
渣酸、萃余酸作磷矿选矿调整剂试验研究*
2021-06-23 00:23刘文彪王静明
化工矿物与加工 2021年6期
傅 英,刘文彪,王静明,张 波
(1.云南云天化股份有限公司研发中心,云南 昆明650228;2.云南磷化集团海口磷业有限公司,云南 昆明650600)
0 引言
在磷化工生产及湿法磷酸的净化过程中,会产生大量的渣酸和萃余酸[1]。其中,二水法湿法磷酸生产得到的萃取磷酸的P2O5质量分数一般在 22%~30%,萃取磷酸需经过多效蒸发器浓缩(一般为两段浓缩)至P2O5质量分数为 46%~54%;磷矿中含有的铁、铝、镁等金属杂质在萃取磷酸浓缩的过程中,随着磷酸浓度的提高溶解度降低、过饱和度增大,与磷酸根离子等形成晶体继沉淀析出。继沉淀盐即为渣酸,其量占磷酸量的6%,和磷酸的杂质含量有关[2]。目前湿法磷酸净化大部分采用溶剂萃取法,生产中会产生大量的萃余酸[3]。渣酸、萃余酸主要用于生产低端化肥,但限于外部需求不旺及经济效益不佳,其合理利用已成为企业亟待解决的问题[4-5]。本文对渣酸、萃余酸用作磷矿反浮选调整剂进行了选矿试验研究,以期为其用于选矿提供依据。
1 试验矿样性质、试验设备及试剂
1.1 试验矿样
