
PO/SM装置中搅拌器的安装步骤及注意事项
2021-07-01 22:59:24刘文率
装备维修技术 2021年51期
关键词:搅拌器
刘文率

摘 要:PO/SM联产法工艺中,由于工艺特性会选用很多搅拌器,大部分搅拌器安装形式为中心顶入式,本文列举了搅拌器在施工过程中一些关键环节的施工方法及需要特别注意的问题,在搅拌器的施工中请加以重视,以保证施工质量及设备长周期运行。
关键词:PO/SM 搅拌器 径向摆动量 底轴承
1.前言:
搅拌器是使液体、气体介质强迫对流并均匀混合的器件。搅拌器的类型、尺寸及转速,对搅拌功率在总体流动和湍流脉动之间的分配都有影响。PO/SM装置中搅拌器主要分为桨式、圆盘涡流式,主要集中在氧化反应装置、加氢反应装置以及药剂区域。
2.搅拌器安装步骤及注意事项
(1)容器的制造、安装及注意事项
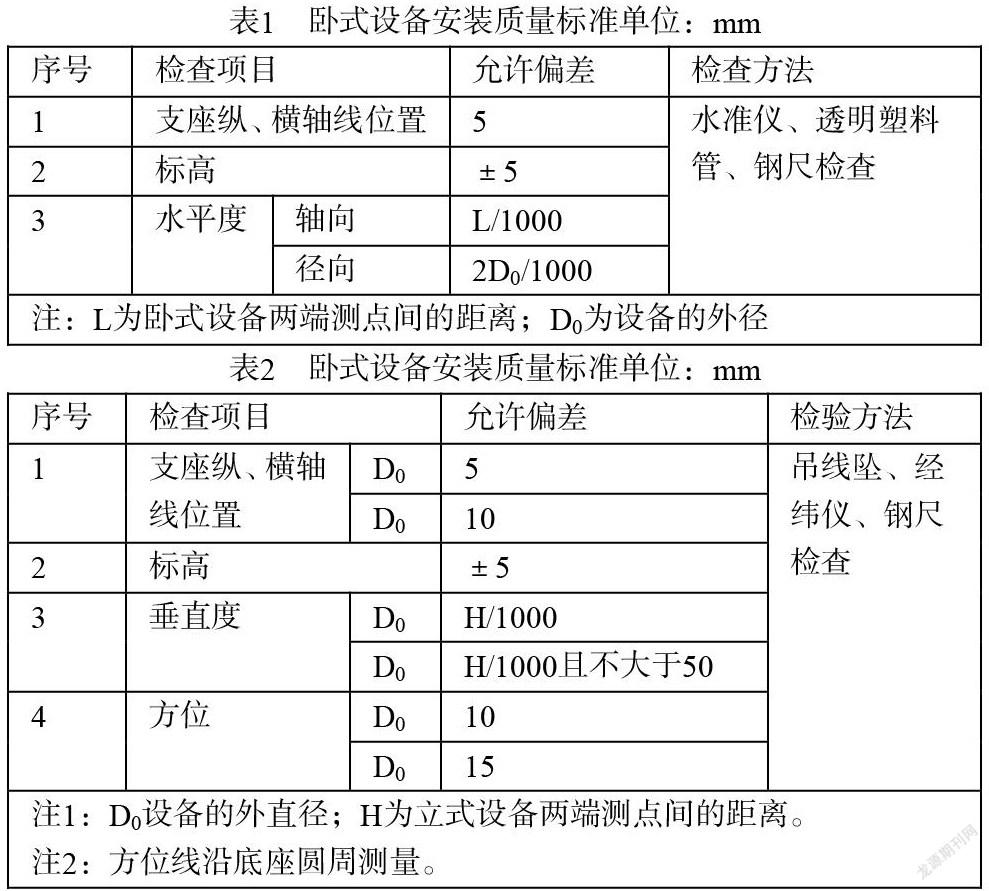
容器制造时应充分考虑搅拌器拆装的要求,主要涉及到人孔开设的位置、人孔的大小两个方面。与搅拌配合安装的容器设备,卧式容器安装质量标准应满足表1要求,立式容器安装质量标准应满足图2要求:
除上述要求外,容器安装时应注意,搅拌器安装接口法兰水平度应满足相关标准或制造图纸要求,标准要求搅拌容器的接口法兰水平度允差应小于或等于1‰法兰外径,在安装搅拌器前测量并记录该数值。
(2)搅拌轴的安装
搅拌器安装时,应在容器内部搭建脚手架,脚手架需充分考虑叶片直径、重量,应将搅拌轴、叶片等全部下放至容器内部。当搅拌轴分段时,且无法在容器外部连接时,应注意在分段高度搭建安装平台,以便在容器内部连接。容器法兰处应做搅拌轴托起工装,以便与上半部(机架、轴承轴、减速机等)的连接。
(3)搅拌器上半部的安装
搅拌器上半部一般有机架、轴承轴、机械密封(包括密封系统)、减速机、电机等部件组成,该部分供货时分两种情况供货:散装供货、撬装供货(除电机外)。散装供货时应先安装机架及轴承轴,随后安装机械密封、联轴器、减速机、电机及附属管路。撬装供货时直接连接搅拌轴与轴承轴、安装支架、电机及附属管路。
搅拌轴与轴承轴一般用法兰连接,连接螺栓建议采用扭矩扳手按照力矩要求紧固,并采取相应的止退方式(一般为止退垫)。连接完成后,即可将搅拌器安装底板与容器法兰连接。
注意:当止退垫片为楔形止退垫时(例如诺德垫片),要求拧紧力矩应高于表格要求的15%(装配图要求除外)。
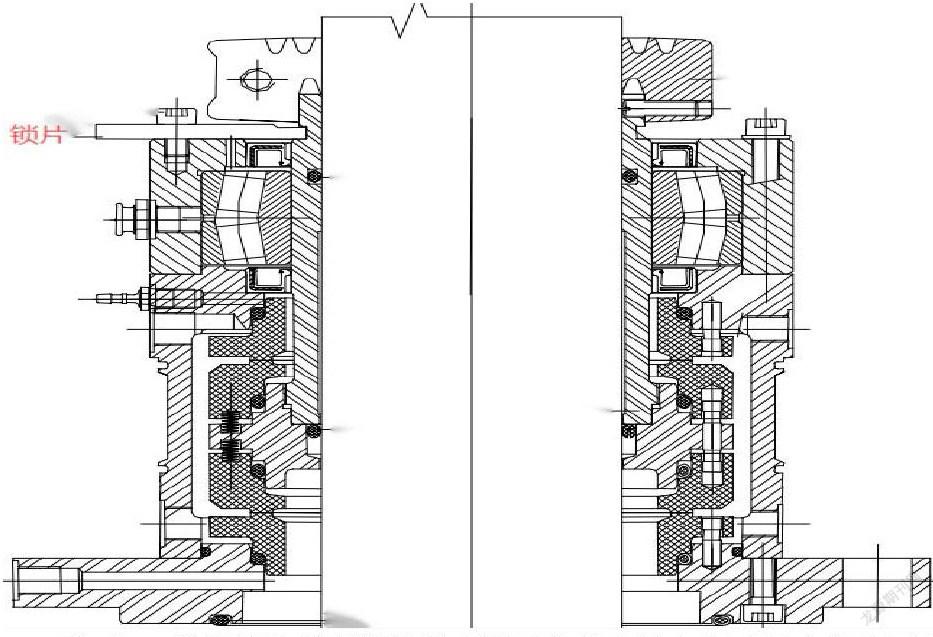
