羽毛绒匀样机混样效果评价的试验设计与分析
2021-07-09 07:02季晓丹周吟澄
山东纺织科技 2021年3期
姚 静,季晓丹,周吟澄,陈 蕾,鲁 毅
(1.南京海关纺织工业产品检测中心,江苏 无锡 214101;2.无锡海关,江苏 无锡 214101;3.苏州市纤维检验院,江苏 苏州 215000;4.绍兴力必信仪器有限公司,浙江 绍兴 312000)
混样缩样是羽毛绒检测的第一道工序,试验样品混合均匀性是检测过程的关键点,并直接影响到后续检测数据的准确性。目前,国内外羽毛绒检测中样品的混样、缩样均采用人工拌样的方式操作,其样品均匀性和稳定性易受主观影响,从而造成测试结果偏差。有学者曾对各国羽毛绒检测标准中混样缩样方法进行了研究分析,认为国内外标准中关于羽毛绒混样缩样操作规定不详 细、可操作性差、操作过程繁琐,并容易受到检测员主观情绪的影响,导致后续检测项目数据出现极大偏差[1]。
本文对羽毛绒自动匀样机和手工操作两种混样方式进行了试验验证,并对获取的试验数据进行分析,以此评价两种制样方式混样效果的差异性及羽毛绒匀样机的实用性。
1 试验
1.1 试验方案的确立
