
催化裂化再生烟气净化新工艺的应用
2021-06-23 11:12孙军军向荣王曌
工业安全与环保 2021年6期
孙军军 向荣 王曌
(中钢集团天澄环保科技股份有限公司 武汉 430205)
0 引言
随着我国经济的飞速发展和科技的不断革新,我国对汽油、柴油、乙烯等石油化工产品的需求量日益增大,优质油的炼化量逐渐无法满足社会需求。加之全球石油资源劣质化趋势严重,高氮、高硫原油比例明显增大,越来越多的石油炼化企业开始尝试劣质石油的炼化[1]。高氮、高硫原油的炼化必然会导致催化裂化再生烟气中二氧化硫、氮氧化物等空气污染物含量大大增加。与此同时,国内环保要求不断提高,炼化行业环保压力显著增大。2015年4月16日,国家环境保护部发布了《石油炼制工业污染物排放标准》(GB 31570—2015),与原有标准相比,此标准将SO2排放限值由原来的550 mg/m3降低为100 mg/m3,并将颗粒物排放限值由原来的120 mg/m3降低为50 mg/m3。并且对原《大气污染物综合排放标准》(GB 16297—1996)中未涉及的NOx排放指标也有了新的要求——已有企业自2017年7月1日,新建企业自2015年7月1日起NOx排放标准为100 mg/m3[2]。因此,炼化企业在进行劣质、高硫原油加工的同时,建设一套高效、经济、合理、满足国家环保要求的烟气脱硫脱硝除尘治理装置必不可少。
目前国内炼化行业烟气治理使用最多的为Belco公司的EDV湿法脱硫工艺以及Exxon公司的WGS湿法洗涤工艺[3-4]。这两种工艺均为脱硫除尘一体化装置,使用碱液同时进行烟气脱硫、除尘。但由于催化裂化烟气中粉尘均为催化剂颗粒,Y型分子筛由于其结晶结构特性硬度极高,对脱硫装置,尤其是EDV工艺中的喷头磨损严重,国内制造的喷头基本无法满足长期运行要求,而原装进口喷头则造价昂贵,因此造成EDV技术投资成本大、运行成本高等问题。而WGS湿法洗涤工艺虽然没有EDV工艺的喷头磨损问题,但由于其为湿法脱硫除尘一体化装置,浆液中粉尘含量高,废液中固液相难以分离,需要增设废水处理系统,导致整套工艺较为复杂,运行成本高。2016年3月30日由国家环境保护部部务会议修订通过的《国家危险废物名录》中,已经将石油产品催化裂化过程中产生的废催化剂列为危废,废物代码为251-017-50,危险特性为T。此名录已于2016年8月1日正式生效,这使得原有的EDV及WGS湿法脱硫除尘一体化技术很难达到日益严格的环保要求。
本文所介绍的“高效袋式除尘+臭氧脱硝+钠法脱硫”新工艺能有效脱除烟气中的粉尘、SO2及NOx,且投资、运行成本低,催化剂颗粒也可得到有效回收。
1 技术原理及特点
1.1 技术路线及原理