试验矿样取自海口磷业有限公司浮选厂二系列溢流矿浆。矿浆质量分数为24.54%,磨矿细度为-0.074 mm质量分数占84.09%。试验矿样的多元素分析结果见表1。

表1 试验矿样的多元素分析结果 单位:%
由表1可知,该矿样属于碳酸盐型磷块岩,通过反浮选脱除大部分碳酸盐脉石矿物即可富集磷矿物。
1.2 试验仪器、设备及试剂
试验仪器、设备:单槽浮选机,XFDⅢ型;pH计,pHS-3C型;电加热恒温鼓风烘箱,DHG-9245A型;多用真空过滤机,XTLZΦ260/Φ200型;湿式分样机,XSHF2-3型。
试验试剂见表2。

表2 试验试剂
渣酸、萃余稀酸、萃余浓酸均取自云天化股份有限公司的三环化工磷酸厂。
2 渣酸、萃余酸用作调整剂的试验
2.1 渣酸用量试验
将渣酸混匀后直接添加至浮选机进行渣酸(实物量)用量试验。捕收剂YP6-6用量参考之前的试验结果,为4.0 kg/t。试验采用1次粗选的反浮选工艺流程(见图1),结果见表3。
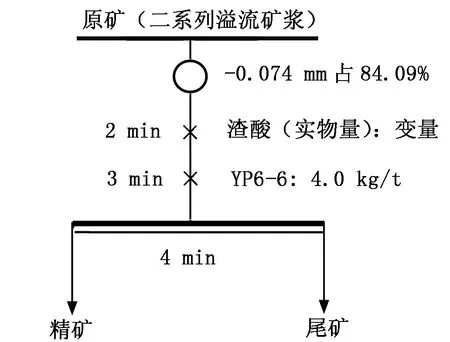
图 1 反浮选工艺流程
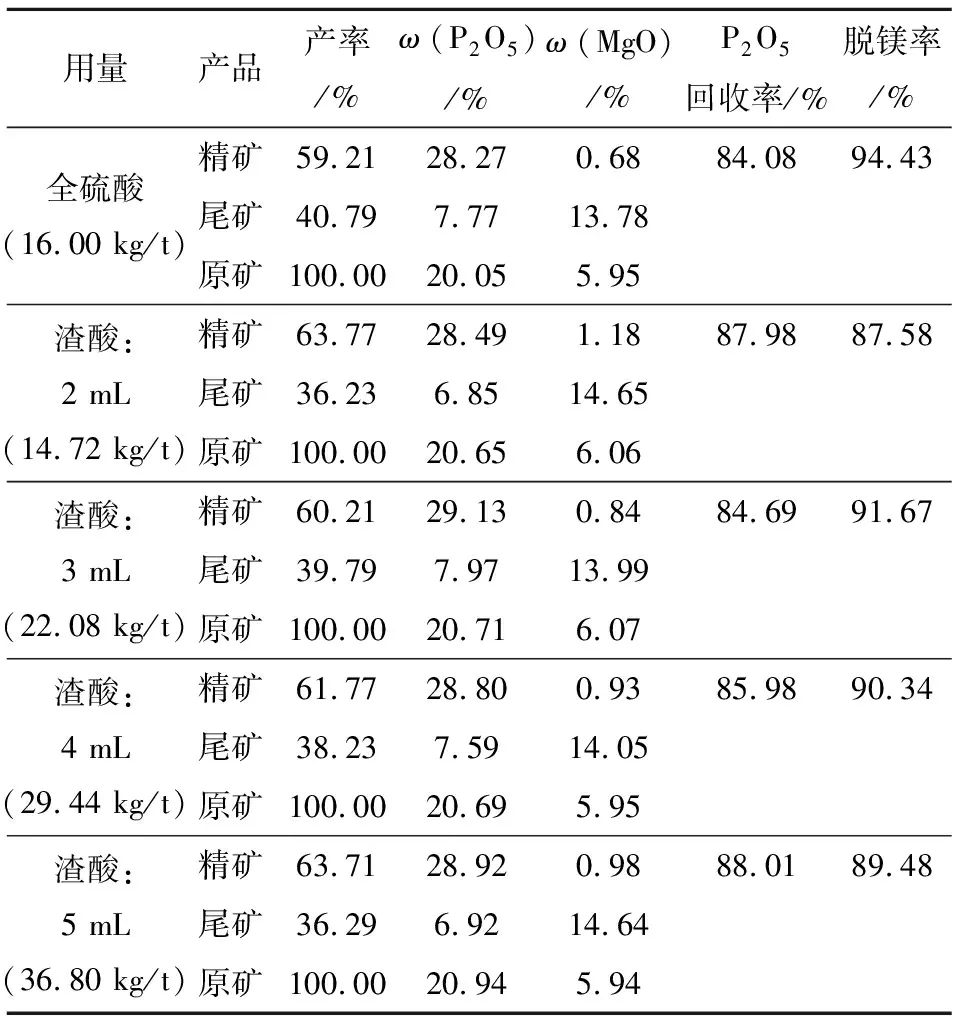
表3 渣酸用量试验结果
由表3可知,采用渣酸作为调整剂,当渣酸用量为3 mL时,精矿中MgO质量分数最低,脱镁率最高,但产率较低。
