
新型超高强钢筋连接套筒的性能试验与研究
2021-06-29 06:35胡晓依
建筑施工 2021年2期
胡晓依
同济大学土木工程学院 上海 200092
高强钢筋能控制裂缝宽度并能很好地与混凝土黏结,使钢筋混凝土构件具有良好的耐久性。钢筋的高强度化,不但可以降低梁柱构件及节点区域钢筋密集产生的设计及施工困难程度,同时有利于装配式混凝土结构的应用及可持续发展[1-3]。
随着我国建筑施工新技术的深入研究与实践,传统的钢筋连接所采用的焊接技术受限于焊接工艺、技术水平、焊接材料和作业环境条件等因素的影响,难以全面满足现代化的日益复杂的建筑施工环境所需。挤压套筒接头、锥螺纹套筒接头和直螺纹套筒接头等多种钢筋机械连接工艺日益成熟,并逐步在多个专业领域中得到完善[4]。
加强对套筒接头工艺和性能的研究,提出并设计与600 MPa热轧带肋高强钢筋所匹配的套筒材料和应用形式,并在JGJ 107—2016《钢筋机械连接技术规程》的规定要求下试验验证[5],对拓展技术层面、提高应用安全以及可持续发展具有重要意义[6]。
1 科研与进展
当前,相关学者已逐步开展了高强钢筋与混凝土的锚固或采用浆锚的性能研究[7-10],但超高强钢筋与套筒之间的连接、锚固、受力机理等研究还有待丰富;国外研究理论已逐步成熟[11-12],但主要集中在锚固板、镦头钢筋等方面,未能完全代表当前专业科学研究发展的现状。
为确保600 MPa级甚至更高等级高强钢筋直螺纹接头能达到Ⅰ级性能要求,关键是需要提高钢筋端头螺纹的综合性能[13-15]。
现有轧制技术常常使钢筋端头出现螺纹精度差、强度低等缺点,这已成为制约高强钢筋机械连接应用的技术瓶颈。该类问题主要表现在直螺纹套筒的连接形式中,作为目前专业领域大力推广的装配式结构也常采用直螺纹套筒连接。
试验研究[16-19]表明,机械连接下的高强钢筋直螺纹连接接头常有2种结构破坏形式:钢筋螺牙从连接套筒内被拔出、钢筋螺牙断裂。
前者的破坏原因是钢筋螺牙的锥度及圆度误差过大,与连接套筒螺牙的啮合度不足。后者的破坏形式呈现断口平齐且具有脆性断裂特征,这说明高强钢筋螺牙的抗拉强度低于钢筋母材,在对钢筋端头螺牙加工过程中,钢筋的横截面存在应力集中。
经对各国机械连接技术标准的数据研究和总结,发现各国专业领域和标准要求在高应力、大变形反复拉压等性能方面是基本一致的[20],其他主要技术性能指标的差异点比较结果如表1所示。

表1 各国钢筋机械连接技术标准差异对比
在表1中,f0mst为接头试件实测抗拉强度,f0st为接头试件中钢筋抗拉强度实测值,fuk为钢筋抗拉强度标准值,fyk为钢筋屈服强度标准值。E0.7和E0.9分别为接头在0.7和0.9倍钢筋屈服强度标准值下的割线模量,E0s为钢筋弹性模量实测值,U为非弹性变形,d为钢筋直径。σmax表示为接头疲劳性能检测最大应力,Δσ为接头疲劳性能检测应力幅,Δσk是GB 500010—2010《混凝土结构设计规范》规定的钢筋疲劳应力幅限值。
2 试验现象与分析
2.1 方案设计
现有钢筋端头螺纹轧制的精度和强度两方面的弱点已经成为制约高强钢筋机械连接接头应用的技术瓶颈。根据JGJ 107—2016《钢筋机械连接技术规程》的规定,在钢筋机械连接单向拉伸试验、高应力反复拉压试验以及大变形反复拉压试验中,套筒连接的各级标准分别如表2~表4所示。

