一种碳纤维车载中控台设计
2021-07-10 02:21:00巨小龙郭木铎
科技与创新 2021年12期
巨小龙,郭木铎,王 腾
(中国电子科技集团公司第二十八研究所,江苏 南京 210007)
1 前言
随着机动式指挥控制系统的发展,车载指挥平台对于车内中控台提出了轻量化、高强度、高可用性的要求[1]。传统的金属中控台受制于工艺及原材料的特性,其造型较为平直,轻量化实现难度较大。为了提升指挥车的承载能力,尽可能减少承载结构件的自重,提高指挥车内的整体美观性及人机工程水平,使用碳纤维复合材料是实现这一要求的重要途径。
碳纤维复合材料(CFRP)是以树脂为基体,碳纤维为增强体的一种力学性能优异的无机高分子材料,是新一代军民两用增强纤维[2-4]。碳纤维材料已在军事及民用工业的各个领域取得广泛应用,在从汽车、电子、机械、化工、轻纺等民用工业到航天、航空等军工领域均有不可替代的地位。它所具有的密度小、比模量大、比刚度高、可设计性强、抗疲劳断裂性能好、耐高温、抗腐蚀和便于大面积整体成形等诸多优点,可以满足高结构效率的要求。现在,CFRP已经与铝合金、钛合金、合金钢一起成为航空、航天领域的四大结构材料[5]。
2 碳纤维复合材料特性
2.1 轻质高强
碳纤维复合材料的密度为1.6 g/cm3,是普通钢材的20%,与镁合金相似。碳纤维环氧树脂基复合材料的拉伸强度可达2 000 MPa,模量可达200 GPa以上,性能远高于普通钢材。据统计,同等外形和性能条件下,采用碳纤维复合材料使结构质量减轻30%~40%。而且由于碳纤维复合材料的比强度、比模量很高,产品可以获得更好的轻量化效果。
2.2 耐冲击
碳纤维复合材料具有较高的固有频率,同时复合材料基体纤维界面有较大的吸收振动能量的能力,使其在受到相同程度的破坏时,能够承受比其他材料更高的冲击力。在发生碰撞时,能量吸收率较铝合金和钢高5倍以上,具有非常高的抗振、抗冲击性能。
2.3 可设计性强
碳纤维复合材料沿纤维轴向和垂向的电、磁、导热、比热、热膨胀系数以及力学性能等,具有明显的差别。碳纤维复合材料可以在很宽的范围调整铺层取向,由于铺层的各向异性特征,可通过选择合适的铺层方向和层数来满足强度、刚度和各种特殊要求,以获得满足使用要求、具有最佳性能质量比的复合材料结构,这为结构的优化设计开阔了巨大的发展空间,是各向同性材料所无法比拟的。
2.4 易于大面积整体成形
