口罩翻转机控制系统的改进与实现
2021-06-30 01:43河源技师学院钟伟东
电子世界 2021年11期
河源技师学院 钟伟东
口罩翻转机控制系统以STM32单片机为核心控制器,单片机中植入梯形加减速算法程序,有效避免了因起步频率过高导致步进电机丢步等因素引发设备故障的问题,经调试,设备运行平滑稳定、响应灵敏、前后端设备协调性好,优化了设备性能,大大提升了生产效率和质量。
新冠肺炎疫情暴发给人民生命安全带来严重威胁,抗击疫情期间需要大量的医疗物资、防控物资等,尤其是口罩供需矛盾更为突出,随后国家除了加强管控防控物资外还鼓励企业大量生产口罩以缓解紧张的局势,众多企业为了生产口罩购进了大量的相关生产设备,但由于口罩机质量参差不齐、性能不优,在生产过程中给企业带来许多技术难题,无法及时解决,严重影响疫情物资生产。期间,我们学院派出技术团队协助企业解决口罩生产设备故障,在解决过程中发现一拖二设备的口罩翻转机存在运行不稳定、动作不协调等现象,为了加快生产口罩进度和提高产品质量,对口罩翻转机控制系统进行了优化和改进,取得了较好的成效。
1 口罩翻转机控制系统存在问题
口罩翻转机通常在一拖二以上的口罩机中使用,它是打片机与超声波焊接机的衔接设备,主要负责将打好片的口罩进行分离、翻转。翻转机工作是否正常直接影响到上下两级的工作效率及产品的质量。目前,口罩翻转机控制系统多采用PLC与步进电机相结合以开环直接控制方式实现口罩分离、翻转功能,但是实际使用中发现,在翻转机中的步进电机工作不够稳定、动作不协调,导致口罩偏离传送轨道或直接跑飞等不良现象,严重影响生产。
2 口罩翻转机控制系统的改进
口罩翻转机性能优劣主要取决于步进电机运行状态和速度,步进电机运行状态和速度由输入脉冲的频率控制,频率高速度快,但容易引起电机堵转、丢步、过冲等现象导致分离、翻转时口罩偏离传送轨道或直接跑飞等现象。为了优化步进电机运行状态和速度,使其在运行过程中能与打片机和焊接机充分协调工作,文中将通过植入梯形加减速算法控制方式解决设备存在的问题,从而优化了口罩翻转机性能。此外,控制系统采用了STM32单片机控制方式进一步降低了设备生产成本。
2.1 控制系统硬件设计
如图1所示,口罩翻转机硬件控制系统主要由四部分组成,一是STM32单片机为核心控制器,主要负责控制步进电机按照规定的速度和工作状态运行以及与触模屏通信;二是传感器,主要负责检测口罩翻转机前端有无口罩及步进电机的原点检测;三是步进电机驱动控制器,主要由四线制57H2P7842A4步进电机和DM542驱动器组成;四是串口触模屏,主要用于用户设置步进电机运行步数step、加速度acc、减速度dec、最大运行速度ωmax等参数和设备启动、停止按钮。
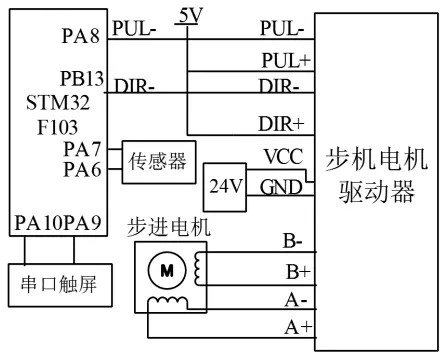
图1 口罩翻转机控制系统电路方框图
2.2 梯形加减速算法的应用
梯形加减速算法具有控制简单、容易实现等优势,尤其在步进电机开环控制系统中植入梯形加减速算法是解决步进电机丢步、过冲等问题的较优方式,算法在口罩翻转机中应用可有效避免因频率过高导致步进电机丢步等因素引发设备故障的问题。
(1)梯形加减速算法数学模型
梯形加减速曲线如图2所示,步进电机因受用户所设定的运行步数step、加速度acc、减速度dec、最大运行速度ωmax因素的限制,步进电机将会按AFGHIE或AFTIE轨迹运行,当用户所设定步进电机运行速度ωmax<ωT时,这时步进电机按AFGHIE轨迹运行,曲线分为四个状态:一是加速运动;二是匀速运动;三是减速运动;四是停止运动。

图2 梯形加减速曲线
根据曲线算出加速的步数为:

减速步数为:

当用户所设定步进电机运行速度ωmax≥ωT时,步进电机按AFTIE轨迹运行,这时只有加速和减速两个阶段,加速步数为:

减速步数为总运行步数与加速步数之差即step-AC,无匀速时段。
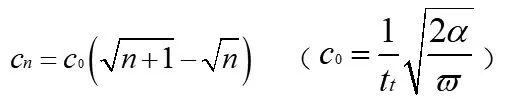
步进电机运行速度快慢取决于其工作频率的高低,根据加速度公式算出在t时间内步进电机旋转角度为:

其中α为步进电机步距角、n为输入脉冲数、为加减速度,根据等量关系求出时间:

相邻脉冲时间差为:
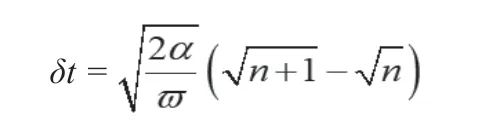
改变δt值的大小即可调整步进电机运行速度的快慢,δt的值越大速度越慢,否则越快。
(2)梯形加减速算法在单片机中实现
在单片机程序中实现梯形加减速算法分为二部分,一是根据运行步数step、加速度acc、减速度dec、最大运行速度ωmax、步距角α等参数计算加减速步数从而实现控制步进电机按曲线轨迹运行。二是采用定时器T1产生PWM信号,通过PA8引脚实现控制步进电机按梯形算法稳定运行。
步进电机运行轨迹控制。步进电机运行轨迹的控制流程图如图3所示,单片机根据参数计算步数AB和AC,如果AB<AC,将控制步进电机按照模型的AFGHIE轨迹运行,减速步数为:

图3 步进电机运行轨迹流程图
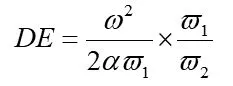
若AB≥AC说明步进电机达到用户设定的运行速度时的步数超过要开始减速的步数,此时减速的步数应为step与AC之差即:

步进电机运行频率控制。步进电机运行频率控制信号由单片机定时器T1产生,通过PA8引脚控制步进电机,引脚输出频率由定时器的计数周期及计数值共同决定,当单片机的系统时钟和分频系数固定时,这时由定时器计数值决定输出频率大小,计数值越大频率越低,计数值越小频率越高。根据梯形算法曲线(b)设相邻脉冲时间差δt=Cnt,式中t为定时器计数周期通常为固定值,而Cn为定时器的计数值,是变量值,根据公式:

则有:

可化简为:
为了提高单片机的运算速度,依泰勒公式和麦克劳林公式,对cn进一步化简为:
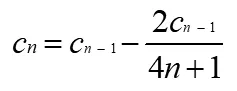
单片机程序中依序算出定时器的计数值即可输出对应频率的控制信号,根据调试经验,当n=1时与实际值存在一定的误差,但可通过c0乘以0.676进行修正。
3 人机对话与传感器模块
人机对话模块采用TTL电平接口电路的串口触模屏,在触屏中可输入步数step、加速度acc、减速度dec、最大运行速度ωmax等相关控制参数和口罩翻转机启动、停止控制按钮。传感器模块包括口罩有无检测和电机原点检测,当设备通电时控制系统自动检测步进电机是否处于原点,如不在原点则自动复位。
4 控制系统调试与分析
根据口罩翻转机的实际,把步进电机驱动器的细分数设为32,设置驱动电流大小为2.8A,在串口触模屏主控界面中输入不同的step、acc、dec、ωmax值,然后点击启动控制按钮启动设备,经调试,口罩翻转机的运行速度快且平稳,与前后端设备能协调工作,设备性能优于改进前的性能。
结束语:口罩翻转机以STM32单片机为控制核心进一步降低了设备生产成本,植入梯形加减速算法优化了口罩翻转机性能,测试结果表明口罩翻转机运行平滑稳定、响应灵敏,大大降低了故障率,提升了生产效率和质量。
猜你喜欢
数学小灵通·3-4年级(2022年11期)2022-11-19
奇妙博物馆(2021年4期)2021-05-04
数学小灵通·3-4年级(2020年11期)2020-12-14
数学物理学报(2019年3期)2019-07-23
小演奏家(2018年9期)2018-12-06
启蒙(3-7岁)(2017年6期)2017-11-27
重庆与世界(2017年8期)2017-11-24
党的生活(黑龙江)(2017年10期)2017-11-09
故事林(2017年19期)2017-10-17
重型机械(2016年1期)2016-03-01