表2 单向拉伸试验标准

表3 高应力反复拉压试验标准

表4 大变形反复拉压试验标准
2.2 试件设计
试件选用600 MPa热轧带肋高强钢筋,所用钢筋材质需符合GB/T 1499.2—2018《钢筋混凝土用钢第2部分:热轧带肋钢筋》和DG/TJ 08-2236—2017《热轧带肋高强钢筋应用技术规程》中的相关要求。
新型套筒材料选用45#圆钢,未经处理时其极限强度仅为600 MPa,屈服强度为355 MPa,最大力作用下伸长率为16%,而采用等径角高速塑性大变形成形工艺后,其极限强度可达到900 MPa,屈服强度为700 MPa,最大力作用下伸长率为11%。
为作对比,选用40Cr圆钢直接加工成普通套筒,经测试,其极限强度为980 MPa,屈服强度为785 MPa,最大力作用下伸长率为9%。两者均满足接头力学性能及伸长率指标。
在套筒连接制作过程中,钢筋端头螺纹加工采用的是滚圆滚轧工艺,经滚圆和滚丝2道工序把钢筋纵、横肋(约占钢筋截面积的8%)糅合成螺牙,从而使螺纹处直径变大,成功提升了钢筋端头螺牙的精度和强度,不但避免了钢筋横截面上应力集中,还使钢筋表面金属致密细化,改善了机械性能。
45#圆钢经过车加工成钢管,再应用等径角高速塑性大变形成形工艺,将其挤压成外表对称、均布的多棱柱连接套筒,其内孔可直接加工成所需的直螺纹,套筒的金属致密细化,综合机械性能有显著的提高[21]。用于装配式结构构件连接的加长型双套筒除了连接套筒之外,内部还配有2个螺套和1个锁紧螺母。图1为试验研究的3种套筒实物照片。

图1 连接套筒实物照片
试件选用直径为20、25、28 mm和32 mm这4种规格的高强钢筋,总计5组45个试验,每种钢筋采用的套筒及试件参数如表5所示。每组试件分别有单向拉伸试件3个,高应力反复拉压试件3个,大变形反复拉压试件3个。

表5 套筒及试件参数
试件长度按规范要求计算确定,试件长度L=套筒长度+2×(4×钢筋直径+100+夹持长度),其中夹持长度取150 mm,其余物理量单位以毫米计。
2.3 加载装置与试验方法
钢筋单向拉伸试验、高应力反复拉压试验和大变形反复拉压试验的设备均采用206D-P型2 000 kN万能试验机或可选用等效试验机具,如图2所示。