碳纤维复合材料具有多种成型方式,代表性的是整体共固化成形,该技术减少了零件和紧固件的数量,简化了生产工序,缩短了生产周期。例如,美国洛克希德·马丁公司试制的JSF战斗机的复合材料垂直安定面,复合材料的零件数目减少到1个,取消了1 000多个机械紧固件,既简化了工序,又节省了工时,使装配协调问题更简单,制造成本减少了60%。
3 中控台设计
3.1 外观设计
作为驾驶室内重要的组成部分,中控台的设计需参照原车的造型风格及色彩搭配,与改装后的整体效果相协调。整车的内饰设计需以满足操作人员的视觉、触觉的舒适感以及心理需求为目标,整体把握车体内部空间的效果。由于原车前后两排席位中间为过道,为了实现设备上装,因此在过道处设置了整体式中控台。
中控台整体效果如图1所示,中控台采用深灰色的色彩基调,上装结构件及配套设备均喷涂浅灰色的油漆,在保证颜色协调的基础上,确保可达性及可操作性。

图1 中控台整体效果图
3.2 成型工艺
碳纤维复合材料成型主要有模压工艺、拉挤工艺、热压罐成型工艺、RTM工艺、缠绕工艺、真空导流工艺等。相比与其他工艺,真空导流工艺具有成本低、产品质量高、一致性好、工步少、树脂含量少、污染小等优点,其铺贴如图2所示。整个铺贴过程需要考虑制品的结构和形状,布置好导流网。
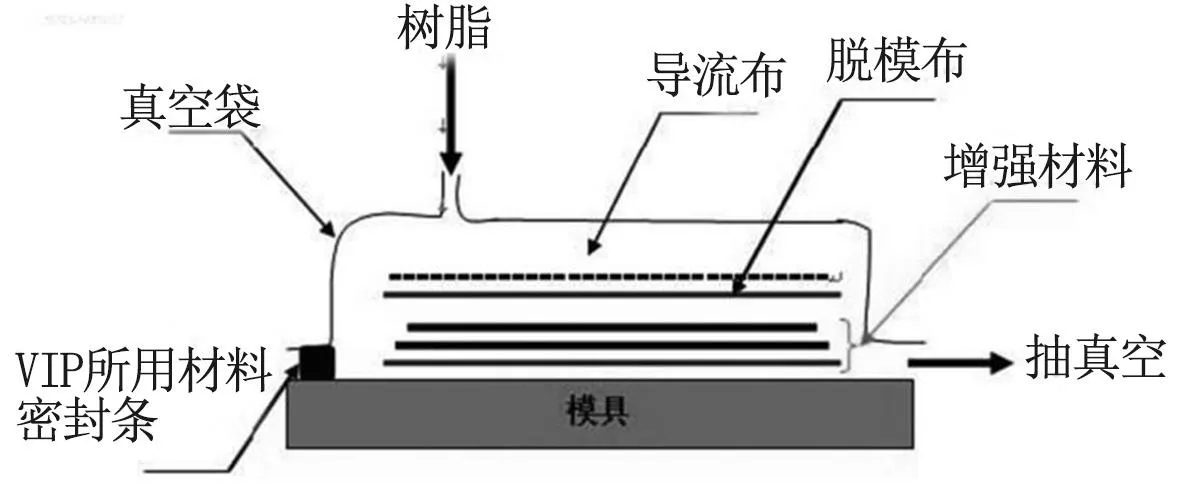
图2 真空导流成形铺层示意图
具体操作步骤为:①准备模具。将模具清理干净,然后打脱模蜡或抹脱模水。②增强材料铺设。依次铺设碳纤维、芳纶纤维、强芯毡等复合材料。③真空袋材料铺设。先铺上脱模布,接着是导流布,最后是真空袋。④抽真空。铺设纤维材料后,安装各进树脂管,对整个体系进行抽真空处理。⑤配树脂。抽真空达到一定要求后,准备树脂。按凝胶时间配入相应固化剂。⑥导入树脂。把进胶管插入配好的树脂桶中,依次导入树脂。⑦脱模。树脂完全固化后,揭去真空袋材料,取出制品。
3.3 结构设计
本文研究的对象主要由框架、台板和安装附件组成,其设计模型如图3所示。由于中控台需从仪表台延伸至第二排区域,同时需避让驾驶员侧部的操作杆。因此中控台整体设计为楔形,前部较窄,并逐步过渡至正常宽度。
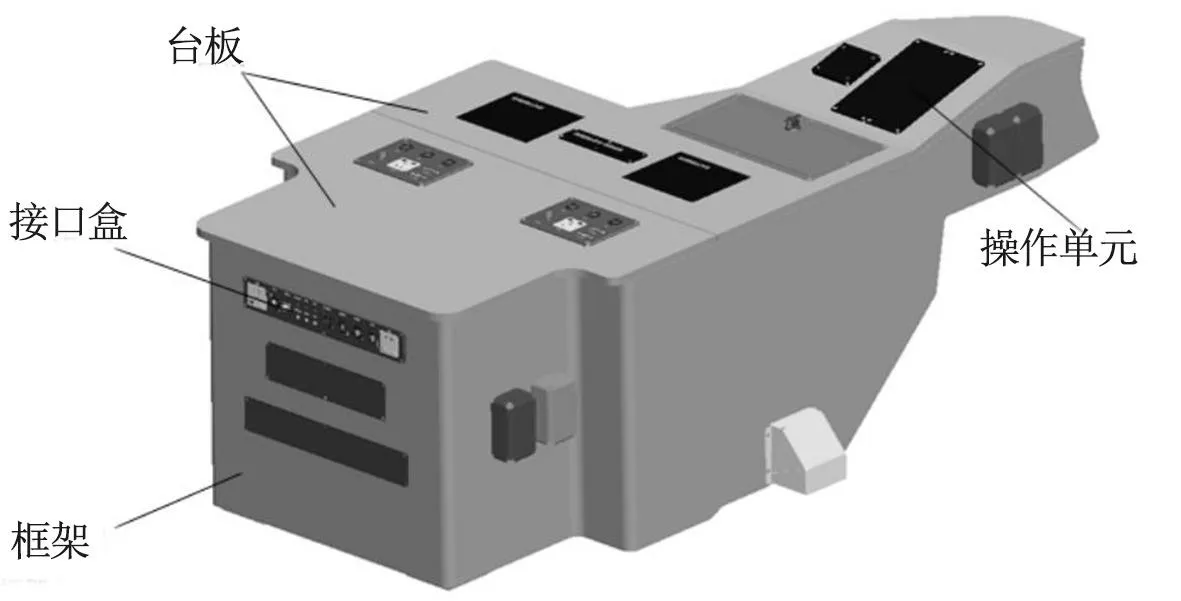
图3 中控台设计模型
为了保障副驾驶席位及第二排两个席位正常工作,中控台上部集成安装了显示及操作终端、耳机话柄、便携操作单元等各类显控单元。