综合试验结果,确定渣酸最佳用量为3 mL。在此最佳用量下进行验证试验,结果见表4。
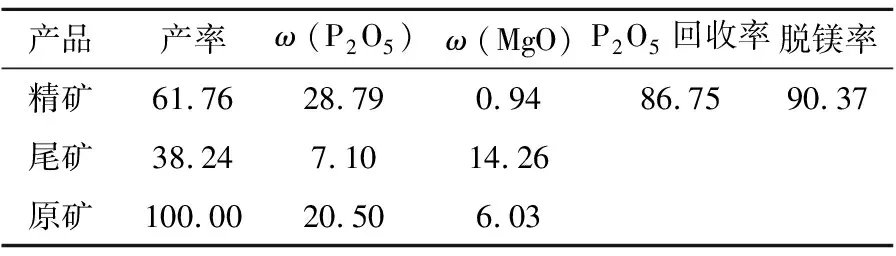
表4 最佳渣酸用量验证试验结果 单位:%
由表4可知,添加3 mL渣酸作调整剂时,渣酸用量为22.08 kg/t,和全硫酸流程硫酸用量相比,渣酸用量为其1.38倍。
2.2 萃余稀酸用作调整剂的用量试验
试验采用1次粗选的反浮选工艺流程,萃余稀酸用作调整剂的试验结果见表5。

表5 萃余稀酸用量试验结果
由表5可知,采用萃余稀酸作为调整剂,添加3 mL萃余稀酸时,脱镁率为89.30%,产率为62.62%。综合试验结果,确定添加3 mL萃余稀酸进行4组平行验证试验,其中前3组采用1次粗选的反浮选工艺流程,药剂制度不变,第4组采用1粗1精的工艺流程(见图2)。4组平行验证试验的结果见表6。
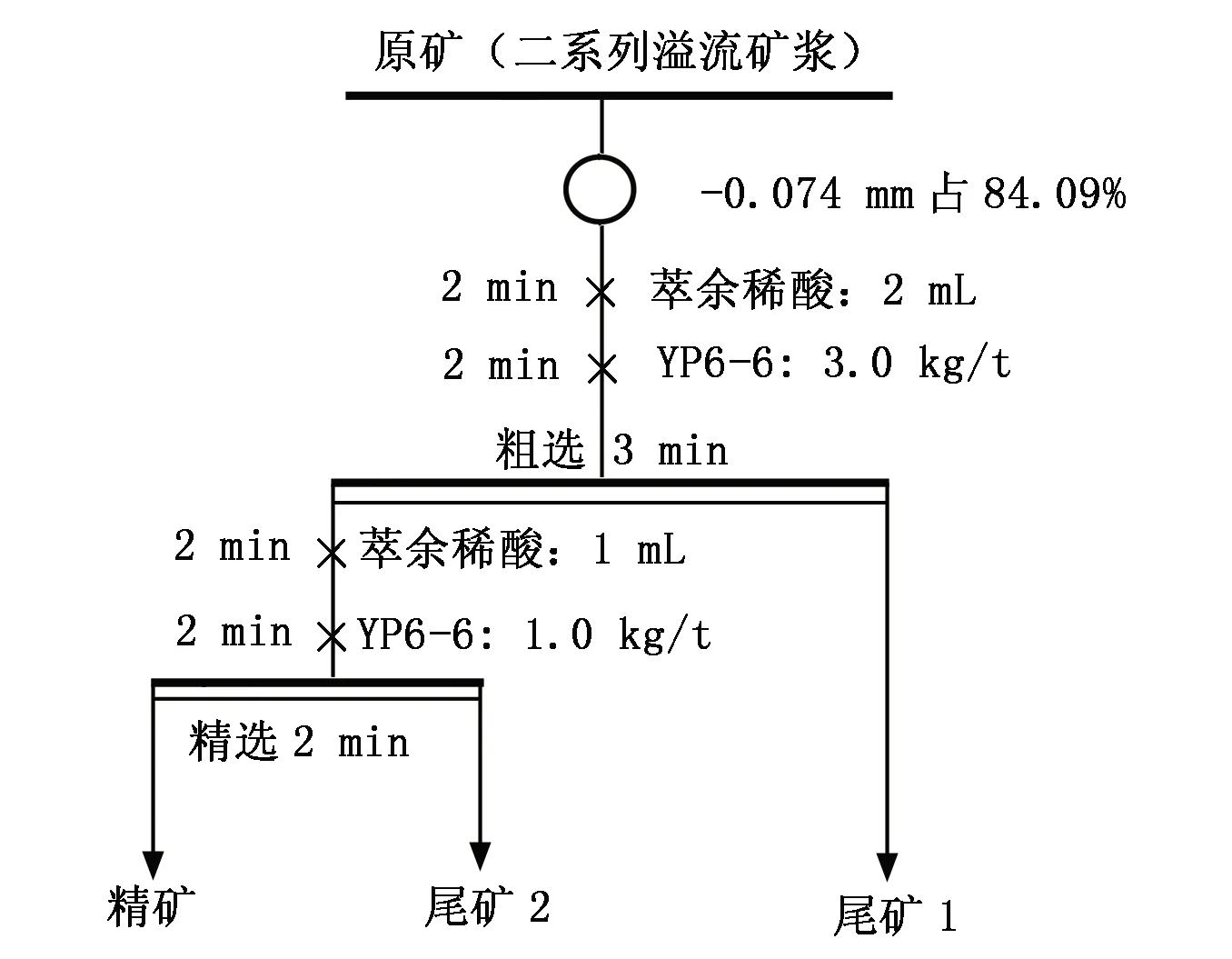
图 2 1粗1精工艺流程

表6 萃余稀酸平行验证试验结果
由表6可知:采用萃余稀酸作为调整剂,当其用量为3 mL时,1次粗选作业的精矿产率较高,但精矿MgO质量分数偏高;1粗1精工艺流程的精矿指标合格,且脱镁率最高。