“高效袋式除尘+臭氧脱硝+钠法脱硫”新工艺如图1所示,具体流程为:经余热锅炉利用后的催化裂化再生烟气,首先进入高效袋式除尘器,除去烟气中的粉尘。由袋式除尘器出口出来的不含尘的烟气经升压风机,进入脱硫塔进行脱硫。在进入脱硫塔之前,烟气经由臭氧脱硝反应器,烟气中的NOx与O3反应生成高价氮氧化物N2O5。氧化后的烟气进入脱硫塔。在脱硫塔内,含有SO2及N2O5的烟气与NaOH脱硫浆液逆向直接接触反应,生成亚硫酸盐及硝酸盐以脱去烟气中的SO2及N2O5;净化后的净烟气经除雾器除去夹带的雾滴,后由脱硫塔塔顶直排烟囱排出;当脱硫内浆液达到一定密度后由脱硫塔塔底流入氧化池中,在氧化池中氧化,COD达到排放标准后通过废液输送泵输送至厂区内废水处理厂。

1—除尘器;2—滤袋;3—灰斗;4—脉冲喷吹阀;5—上箱体;6—气力输灰系统;7—增压风机;8—脱硫塔;9—氧化风管;10—喷淋层;11—除雾器;12—烟囱;13—旋转除雾器;14—冷凝水收集装置;15—氧化池;16—制氧系统;17—臭氧发生器;18—臭氧投加控制器
1.1.1 高效袋式除尘系统
从余热锅炉排出的再生烟气粉尘质量浓度一般在800~1 000 mg/m3,烟气通过除尘器中箱体入口直接进入除尘器经过耐高温PM2.5催化裂化再生烟气专用滤料,过滤后的烟气经由除尘器出口进入升压风机,而后进入脱硫塔中。经高效袋式除尘器净化后的净烟气含尘量可稳定在20 mg/m3以下、甚至小于10 mg/m3,即使在余热锅炉喷吹期间,原烟气含尘量大大提高,也能保证除尘器出口颗粒物浓度达标。
随着烟气过滤时间的持续,附着在滤袋上的催化剂颗粒逐渐增加,当附着的催化剂颗粒达到一定量时,上箱体中的高压脉冲喷吹装置进行喷吹清灰,使得附着在滤袋上的催化剂颗粒脱落,进入除尘器灰斗中。根据催化裂化再生烟气的特点通过合理的喷吹设计、设置,以达到最佳的除尘效果。
落入除尘器灰斗中的催化剂颗粒在灰斗中累积,当达到一定量时,通过灰斗下方的气力输灰装置,将灰斗中的干态催化剂粉末输送至催化裂化装置原有配套的废弃催化剂储罐中,与生产过程中产生的废催化剂统一回收处置。
1.1.2 臭氧脱硝系统
催化裂化再生烟气中的氮氧化物质量浓度一般在200~400 mg/m3,其中90%以上为NO,NO难溶于水且不易与酸碱溶液反应,极难直接从烟气中分离。但氮的高价化合物N2O5则极易与碱液反应,生成硝酸盐[5]。O3作为一种极强的氧化剂,其氧化还原电位为2.07 mV,氧化性仅次于F2,且化学性质不稳定,会逐渐分解为O2,不会带来二次污染[6]。臭氧脱硝主要反应方程式如下所示:
NO + O3→ NO2+ O2
NO2+ O3→ NO3+ O2
NO2+ NO3→ N2O5
在本工艺中,脱硝设备主要为氧气发生装置与臭氧发生装置。氧气发生装置通过吸收空气并进行VPSA变压吸附,获得纯度较高的O2,所得高纯度O2进入臭氧发生装置中,在臭氧发生装置中O2经过高压电离生成O3[7],所得O3直接由升压风机出口烟道喷入,与除尘后的烟气混合,迅速将烟气中的低价态氮氧化物氧化为易被碱液吸收的高价态氮氧化物,从而进入脱硫塔中被NaOH循环浆液吸收。主要发生的反应为:
2NO2+ 2NaOH → NaNO2+ NaNO3+ H2O
N2O5+ 2NaOH → 2NaNO3+ H2O
2NaNO2+ O2→ 2NaNO3
由于O3氧化性极强,而生成的高价氮氧化合物N2O5又极易与碱液反应,当喷入的臭氧浓度与烟气中NOx浓度比例在一定范围时,烟气中NOx的吸收率可以达到97%以上[8]。
1.1.3 钠法脱硫系统
湿法脱硫是目前烟气脱硫的主要工艺,主要有Ca法工艺、Na法工艺及双碱法工艺。Na法工艺使用NaOH作为吸收剂吸收烟气中的SO2,由于NaOH碱性较强,对SO2吸收能力强,在同等气液比的条件下具有更高的SO2脱除效率,但由于NaOH价格较贵,因此运行成本较高。而Ca法工艺与Na法工艺相比,由于Ca(OH)2价格相对较低,因此运行成本较低,但达到与Na法工艺相同的SO2吸收效率需要更大的液气比,且Ca法脱硫会产生大量的CaSO4产品,由于目前石膏市场需求量不大,因此大量的CaSO4不但难以获得经济收益,还在一定程度了增加了保存费用。
在催化裂化工艺中,由于需要对生成的产品进行碱洗处理,因此在厂区里通常配有氢氧化钠碱液配置装置及相应碱液储罐,因此在石油炼化行业使用钠法脱硫工艺可以利用厂区原有的碱液系统,在一定程度上减少了建设成本,因此目前在石油炼化行业,催化裂化再生烟气一般使用钠法脱硫工艺。
在本工艺中,经除尘器脱除催化剂颗粒、及与臭氧混合反应生成高价氮氧化物的烟气由脱硫塔中部进入脱硫塔中,自下而上与喷淋层喷淋而下的碱性浆液接触反应,达到吸收烟气中SO2、SO3及高价NOx的目的。主要反应如下:
SO2+ 2NaOH → Na2SO3+ H2O
SO3+ 2NaOH → Na2SO4+ H2O
SO2+ NaOH → NaHSO3
NaHSO3+ NaOH → Na2SO3
2Na2SO3+ O2→ 2Na2SO4
2NO2+ 2NaOH → NaNO2+ NaNO3+ H2O
N2O5+ 2NaOH → 2NaNO3+ H2O
2NaNO2+ O2→ 2NaNO3
脱硫塔内设置氧化风管、搅拌器、喷淋层、除雾器等,新鲜氢氧化钠吸收剂由碱泵从塔底部注入脱硫塔内,塔底循环浆液通过循环泵输送至喷淋层,由雾化喷嘴喷出,与自下而上的再生烟气充分接触,吸收烟气中的SOx、NOx。经过浆液的反应吸收,烟气中的SOx与NOx排放可满足或低于国家排放标准。脱去SOx、NOx的净烟气经除雾器除去烟气中多余的水分,由塔顶烟囱直接排出。塔底循环浆液达到一定密度后直接排入氧化池中,在氧化池中经过进一步氧化,COD达标后排放至厂区内废水处理厂。
1.2 工艺特点
“高效袋式除尘+臭氧脱硝+钠法脱硫”新工艺与传统工艺相比,具有以下优点:
(1)除尘单元使用国家“863计划”项目研制的高效袋式除尘器及耐高温PM2.5催化裂化再生烟气专用滤袋,使得进入脱硫系统的烟气粉尘含量可控制在20 mg/m3以内,大大削弱了烟气对喷淋层喷嘴的磨损,使运行成本大大降低。
