 焊后精加工关键技术
1)薄壁锥面车削防变形。
设计制作专用刀具,采用低速小切削进刀方式车削,喇叭内腔采用胶木棒辅助支撑,防止喇叭薄壁面变形扭裂。
2)喇叭天线波导腔内部多余物防护。
通过设计制作聚四氟乙烯专用堵头防止机械加工中切削屑进入,中转过程中的波导腔两端头3M胶带封堵,及焊接前的专业清洗等方式,避免喇叭天线波导腔内的多余物进入。
4 结语
本文对圆锥喇叭天线的整个精密成型过程的关键技术实现的方式进行了分析,重点从圆锥喇叭天线各个加工阶段的关键技术要求及关键技术质量控制方法进行阐述,解决了圆锥喇叭天线精密加工过程中的一些技术难点及问题,为圆锥喇叭天线的精密制造提供了一定的借鉴与参考。
猜你喜欢
机电信息(2022年15期)2022-08-08
小猕猴智力画刊(2020年10期)2020-12-08
河北省科学院学报(2020年1期)2020-05-25
小学生作文(中高年级适用)(2017年11期)2017-12-20
电子制作(2016年11期)2016-11-07
文理导航·趣味课堂(2016年6期)2016-09-09
制导与引信(2016年3期)2016-03-20
焊接(2015年5期)2015-07-18
电子世界(2015年18期)2015-02-06
振动、测试与诊断(2014年5期)2014-03-01