通过试验得出,添加3 mL萃余稀酸作调整剂时,萃余稀酸用量为16.80 kg/t,和全硫酸流程硫酸用量相比,萃余稀酸用量略高。
2.3 萃余浓酸用作调整剂的用量试验
将萃余浓酸混匀后直接添加至浮选机进行萃余浓酸(实物量)用量试验,捕收剂用量为4.0 kg/t。试验采用1次粗选的反浮选工艺流程,结果见表7。
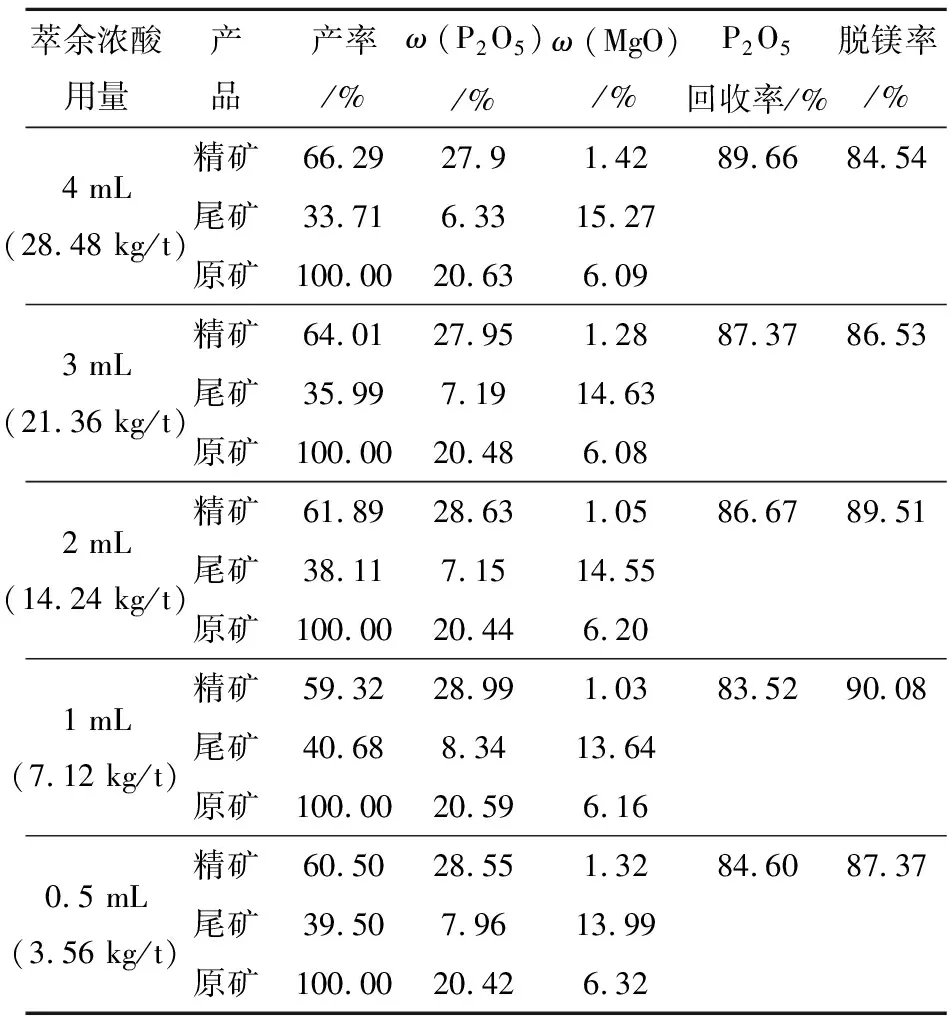
表7 萃余浓酸替代硫酸的用量试验结果
由表7可知,采用萃余浓酸2 mL作为调整剂,精矿产率为61.89%,脱镁率、精矿P2O5品位、P2O5回收率等指标均较好。综合试验结果,确定添加2 mL萃余浓酸、采用1粗1精的工艺流程进行验证试验,捕收剂用量为4.0 kg/t。验证试验结果见表8。
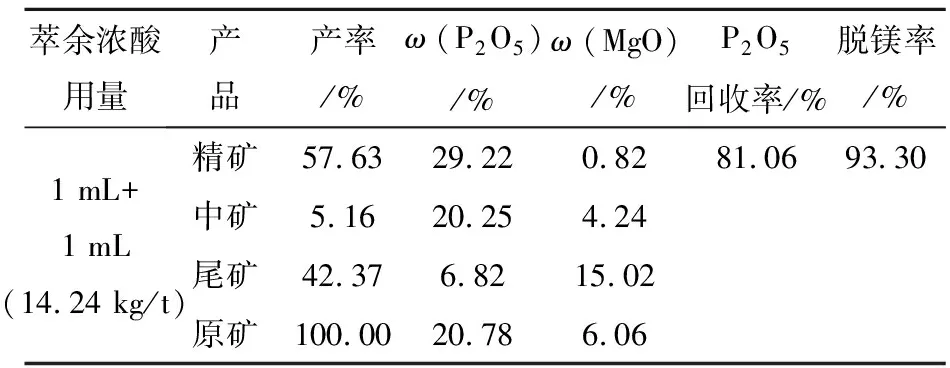
表8 萃余浓酸替代硫酸的验证试验结果
由表8可知,采用萃余浓酸作为调整剂时,按照1粗1精工艺流程进行选别,精矿指标合格。
通过试验得出,添加2 mL萃余浓酸作调整剂时,萃余浓酸用量为14.24 kg/t,和全硫酸流程硫酸用量相比,萃余浓酸用量略低。
2.4 回水稀释酸用作调整剂的用量试验
渣酸和萃余酸的黏度大、流动性差,生产时不易添加。为解决此问题,将渣酸、萃余稀酸用pH=2的回水稀释10倍后进行浮选试验。