撬装的搅拌器上部,机械密封是已经安装在轴承轴上的,注意吊装过程中,机械密封的锁片(或锁紧套)不要松动。散装的搅拌器上部,则需要安装机械密封,集装机械密封安装时应注意轴和固定法兰必须清洁、无损坏、无毛刺,可在轴上适量涂抹润滑脂,然后将机械密封轴套正确对齐,将其套在轴上。注意安装时机械密封的水平度,不可倾斜过大。
机械密封安装完成后,注意将锁片从轴套槽中取出,以免影响盘车。
注意1:搅拌轴轴封顶部的径向跳动公差和轴向窜动量应符合下列规定:
l填料密封径向跳动公差应小于或等于0.2mm
l机械密封径向跳动公差;轴径应小于或等于80mm,径向跳动公差应小于或等于0.3mm;轴径应大于80mm且小于150mm,径向跳动公差应小于或等于0.4mm;轴径应大于150mm,径向跳动公差应小于或等于0.5mm;
l对于波纹管型机械密封的轴的窜动量应为±0.4mm,其他机械密封的轴向窜动量应为士0.2mm;
l当有特殊要求时,应在设计文件中规定。
注意2:安装完成后,减速机与轴承轴联轴器应测量轴对中(同心度)情况,要求≤0.05mm。
(4)轮毂及叶片的安装
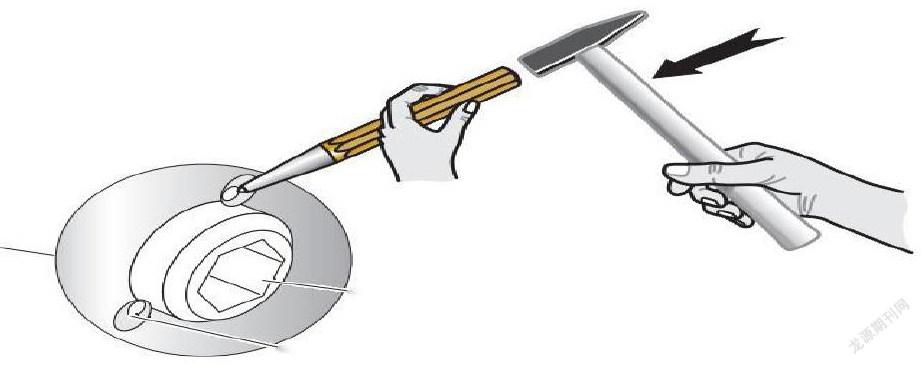
按照正确方向,将轮毂推至搅拌轴安装位置,此时应注意检查清理轮毂内侧及轴表面是否有杂物或毛刺,为便于安装,可在轮毂内侧或搅拌轴上涂抹适量润滑油,轮毂一般由固定螺栓固定,建议按照力矩要求拧紧该处螺栓。拧紧后,为防止螺栓脱落,使用中心冲或钎头破坏根部螺纹,如下图:
固定完成后,安装叶片,测量叶片底部到容器的距离,并记录数值。
注意:安装完成后,应按标明的搅拌轴转动方向进行盘车,应顺利旋转一周以上,不得出现 卡阻、噪声等异常现象。
(5)径向摆动量的测量
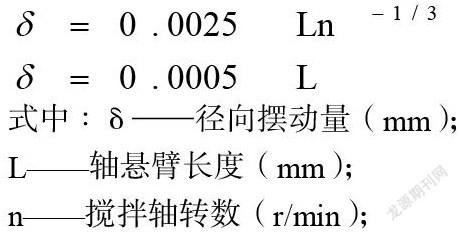
静态盘车时,搅拌轴悬臂自由端部的径向摆动量,不得大于按下式计算所得的数值,当有特殊要求时,应在设计文件中规定:
式中∶δ——径向摆动量(mm);
L——轴悬臂长度(mm);
n——搅拌轴转数(r/min);
一般情况下,按照第二个公式计算即可,搅拌轴的悬臂自由端部的径向摆动量可以理解为搅拌轴允许偏差为0.5mm/m。
注意:测量径向摆动量时,应在轴上标注出径向摆动量的最大点和最小点的数值,以便安装底轴承时调整摆动量。
(6)底部轴承的安装