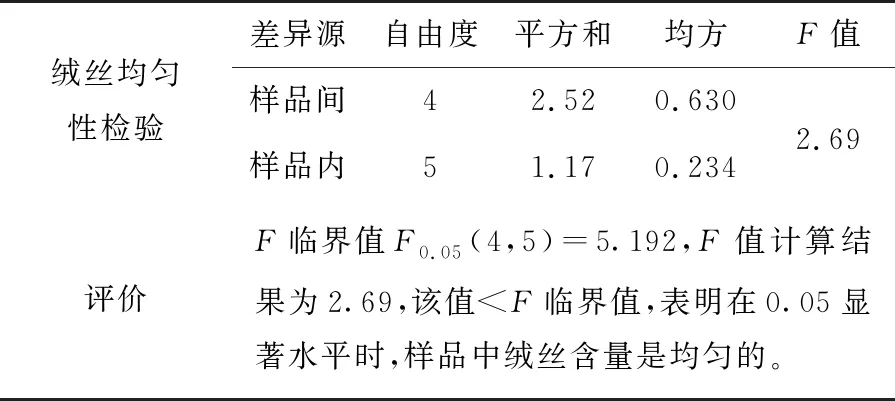
1.1.1混样均匀性的评定

若F<自由度(f1,f2)及给定显著性水平α(通常α=0.05)的临界值Fα(f1,f2),则表明样品内和样品间无显著性差异。
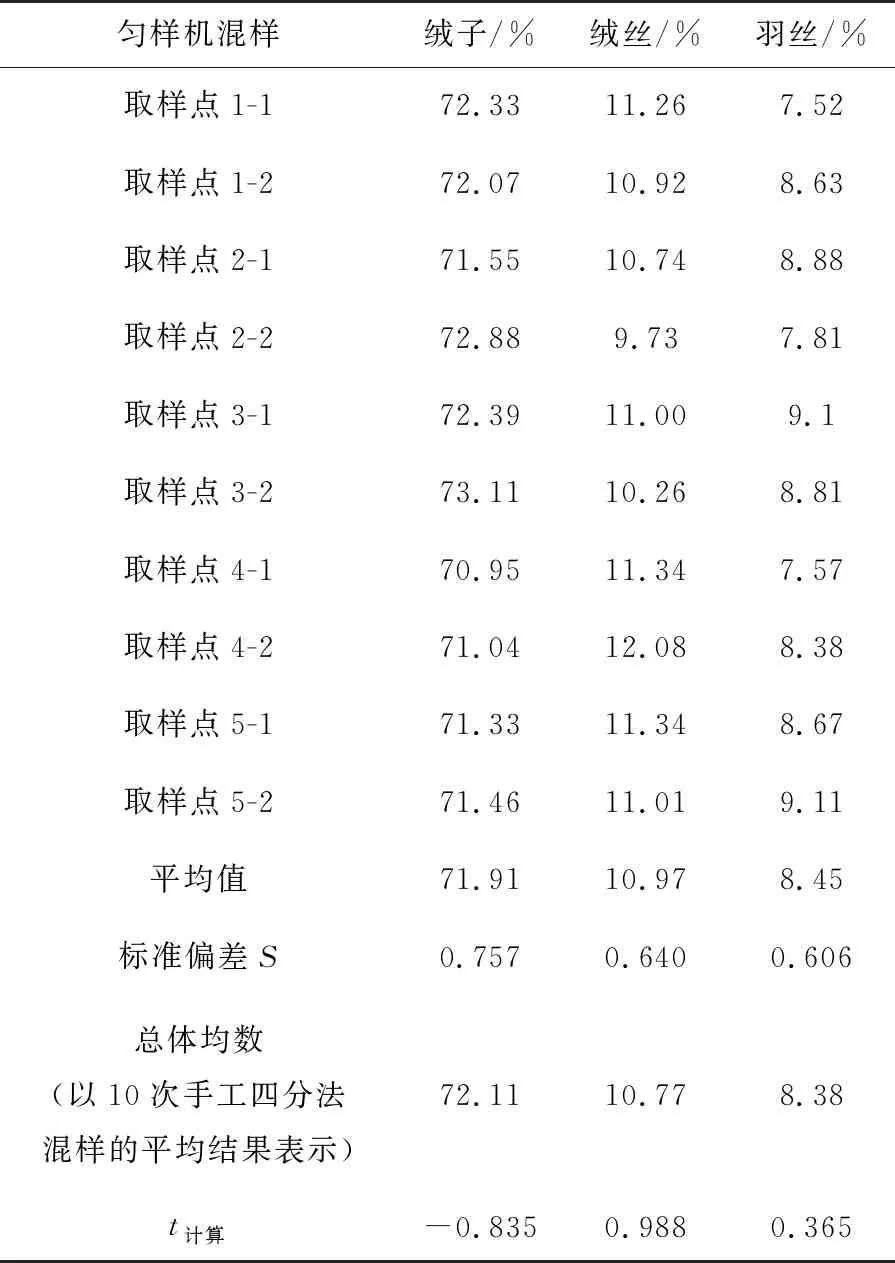
1.1.2机器混样与手工混样的差异性评定
使用假设检验-t检验法[3],将多次“手工四分法匀样”的成分分析平均值当作总体均值,将匀样机匀样后的成分分析结果与总体均值进行比较,建立检验假设和确定检验水准,以绒子、绒丝、羽丝含量结果为表征,根据式(1)计算t值。
式(1)

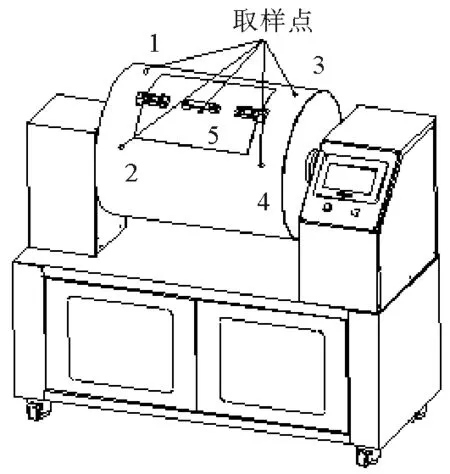
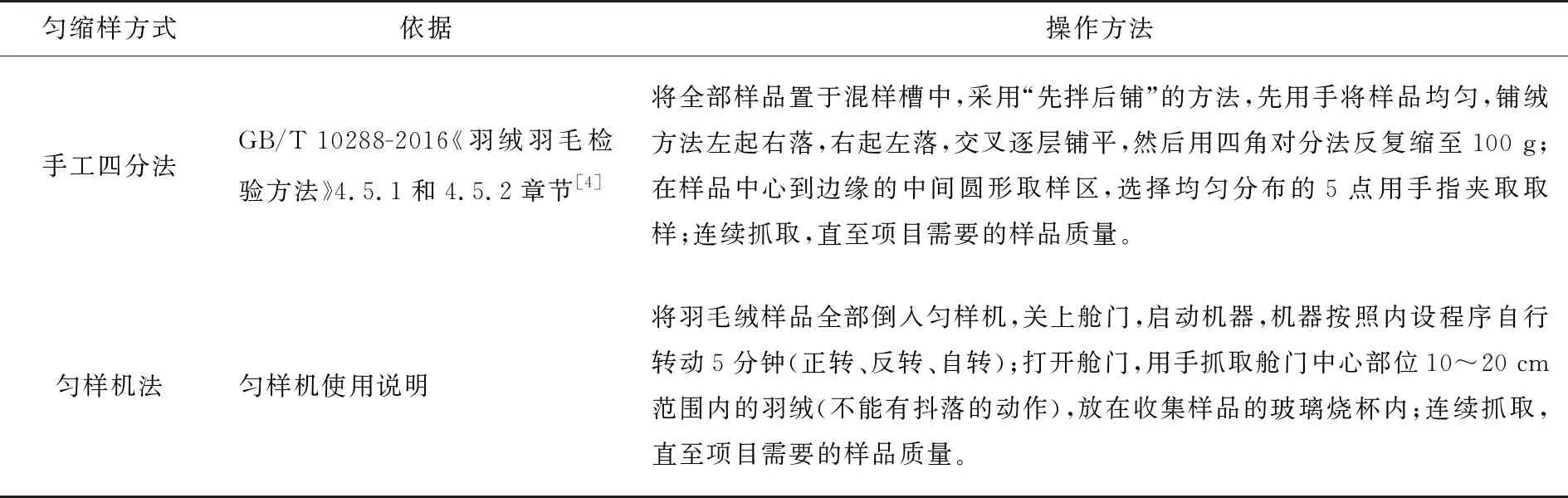
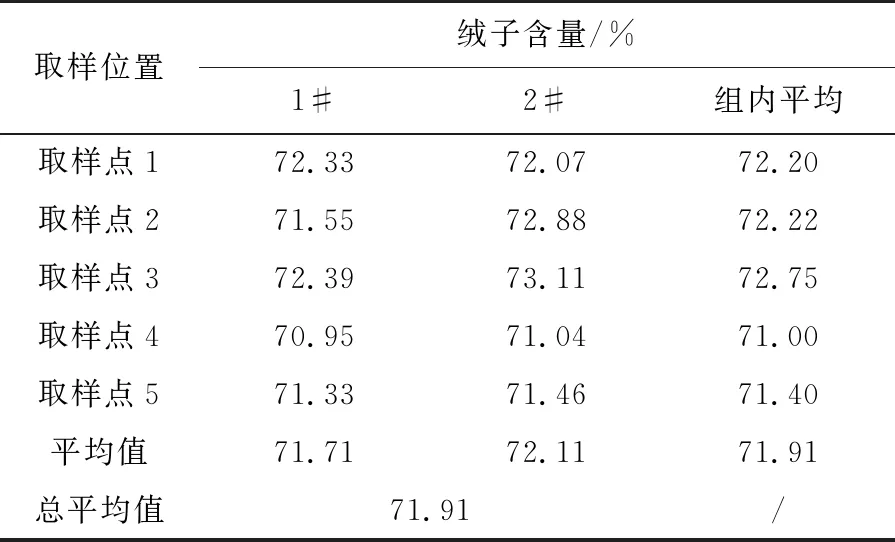
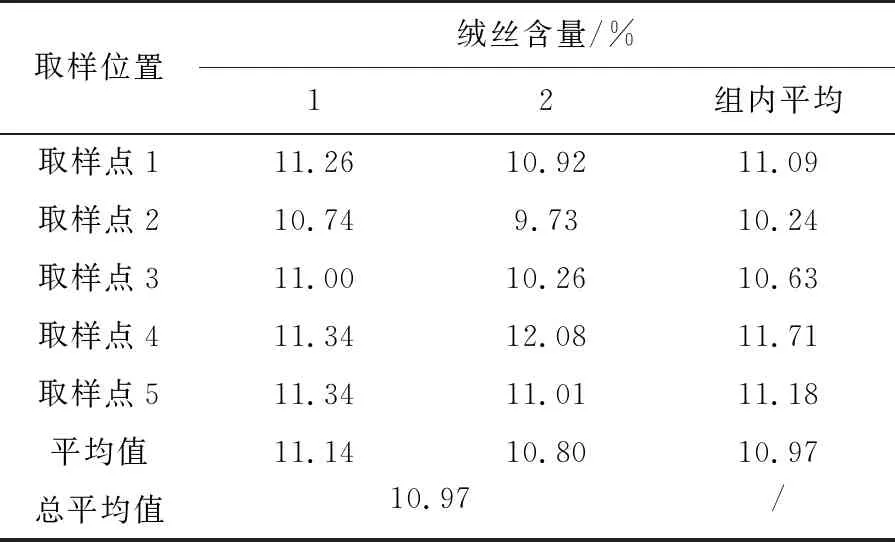
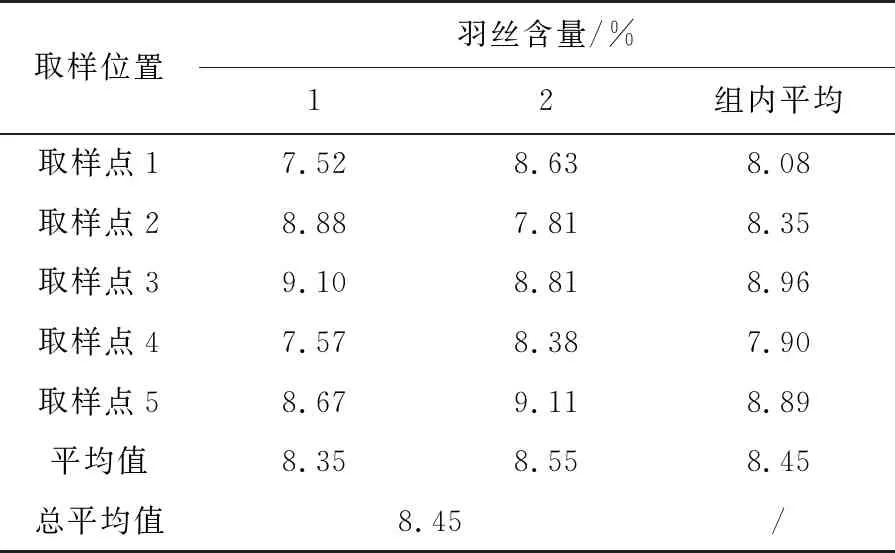