2.4.1 回水稀释10倍后的渣酸用作调整剂的
用量试验
将渣酸用pH=2的酸性回水稀释10倍并混匀,稀释后的密度为1.15 g/mL;然后进行渣酸(实物量)用量试验,捕收剂用量为4.0 kg/t。试验采用1次粗选的反浮选工艺流程,结果见表9。
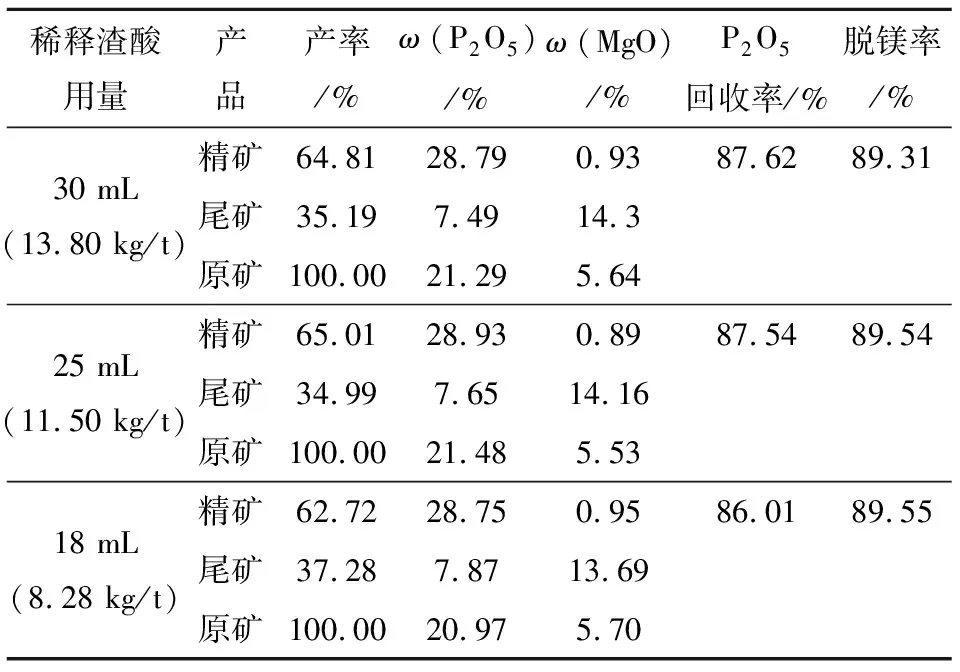
表9 稀释渣酸作调整剂的用量试验结果
由表9可知,采用回水稀释后的渣酸作为调整剂,当其用量为25 mL时,1次粗选的精矿产率为65.01%,脱镁率、精矿P2O5品位、P2O5回收率等指标均较好。
通过试验得出,用pH=2的酸性回水将渣酸稀释10倍后,渣酸最佳实物用量降为11.50 kg/t,和全渣酸流程渣酸用量为22.08 kg/t相比,用回水稀释10倍后的渣酸实物用量约降低一半。
2.4.2 回水稀释10倍的萃余稀酸用作调整剂的用量试验
将萃余稀酸用pH=2的酸性回水稀释10倍后混匀,然后进行萃余稀酸用量试验,捕收剂用量为4.0 kg/t。试验采用1粗和1粗1精的反浮选工艺流程,1次粗选流程变量为稀释萃余稀酸的用量。1粗1精的反浮选试验流程见图3。稀释萃余稀酸用量试验结果见表10。由表10可知:采用回水稀释后的萃余稀酸作调整剂,其用量为23 mL时,1次粗选精矿产率最高,为63.00%;1粗1精流程的脱镁率最高,为90.62%。