PO/SM装置中,部分搅拌容器内设置底轴承,底轴承轴套及轴瓦应分别固定在軸和轴承座上,轴套与轴、轴瓦与轴承座之间不得有相对运动。轴瓦内表面粗糙度Ra应小于或等于3.2μm。轴套外表面粗糙度Ra应小于或等于1.6μm。底轴承只起辅助支撑作用,安装后应不破坏轴原有的垂直度和同心度,且使轴能自由旋转,不应抱死轴。底轴承应采用可更换的滑动轴承,更换滑动轴承(轴瓦)的易损件时,应无需拆除搅拌轴和搅拌桨。
注意1:底轴承安装前,应将底盖及轴瓦取出,避免磕碰;
注意2:底轴承座安装前,应将搅拌轴牵引至其理论运转中心点,即向最小点方向拉搅拌轴,拉动量为(最大值-最小值)/2,并固定好,以免脱落;
注意3:底轴承座安装前,应测量轴套长度、轴瓦长度,轴套上部漏出长度为(轴套长度-轴瓦长度)/2,以保证轴瓦在轴套中间位置;
注意4:确定好轴承座高度后,应调整其前后左右间隙,并测量其水平度,水平度建议保持0.10mm/m以内。
注意5:当安装好底轴承座后,应先点焊支腿与垫板、支腿与轴承座,用氩弧焊打底,焊接3~5圈,最后使用电焊满足图纸要求的角焊缝的腰高,注意焊接电流不可过大,以免变形量过大影响使用。建议变形量≤3mm。
3.结论:
PO/SM装置的搅拌设备,仅涉及到寥寥数种形式的搅拌,搅拌器的现场安装应重点关注施工步骤及注意事项,严格控制图纸及标准要求的各个部件安装测量数值。内容中建议数值为本人根据实际安装情况总结整理得来,仅代表个人观点。
参考文献:
[1]《SH/T 3542-2007 石油化工静设备安装工程施工技术规程》
[2]《HG/T 20569-2013 机械搅拌设备》
[3]《EKATO搅拌器安装使用手册》
[4]《浙江长城搅拌器安装使用手册》
猜你喜欢
电力设备管理(2021年6期)2021-03-27 06:43:11
扬州大学学报(自然科学版)(2019年3期)2019-08-08 08:45:46
消费导刊(2019年31期)2019-03-13 05:16:22
学苑创造·B版(2017年12期)2018-01-17 19:09:34
化工与医药工程(2017年4期)2017-09-21 03:32:18
中国机械(2016年2期)2016-02-07 13:31:17
化工管理(2015年29期)2015-11-28 07:54:06
中国水利(2015年17期)2015-01-26 23:27:10
化工进展(2014年7期)2014-07-18 07:10:44
化工机械(2014年1期)2014-05-29 16:41:24