(2)除尘单元配备完全密闭的气力输灰装置对过滤的废催化剂颗粒进行输送,现场无扬尘,能保持装置周围干净卫生,且可实现长距离输送,不受改造项目的场地约束。且被列为危废的催化剂颗粒可直接回收至厂区废催化剂罐,解决了现有工艺废液中固液相不易分离的难题。
(3)使用臭氧氧化脱硝,脱硝效率高且不向系统中引入其他杂质,喷入的O3量可根据烟气量变化进行调整,对催化裂化装置的负荷变化具有极强的适应性并在一定程度上节省了运行成本;生成的N2O5在后续脱硫系统中极易被吸收,并可与硫酸钠浆液共同处理,体现了一体化协同治理的优势。
(4)脱硫系统中设置脱硫塔内氧化风管、氧化池氧化风管及臭氧氧化三级氧化,使得脱硫废液充分氧化,解决了现有工艺外排废水COD过高的情况,COD指标可完全满足外排标准。
(5)脱硫系统中屋脊式除雾器、旋转除雾器与冷凝水收集装置协同使用,大大减少了外排烟气的湿含量,消除了烟气拖尾、烟囱雨等现象,达到了“消白”的目的。
2 运行状况分析
2.1 装置运行参数
该烟气脱硫脱硝除尘装置于2018年10月建成投产,并经过168 h试运行检验,装置运行平稳,达到了设计预期效果,烟囱出口烟气污染物排放达标。装置主要设计及运行相关指标见表1—表3。
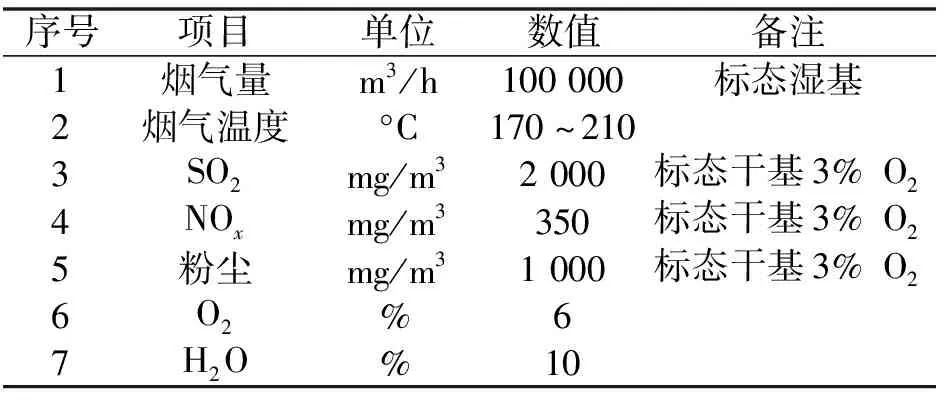
表1 原烟气参数
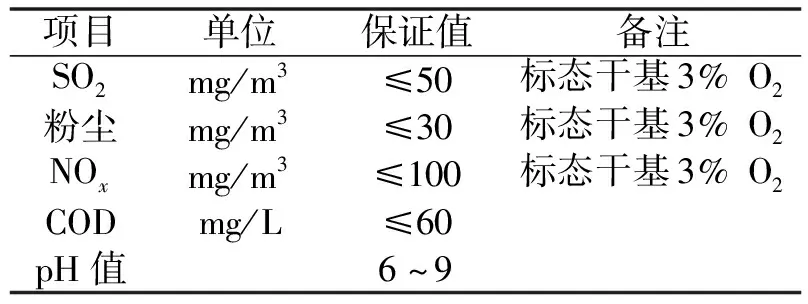
表2 设计排放指标参数
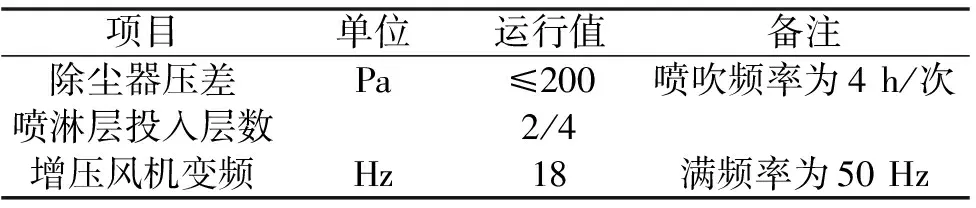
表3 脱硫脱硝除尘装置实际运行参数
通过对比表1—表3中的数据可以看出,装置运行效率较高,烟囱顶外排的烟气中SO2、NOx、颗粒物浓度均远低于《石油炼制工业污染物排放标准》(GB 31570—2015)中的污染物特别排放限值,3种污染物的减排率依次为99.2%、90.9%、98.3%。
比较表1、表3中数据可知,运行过程中的烟气量为设计烟气量的70%左右,而脱硫塔设置的4层浆液喷淋层仅有2层投入运行。升压风机为变频风机,实际运行过程中的运行频率仅为额定频率的36%。除尘器设计压差为≤1 500 Pa,在保持4 h的喷吹间隔的情况下,能维持在200 Pa以下。而臭氧产量则在仅投入1/5的情况下即能满足排放要求。由以上数据可得,脱硫脱硝除尘系统在主装置负荷为60%~110%设计负荷的工况条件下能正常运行,且有足够余量能满足国家日益严格的污染物排放标准。
废水COD不易达标是国内几乎所有钠法脱硫所面临的难题。本装置采用三级强制氧化,以保证外排废水COD指标达到《石油炼制工业污染物排放标准》(GB 31570—2015)中的污染物特别排放标准。实际运行过程中发现,在脱硫系统正常运行时,仅启动塔内一级氧化的情况下,废液需外排时COD维持在400 mg/L左右;当开启塔内及氧化池两级强制氧化的情况下,废液需外排时COD维持在200 mg/L左右;向氧化池中通入臭氧,实现三级强制氧化后,测得废液需外排时COD可维持在30~40 mg/L之间,完全满足《石油炼制工业污染物排放标准》(GB 31570—2015)中的污染物特别排放标准。
