
液压润滑站智能监控、集中自动补油系统
2021-07-09 13:28:56陶阳
电子乐园·中旬刊 2021年8期
关键词:智能监控
陶阳

摘要:大型联合企业液压润滑系统应用很普遍,其中一个厂或区域就有多个分散的液压润滑站。每年因跑冒滴漏发现不及时导致的液压润滑故障频繁发生,因跑冒滴漏未能及时处理导致的液压润滑油消耗也较高。
关键词:液压润滑站;智能监控;集中自动补油
1液压润滑系统设备状态监测现状分析
目前钢铁厂液压润滑系统的故障多集中在漏油、跳泵、油温突变、液位突变等方面。导致漏油和跳泵的主要因素是油品污染导致阀门动作不到位、油品劣化、泵输出压力不稳定、日常慢泄露未及时处理等。以上问题可通过包含污染度、黏度、油位、油温、泵输出压力等参数的在线监测系统平台进行实时监测,并在系统平台上布置状态预警模型对故障进行趋势预判,达到预防性维护的目的。
目前现场液压润滑设备管理存在的不足:(1)点检方式主要依靠人工“五感”,如温度和液位每日两班纸质记录等形式,对设备状态把控缺乏趋势化和精准度。目前点检方式只是靠传统的听棒、测温仪器、测振仪器来对关键设备进行检查,通过点检只是反映设备的一些最基础的运行数据,不能有效的反映出设备运行的劣化趋势;往往是出了问题再处理,处理事故的时间较长,对生产影响较大,工作相当被动。(2)已有数据无法远程共享,有些系统虽有在线监测模块,但也存在以下问题:①部分无模拟量传输,对数据趋势化管理没有实际意义;②部分模拟量已有,但没有实现集中远程监控,信息处于“孤岛”状态,状态信息无法及时通知相关人员。
2智能监控的实现
2.1液压润滑系统
油箱的液位控制传统液压润滑站的油箱液位控制一般是可视式(如玻璃管直接显示式或浮子磁翻板显示方式),现阶段比较普遍的是在浮子磁翻板液位计的基础上设置3~4个位置开关(低低位、低位、高位、高高位)用于检测油箱液位。为实现油箱液位实时动态检测,就必须将油箱液位计改为带液位变送传感器的就地与远传结合型液位计。液位变送传感器采用4~20mA的模拟量信号,可以将各液压润滑系统的油箱液位值远程传送到相应控制柜及HMI(计算机或操作面板)里进行显示并参与控制。
2.2液压润滑系统
油箱的温度控制一般液压润滑系统均设置冷却器、电加热器。冷却器设置电动或气动控制阀,通过对油箱的温度实时检测,控制油箱的温度在要求的范围内(如油箱温度低于35℃电加热器开,高于43℃冷却器阀门开)。若现有系统没有这些温度控制设备就必须增加。
2.3液压润滑系统
压力控制一般液压润滑系统均设置自动压力调节装置(对于液压系统一般采用恒压变量泵实现对系统压力的自动调整,对于润滑系统一般采用自力式压力调节阀),若现有系统没有这些压力控制设备就必须增加或改进。
2.4液压润滑系统的清洁度控制
传统液压润滑站的清洁度控制一般是设置带压差发信装置的过滤器(过滤压差超过一定的设定值就会自动报警),若需要对油中含水量及系统磨损的检测,则需要设置含水报警仪及磨损颗粒分析仪。
2.5液压润滑系统的远程监控