以0.05为显著水平,自由度为n—1,查t值表,若t计算 试验设备:羽毛绒自动匀样机。测试样品:灰鸭绒。 将同一批次灰鸭绒样品分为2份,每份约100 g。一份用手工四分法进行匀样缩样后取样,另一份用匀样机进行混样后取样,各取≥2 g的10个试样。其中匀样机是从匀样机取样窗口的5个部位取样,每个部位取2个试样(如图1所示)。两种混样和取样方式比较见表1。 图1 取样位置示意 表1 混样及取样方式比较 依据GB/T 10288-2016《羽绒羽毛检验方法》[4]5.1进行测试,对从匀样机取样的样品进行成分分析检测,对绒子、绒丝、羽丝三个参数结果的均匀性进行评价。检测数据及分析见表2至表7。 表2 绒子含量检测结果 从表3、表5、表7可知:匀样机取样窗口附近的绒子、绒丝、羽丝含量均匀,混合效果较好。 表3 绒子含量均匀性分析 表4 绒丝含量检测结果 表5 绒丝含量均匀性分析 表6 羽丝含量检测结果 表7 羽丝含量均匀性分析 将手工四分法混样结果的平均值作为总体均数,将匀样机各取样位置的绒子、绒丝、羽丝三个参数的结果与总体均数进行比较分析。手工四分法混样后成分分析数据见表8,匀样机混样与手工四分法混样的差异分析见表9。 表8 手工四分法混样后成分分析结果 表9 匀样机混样与手工四分法混样的差异分析 对匀样机取样窗口多个部位进行的均匀性分析表明:取样窗口附近的羽毛绒含量均匀,可在窗口附近的任意位置取样,匀样机混样与手工四分法混样结果无显著性差异,羽毛绒自动匀样机的使用有助于羽毛绒检测行业简化操作流程、提升效率,同时避免因人为因素对检测结果产生影响。1.2 试验设备与测试样品
1.3 试验步骤
2 结果与分析
2.1 匀样机混样效果的评定


2.2 机器混样与手工混样的差异性评定


3 结语
猜你喜欢
小学生作文(低年级适用)(2022年10期)2022-10-31
中国特种设备安全(2022年4期)2022-07-08
房地产导刊(2020年6期)2020-07-25
华人时刊(2019年13期)2019-11-26
阅读与作文(小学高年级版)(2018年9期)2018-10-25
计算机与网络(2018年4期)2018-09-10
快乐语文(2018年12期)2018-06-15
快乐语文(2018年12期)2018-06-15
中国棉花(2017年10期)2017-11-04
漫画月刊·哈版(2016年2期)2016-02-22