图2 套筒连接试验设备
2.4 试验结果
单向拉伸试验、高应力反复拉压试验以及大变形反复拉压试验的结果分别如表6~表8所示。
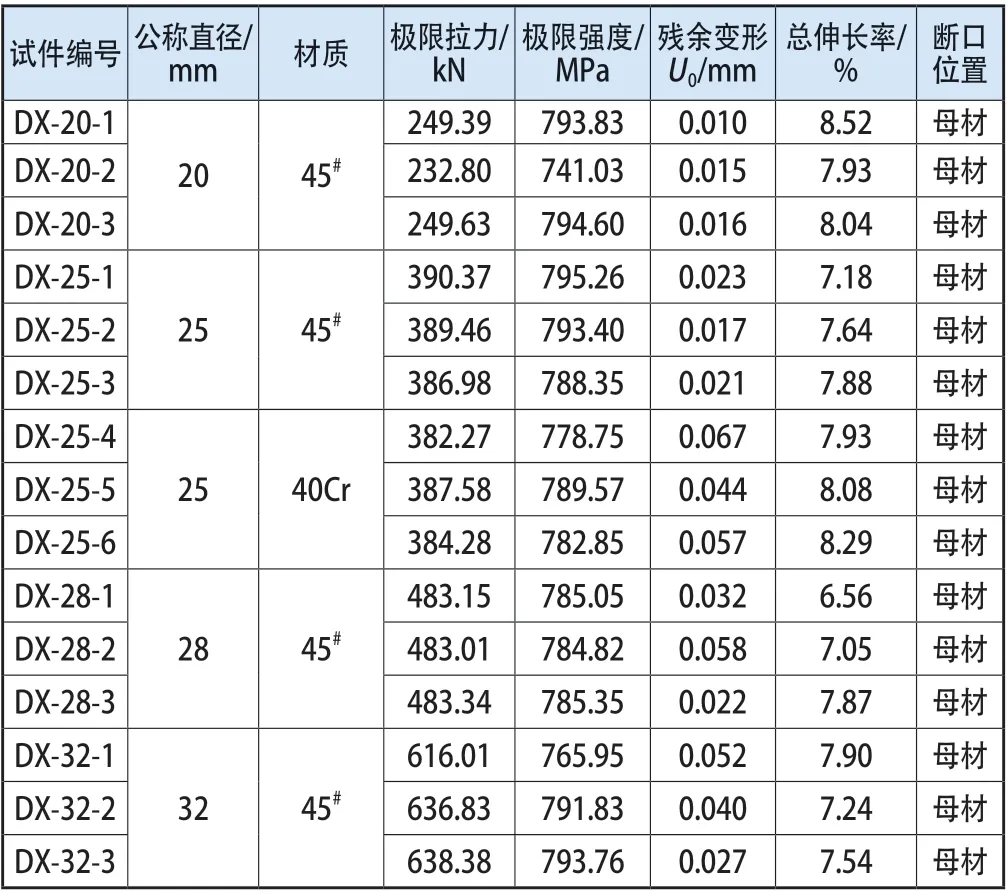
表6 单向拉伸试验结果

表7 高应力反复拉压试验结果
3 试验结果分析
试验结果表明,对于直径20、25 mm及32 mm(套筒材质为45#钢)的钢筋新型套筒试件,经单向拉伸、高应力反复拉压以及大变形反复拉压3项试验后,其性能等级均能达到Ⅰ级要求。对比直径均为25 mm的不同材质和形式的套筒的3项试验结果可以看出,新型连接套筒的性能接近甚至优于普通套筒。
对加长型的钢筋双套筒试件,经单向拉伸、高应力反复拉压以及大变形反复拉压3项试验后,其性能等级均能达到Ⅰ级要求。这为将该新型套筒用于装配式结构构件的连接提供了有力保证。

表8 大变形反复拉压试验结果
4 结语
600 MPa高强钢筋采用直螺纹套筒连接的方式可行,高强钢筋采用滚圆滚轧加工工艺,能更好地改善钢筋端头螺牙的精度和强度,等径角挤压技术则使连接套筒的金属致密细化,提升了其综合机械性能。
作为套筒的2种材质,45#钢和40Cr均能满足接头性能要求,但六角形异形套筒(45#钢)对比同规格的普通圆柱形套筒(40 Cr),挤压后的六角形套筒壁厚减薄,能提高混凝土保护层厚度;其多棱柱外形增强了混凝土的握裹力,且使连接操作更方便;45#钢良好的切削加工性能,提高了生产效率,并延长刀具使用寿命;可节省钢材30%~40%,符合“资源节约型社会”“低碳经济”等国家宏观政策导向,有助于实现可持续发展。
加长型双套筒适用于预制构件之间,以及预制构件与现浇或后浇混凝土结构之间的钢筋连接,操作简便易行,避免了钢筋灌浆套筒连接存在的诸多难以克服的缺陷。
猜你喜欢
结构工程师(2022年2期)2022-07-15
山东煤炭科技(2021年9期)2021-10-14
武汉交通职业学院学报(2021年3期)2021-09-23
工程建设与设计(2020年20期)2020-11-08
金属加工(热加工)(2020年12期)2020-02-06
童话世界(2018年8期)2018-05-19
制造技术与机床(2017年10期)2017-11-28
凿岩机械气动工具(2017年3期)2017-11-22
新疆钢铁(2016年3期)2016-02-28
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
