
基于西门子触摸屏智能电力仪表参数的工程设计
2021-07-02 10:51张万青姜雪菲
通信电源技术 2021年5期
张万青,姜雪菲
(潍坊工程职业学院 山工机电工程学院,山东 潍坊 262500)
0 引 言
当前,传统的电参数表分散安装在工业现场的各个配电柜上,彼此相隔较远。用户需要根据需求频繁往返各地进行查询,极不方便。随着工厂工艺改进和设备增加,需要查询的仪表个数也相应变多,集中控制的需求越来越迫切。由于设备分布式安装的局限性,人工抄表方式费时费力且不能实时掌握各设备的运行参数,无法在设备出现问题后及时停机处理,往往在工作人员检查设备安全时才能发现故障,对突发状况的反应时间存在一定滞后性[1]。因此,本文设计一套基于西门子S7-200SMART系列PLC控制彬结合西门子触摸屏,采用Modbus RTU通信采集多台智能电力仪表的参数[2]。将所有设备参数集中反映到触摸屏上,用户只需切换触摸屏画面即可对所控制的设备参数进行查询和监控,实时掌握设备运行情况,及时解决运行中存在的问题。系统设计的目的是通过集中控制改变传统效率低且实时性差的的人工抄表方式,降低人力成本,提高工作效率。
1 工程总体设计
该数据监控系统由PLC控制器、多台智能电力仪表、485通信电缆以及触摸屏等组成。基本设计思路是将PLC的RS485通信口用电缆与各台智能电力仪表的通信端子连接,使用以太网接口与触摸屏连接。PLC通过与多台智能电力仪表通信采集参数,再将数据传输给触摸屏进行显示,系统工作原理如图1所示。
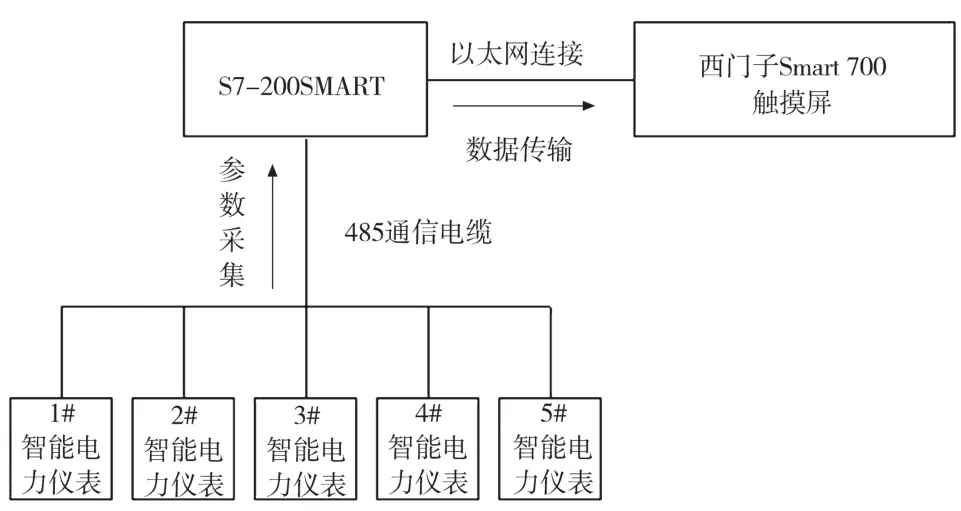
图1 系统工作原理图
2 参数采集程序设计
本程序根据智能电力仪表的通信协议开发而成,通信协议的作用是使数据在PLC和智能电力仪表之间有效传递。由于Modbus RTU是单主站协议,只允许一个主站的存在,所有通信都由主站发起,从站响应主站,因此当网络里有多个从站时,Modbus RTU需要轮询。如图2所示,本程序轮询机制采用定时器T37与计数器C0组合而成。定时器T37每200 ms输出一次,使计数器C0的值在1~10之间循环,从而激活不同的MBUS_MSG主站读写指令,达到轮询的目的。调用Modbus RTU主站初始化和控制子程序,使用SM0.0调用MBUS_CTRL完成主站的初始化,并启动其功能控制。由于智能电力仪表仅支持RTU模式,8位数据位,无校验位,1位停止位,因此按其技术参数进行调整即可。
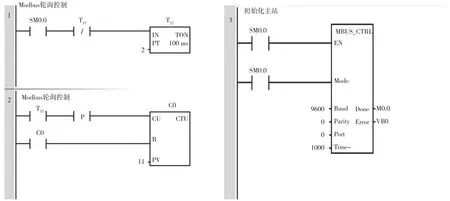
图2 通信轮询机制
如图3所示,当计数器C0的值在1~10之间循环时,激活不同的MBUS_MSG主站读写指令,分别读取从站号为1~5的智能电力仪表的相电压、线电压、电流、功率、频率及消耗的有功电度等参数。(图中只截取从站号为1和2的部分)。
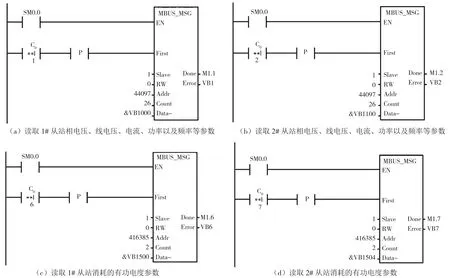
图3 参数读取
3 触摸屏界面及程序设计
可编程控制器通过RS485通信接口与触摸屏建立连接,根据系统的控制要求设计出3个界面,包括初始界面、参数查询界面以及报警记录界面。
3.1 初始界面
初始界面向用户展示的是整个程序的初始画面,包括程序的标题和当前的日期与时间等。用户可以点击“开始查询”按钮查询参数,也可以通过下方的下拉列表框选择要查看的机组编号来查询。当有系统报警产生时,用户可以点击“报警记录”按钮来查询报警信息,从而及时对相应的紧急情况作出响应,如图4所示。