表10 稀释萃余稀酸作调整剂的用量试验结果
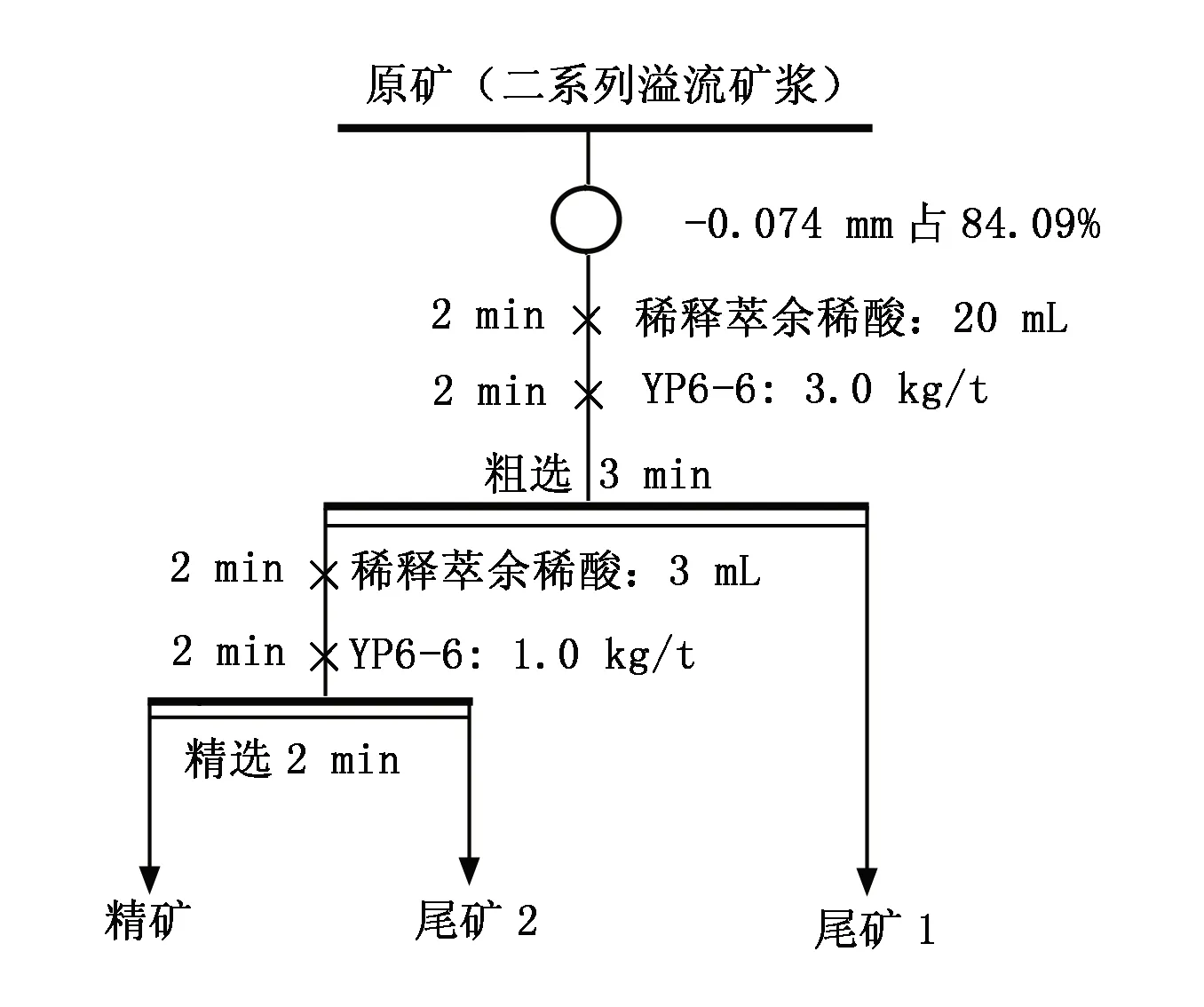
图 3 1粗1精反浮选试验流程
通过试验得出,用pH=2的酸性回水将萃余稀酸稀释10倍后,萃余稀酸实物用量约为10 kg/t,和全萃余稀酸流程萃余稀酸用量为16.80 kg/t相比,用回水稀释10倍后的萃余稀酸的实物用量约降低40%。
3 经济技术评估
对全硫酸流程、渣酸流程、萃余稀酸流程、萃余浓酸流程以及用酸性回水稀释后的药剂流程进行经济技术评估。
综合几种酸的最佳用量试验结果(见表4-表10),在捕收剂用量(4.0 kg/t)不变、精矿中MgO质量分数(0.8%~1.0%)相近的情况下进行经济技术评估,结果见表11。

表11 经济技术评估
4 结论
a.磷矿反浮选使用渣酸作为调整剂1次粗选的指标优于其他酸流程,矿化效果相比萃余酸要好,但直接使用渣酸作为磷矿反浮选调整剂,其用量大,生产成本高,和全硫酸流程相比,渣酸用量是硫酸用量的1.38倍。但从国内外其他浮选装置使用磷酸作为抑制剂的经验来看,使用渣酸不易在浮选过程中结钙,可以减少装置清钙成本,有效提高浮选指标和装置运行率。
b.萃余稀酸和萃余浓酸均需采用1粗1精的工艺流程才能得到合格指标,但单位精矿的药剂成本均会大幅上升。
c.渣酸中的白色固体残留物易沉降,且沉淀后密实,几乎没有流动性。如果考虑使用渣酸作为浮选调整剂,工程化时应解决渣酸的输送与添加时的管道堵塞问题。
d.渣酸、萃余稀酸用pH=2的酸性回水稀释10倍后的浮选试验结果表明,其可以达到浮选调整剂的效果,可以大幅降低用量,且精矿指标合格。
e.综合计算,回水稀释10倍后的萃余稀酸流程的药剂成本可以降至13元/t精矿,与全硫酸流程的药剂成本较为接近。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
矿产综合利用(2020年1期)2020-07-24
中学生数理化·高一版(2020年2期)2020-04-21
中国化肥信息(2020年2期)2020-01-20
中国化肥信息(2019年12期)2020-01-16
中国化肥信息(2019年4期)2019-01-17
中国化肥信息(2018年7期)2018-08-23
中国化肥信息(2018年6期)2018-08-23
中国化肥信息(2017年7期)2017-12-13
中学生理科应试(2017年2期)2017-04-01