中控台如图4所示,传统的中控台以钣金或钢骨架作为承载主体,外部可根据需要使用木板或其他装饰板进行包覆。但由于这种金属框架设计受限,需使用较多数量的型材完成骨架的焊接,难以实现曲面、曲线的圆滑过渡;同时其刚强度受焊接质量影响较大,若出现焊接瑕疵可能会造成中控台刚强度不足。

图4 中控台(钢骨架模型)
由于钢制材料密度较大,金属骨架焊接完成后,尚需设置外观覆盖件,集成后的金属中控台整体质量通常高达40~50 kg,极大影响了整车的装载能力。
如图4所示,碳纤维中控台由框架和台板组成,框架采用整体成型方式,可保证产品获得优异的力学性能。为了满足设备上装紧固需要,框架和台板成型时根据紧固点的分布,分别设置3 mm厚镀锌钢板作为安装埋铁。后续集成上装过程中,可使用安装紧固件将设备与中控台可靠连接。由于碳纤维中控台铺层完毕后,其已具有一定的厚度和完整的外观面,无需额外使用表面覆盖件,中控台整体质量能够得到有效的控制。成型后的中控台为24.1 kg,相比于金属中控台,减重达50%。
3.4 人机工程设计
为了满足人机工程学需要,中控台主体高度设置为530 mm,结合原车中部过道高度为220 mm,中控台高度相对于操作人员脚面为750 mm;同时腿部空间高度为600 mm,深度为350 mm,符合GJB 2873—97中对坐姿操作空间的要求。
席位操作域如图5所示。在水平面上,以肩关节为圆心,半径600 mm的2个半圆覆盖了操作台板上的触摸屏、手柄和键鼠设备,符合标准中对操作空间的要求。同时,最重要的和最常用的信息显示等装置(加固笔记本),布置在区域1内;比较重要的和比较常用的操纵机构和信息显示等装置(接口盒、操作终端),布置在区域2内;经常使用的装置(电话手柄),布置在区域3内。
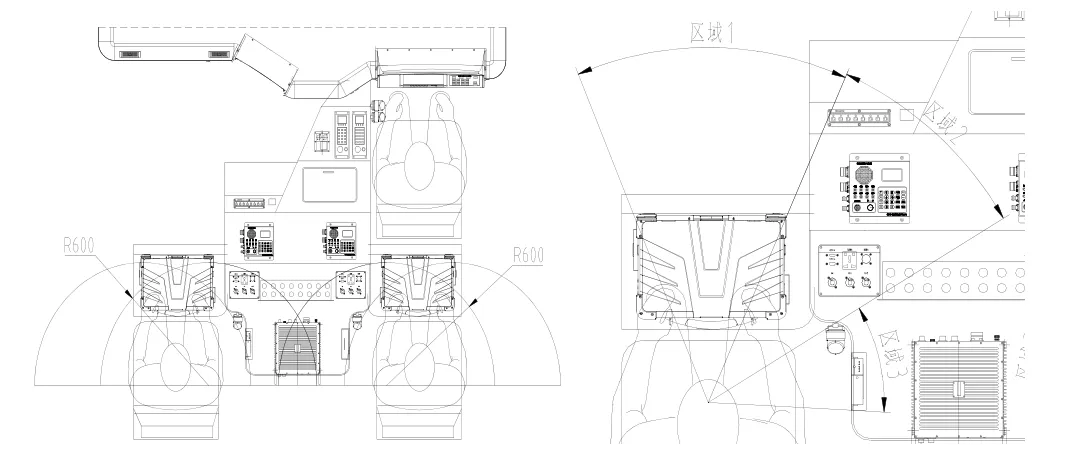
图5 席位操作域示意图
4 试验验证
为满足新形势下全域机动的任务需求,新型特种车辆车载电子系统应能适应高海拔、高寒、潮湿及丛林等多种环境,并具备灵活开设、快速维护和高效多能等功能[6]。为了验证碳纤维中控台实装下的环境适应性及其刚强度,参考GJB150的相关试验要求及方法,对碳纤维中控台进行高温贮存、低温贮存及振动试验。
4.1 高温贮存
试验前检查:试验前对样件进行外观检查,确认样件外表面无异常。
环境升温:将样件置于试验间中,试验间初始环境温度开始升高至70℃(温度变化不超过2℃/min)。