图4 初始界面
3.2 参数查询界面
参数查询界面是本程序的核心组成部分,它向用户展示了设备运行中的所有参数,包括机组的线电压、相电压、电流、频率、有功功率、无功功率以及有功电度等。由于设计的是5台设备机组,因此本工程提供了5台智能网络仪表供用户选择,点击下方的“1#参数查询”等即可切换查看不同设备的参数,非常灵活。用户可以点击左下角的图标返回初始画面,也可以选择右下角的图标进入趋势图界面查询,如图5所示。

图5 参数查询界面
3.3 趋势图界面
趋势图界面向用户展示的是各设备的相电压、线电压以及电流参数在运行中的实时变化情况。趋势采用折线图显示,将PLC中的各参数变量传输到触摸屏上,用户不仅能看出参数数量的多少,而且还能清楚的看出各参数的增减变化情况以及同一参数在不同时间段的发展变化情况。用户可以通过控制下方按钮,查看1#~5#机组相应的运行参数趋势图,点击左右两侧的箭头可以快速切换查看设备运行的相电压、线电压以及电流趋势图。为区分三项电压并且与实际相吻合,使用黄、绿、红及蓝4种颜色来表示不同的参数,使用户易于分辨数据变化趋势,直观反映参数变化以及各组之间的差别,趋势图界面如图6所示。
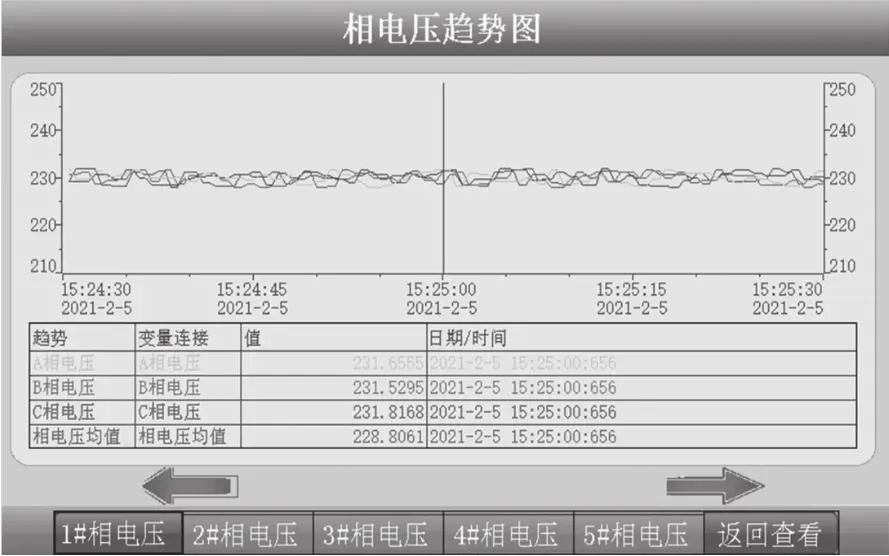
图6 参数趋势图
3.4 触摸屏报警界面
触摸屏报警界面用于显示在使用过程中产生的报警信息。为准确判断报警类型,在触摸屏中单独设置了报警界面,可以直观发现故障的来源。报警程序会对PLC传输过来的数据进行实时监控,如果发现某个机组参数的数值高于设定值,就会产生报警信息。此时用户需要手动按下右下方的确认按钮消除报警信息,否则报警信息会一直存在。这种设定可以帮助用户在设备出现电压过高或电流过高的情况时能第一时间掌握报警信息,及时作出反映并采取应对措施,提高设备的安全性,避免发生安全事故。同样,在报警截面点击下方的按钮也可以选择返回参数查询、趋势图查询以及返回主界面,如图7所示。

图7 报警界面
4 结 论
随着工业化的发展,对生产设备的数据集中监控已经成为工业生产的重要环节。传统的分散安装人工抄表方式存在信息更新的滞后性,无法及时掌握设备运行过程中出现的问题,容易发生安全事故,给工业生产带来不便。基于西门子S7-200SMART PLC与西门子触摸屏开发的数据监控系统可以有效解决传统方法存在的问题,此外,记录设备在运行时的工作参数,准确判断设备故障。该设计性能可靠且稳定性强,在提高工作效率的同时还可以延长设备使用年限,保障生产安全,为工业生产提供更好的服务。
猜你喜欢
建材发展导向(2022年1期)2022-03-08
仪器仪表用户(2022年3期)2022-03-04
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年23期)2021-03-08
知识就是力量(2018年7期)2018-07-11
中国新技术新产品(2016年23期)2016-12-26
科学与财富(2016年6期)2016-05-14
科技创新与品牌(2015年10期)2015-10-27
科技与创新(2015年18期)2015-09-11