2.2 装置运行成本分析
脱硫脱硝除尘装置能耗成本统计见表4。由表4中数据,按每年正常运行8 000 h核算,设计年运行费用约712万元,当催化裂化装置负荷在70%工况下正常运行,则实际年运行费用为设计值的43.0%,为306.1万元。其中主要能耗为电耗,电能花费占总费用的58.4%。其中脱硝系统电耗占到总电耗的50.7%,主要是由于氧气制臭氧使用的高压电离法能耗较大。而脱硫系统中,主要能耗设备为升压风机与循环泵,分别占总能耗的14.9%和12.4%。
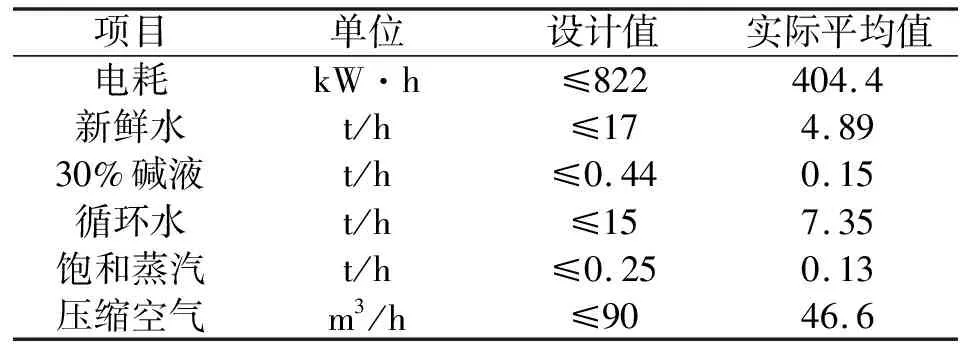
表4 脱硫脱硝除尘装置能耗成本统计
2.3 装置运行中存在的问题及改进措施
VPSA制氧系统为臭氧发生器提供高浓度的氧气,由于制氧系统在正常运行时吸附塔内间歇进行吸附与脱附过程,使得风管中噪音巨大,同时为制氧系统提供空气源的罗茨风机本身噪音较大,导致制氧系统整体噪音远超国家标准。在未进行噪音治理前,脱硝间内噪音在120 dB左右。
改进措施:根据现场布置,为罗茨风机及制氧系统进风口干燥器及出风口消音器整体制作了隔音罩,但隔音效果仍不理想,加上隔音罩后脱硝间内噪音在100 dB左右,仍大于国家标准规定的85 dB。后又为制氧系统所有风管包上两层隔音棉及镀锌铁皮,实测噪音值降至83 dB左右,符合《工矿企业噪音排放国家标准》(GT/T 50087—2013)要求。
3 结论
随着全世界石油产品需求量的不断增加,以及石油储备劣质化趋势的日益严重,劣质原油的炼化在未来将无法避免,与此同时,环保要求逐年提高,炼化企业必然要面对再生烟气综合治理的难题。“高效袋式除尘+臭氧脱硝+钠法脱硫”工艺装置作为一套高效、经济、科学合理的烟气处理工艺,具有良好的操作特性,且运行稳定,不仅能充分满足目前的环保要求,同时能为未来逐年提高的环保要求留有一定的余量,这套工艺的大力推广必然能助力我国劣质原油炼化更快更好的发展。
猜你喜欢
农业科技通讯(2023年1期)2023-02-12
中国石油石化(2021年9期)2021-07-17
中国特种设备安全(2019年4期)2019-05-20
中国环保产业(2019年4期)2019-05-15
石油石化绿色低碳(2019年6期)2019-01-14
石油石化绿色低碳(2019年6期)2019-01-14
石油化工建设(2017年5期)2018-01-26
当代化工研究(2016年6期)2016-03-20
食药用菌(2016年6期)2016-03-01
东北电力大学学报(2015年1期)2015-11-13