在液压润滑站附近安装高清可旋转摄像头,拍摄的图片信息通过数据线传送到数据采集与处理服务器,再经光纤专线(Internet)传送到无线WIFI与移动设备端(如手机)APP连接。相关点检维护或操作人员就可以随时通过手机或平板电脑对液压润滑站进行远程视频监控。
2.6液压润滑系统的智能控制
增加远程服务器(计算机过程控制系统),预先设定远程服务器的扫描周期和各液压润滑站的液位、温度、清洁度等需要监控参数的控制值(范围)。实时检测到的液位、温度、清洁度及系统压力等数据通过远程I/O模块传输到远程服务器里,远程服务器按照事先编制程序进行数据处理、比较、分析、控制,实现对液压润滑系统的智能控制。同时远程服务器通过无线局域网、移动终端(手机APP)实现对液压润滑站进行及时远程监控。
液压润滑站智能监控系统的流程如图1所示。
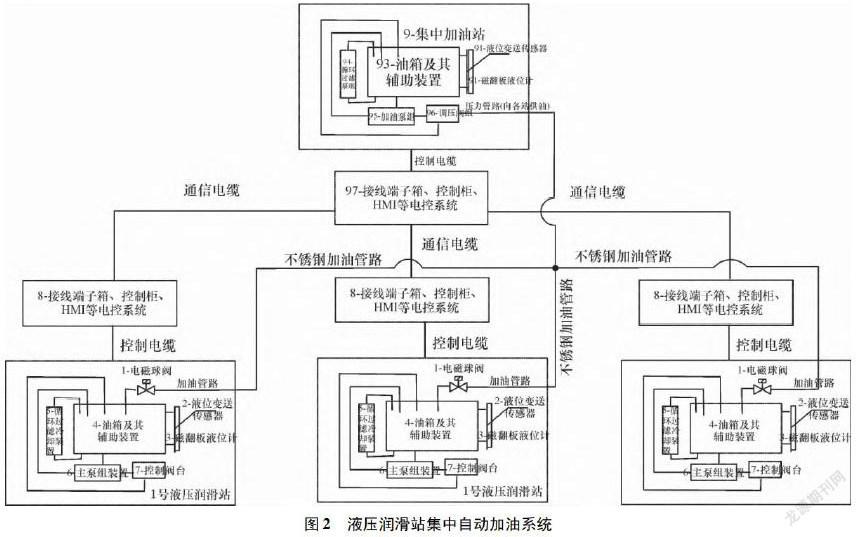
3液压润滑站的集中自动补油
现有液压润滑站一般采用就近人工加油补油方式或远程通过加油管路人工操作补油方式。这种方式劳动强度大、加油时间长,导致故障停机时间长。同时加油时会导致油品二次污染。液压润滑站集中自动补油系统的流程如图2所示。由集中加油站及其机旁控制柜(序号91-97)、加油控制阀(序号1)及连接管路、各液压润滑站及其機旁控制柜(序号2-8)等设备组成。集中加油站的机旁控制柜(序号97)与各液压润滑站机旁控制柜(序号8)通过通信电缆及模块连接。当某个液压站油箱出现低液位报警时,集中加油站的控制系统就会自动启动加油泵和相应的控制阀,向该液压站补油,当该液压站的油位达到高液位时,加油泵自动停止。为防止误报自动加油,在程序设计时考虑设计先报警(灯光及蜂鸣声),待当班点检运行人员确认后或泄露故障排除后,再启动自动补油。
结束语:在钢铁厂中,液压润滑系统设备的分布比较分散,点检周期比较长,需要的点检人员也比较多,现场所测量数据与监测器数据更是有一定差别,导致对设备故障判断标准也不一样。设备智能化集中网络监控是结合新时代科技和信息网络的发展,利用当下有线和无线传感器进行设备运行状态在线监测。
参考文献
[1]张志强.高炉炼铁液压系统污染对设备的影响及污染控制[J].中国金属通报,2021(05):84-85.
猜你喜欢
中国科技纵横(2016年20期)2016-12-28 17:18:12
电子技术与软件工程(2016年22期)2016-12-26 16:05:19
中小企业管理与科技·中旬刊(2016年7期)2016-07-08 00:02:58
电脑知识与技术(2016年10期)2016-06-16 21:58:12
软件(2015年9期)2015-12-25 08:03:43
中国信息化周报(2015年48期)2015-12-18 22:20:37
物联网技术(2015年9期)2015-09-22 09:18:44
物联网技术(2015年8期)2015-09-14 09:40:09
科技与创新(2015年18期)2015-09-11 22:42:12
软件导刊(2015年7期)2015-08-06 12:41:57