温度保持:将样件置于70℃环境下,温度稳定后保持24 h。试验间内环境温度及舱内温度均由70℃降至常温,温度变化不超过2℃/min,温度稳定后保持2 h。
试验后检查:检查常温下结构件状态。
4.2 低温贮存
试验前检查:试验前对样件进行外观检查,确认样件外表面无异常。
环境降温:将样件置于试验间中,试验间初始环境温度开始降低至﹣55℃(温度变化不超过2℃/min)。
温度保持:将样件置于﹣55℃环境中,温度稳定后保持24 h。试验间内环境温度及舱内温度均由﹣55℃升至常温,温度变化不超过2℃/min,温度稳定后保持2 h。
试验后检查:检查常温下结构件状态。
4.3 振动试验
使用固定工装,将碳纤维中控台与振动台可靠连接。振动试验条件如图6所示。分别参照图6(a)和图6(b)设置振动条件,每个方向振动30 min。
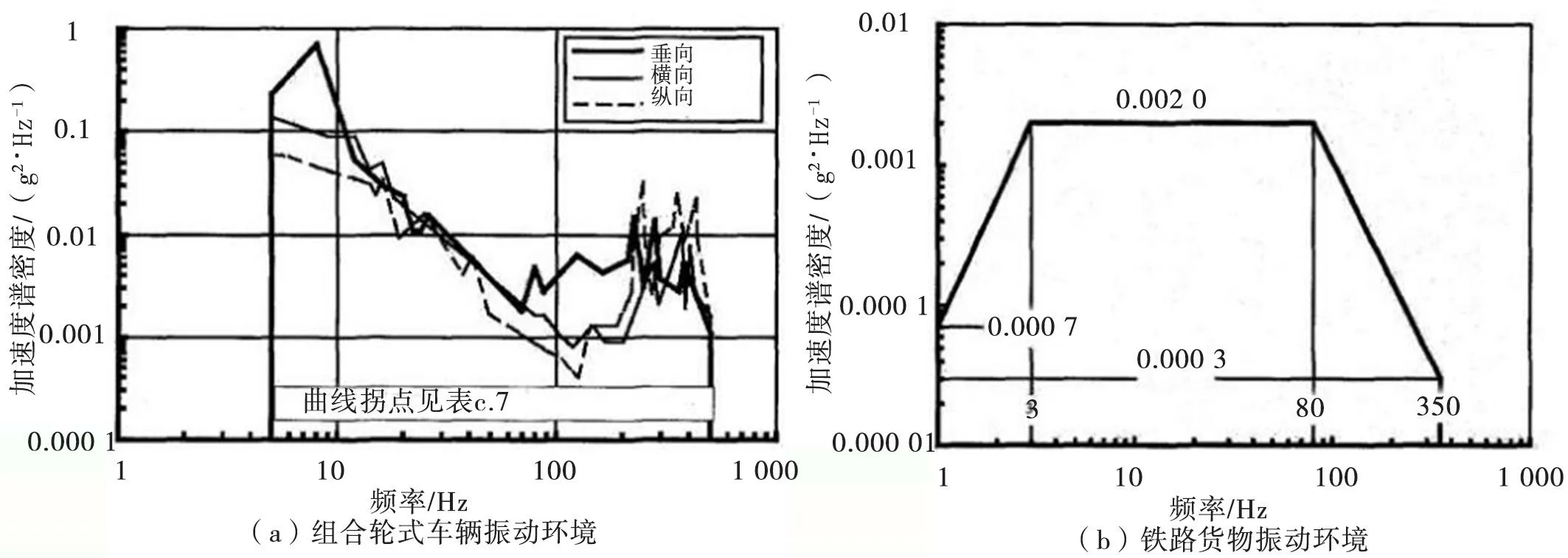
图6 振动试验条件
4.4 试验结果
经过高、低温及振动试验验证,同时随整车进行了长距离跑车试验考核,碳纤维中控台能够满足整车的使用工况,满足GJB150中对于高、低温及振动的指标要求。中控台试验如图7所示。

图7 中控台试验图
5 结论
本文根据车载移动指挥平台需求,设计了一种高集成性、高强度的碳纤维中控台,通过人机工程分析验证了人机工效的合理性、可行性;通过高温、低温、振动试验对碳纤维中控台的环境适应性和力学性能进行试验验证。经分析试验,碳纤维中控台能够更加有效地依据车辆内饰环境进行针对性设计,满足轻量化要求的同时,保证产品的性能与质量,可进一步在机动指挥装备中进行推广和应用。
猜你喜欢
科学技术创新(2022年30期)2022-10-21 14:02:00
汽车观察(2021年4期)2021-05-10 04:07:16
上海建材(2019年4期)2019-05-21 03:13:02
设计(2018年11期)2018-11-27 06:22:36
电子制作(2018年10期)2018-08-04 03:24:32
纤维复合材料(2018年4期)2018-04-28 08:45:28
纤维复合材料(2018年3期)2018-04-25 07:22:58
科技视界(2018年36期)2018-03-01 07:11:20
中国塑料(2016年6期)2016-06-27 06:34:16
企业科技与发展(2016年1期)2016-05-30 07:16:19