烟梗原料酶促打浆研究
2021-06-22 06:49赵梦醒王燕燕畅婉清祁浩成
天津科技大学学报 2021年3期
赵梦醒,王燕燕,畅婉清,祁浩成,王 昊,
(天津市制浆造纸重点实验室,天津科技大学轻工科学与工程学院,天津 300457)
作为烟草加工副产物,烟梗中所含化学物质组分与烟叶近似,可切丝后直接加入低档卷烟中[1];但由于烟梗的糖碱比、糖氮比和氮碱比不在适宜范围内,且细胞壁物质较高,大量添加会影响烟草薄片的风味,因而应用范围十分有限.目前国内外烟梗利用方法研究较多,如提取果胶[2-3]和烟碱[4-5]等物质,制备活性炭等[6-7]以及与碎烟一起生产烟草薄片.其中烟草薄片生产原料利用充分,且在一定程度上可以改善卷烟某些特性,是较常用且应用比例最大的方法.目前,烟叶加工后会产生1/3左右的烟梗等下脚料,可用于生产再造烟草薄片.我国每年用于生产烟草薄片的原料约12万t~16万t,但烟梗的实际利用率约为1/4[8].
在造纸法烟草薄片生产中,由于烟梗原料含大量半纤维素、果胶、木素、蛋白质等物质,若未经化学或生物处理直接打浆会导致纤维难以解离,影响打浆效果[9].而且烟梗浆杂细胞较多,影响成纸性能.烟梗浆打浆度增加,烟梗浆的纤维长度下降严重,影响烟草薄片成纸的强度性能[10].生物制浆技术是利用酶制剂或微生物对植物细胞壁进行破坏,促使纤维素有效分离和利用.生物酶预处理能有效地减少能量和化学品消耗,提高磨浆效率,降低磨浆强度,并改善成浆性能[11-13].纤维素酶和半纤维素酶作用于烟梗,可使纤维表面纹孔打开,烟梗纤维的吸水润胀和细纤维化能力提高,从而改善浆料打浆性能等,提高纤维素纤维的质量[14-18].
在纤维质量研究中,利用纤维筛分设备,对纤维原料进行分级,分别研究不同筛分的纤维特性,可更好地了解浆料的综合性质[19].王旸 等[20]研究APMP浆料筛分组分及其纤维形态等,发现R200范围内纤维对成纸松厚度和不透明度影响显著,R100范围内纤维对成纸强度影响显著.本文主要研究优化生物酶预处理条件,并对处理后浆料进行筛分处理,研究酶对不同筛分组分纤维特性的影响.
1 材料与方法
1.1 实验原料
实验用烟梗取自山东某烟草相关企业,切成2~3mm小段.实验用生物酶由诺维信(北京)公司提供,为液体食品级酶制剂.研究中所用生物酶以纤维素酶、半纤维素酶为主.其中纤维素酶有纤维素酶UO(普通纤维素酶,有部分半纤维素酶活力)、纤维素酶RO(内切纤维素酶)和复合纤维素酶3、4(含不同辅活力的纤维素酶),半纤维素酶有半纤维素酶H(半纤维素酶)和复合半纤维素酶(含植物细胞水解的各种酶).
1.2 实验方法
1.2.1 组合酶比例选取
前期研究表明纤维素酶和半纤维素酶预处理烟梗都能降低打浆能耗.按照烟梗原料中纤维素和半纤维素比例,经前期研究确定的酶组合为:纤维素酶UO、纤维素酶RO、复合纤维素酶3、复合纤维素酶4、半纤维素酶H和复合半纤维素酶,4种纤维素酶用量各20%,两种半纤维素酶各10%(质量比).
1.2.2 生物酶预处理条件优化
采用组合酶预处理烟梗原料120g(以绝干计),先按1∶4加水量取适量水,用0.1mol/L醋酸-醋酸钠缓冲液调节pH,然后加入适量组合酶,搅拌均匀加入原料,在一定温度下水浴处理一定时间.处理结束后甩干脱水,得到预处理原料.浆料经PFI磨磨浆后根据浆料磨浆情况对预处理工艺进行优化.
1.2.3 打浆与筛分
取酶预处理后烟梗原料120g(以绝干计),调整处理至原料水分为82%左右,每次取40g(以绝干计)用PFI打浆机进行打浆处理,打浆转数为8000转,测定打浆度,并根据烟梗浆打浆程度优化酶处理工艺.在最优酶预处理条件处理烟梗,控制浆浓为18%,用PFI磨进行打浆处理,直至烟梗浆打浆度在35°SR左右停止打浆,记录打浆能耗和能耗指数,实验重复3次取平均值.
取上述烟梗浆20g(以绝干计)进行解离,将解离后的烟梗浆注入71-03-04-0002型筛分仪中(荷兰BUCHEL有限公司).采用30、50、100、200、350目筛板进行多级筛分截留.在特定水流速度下,筛分20min ±10s 后,得到5个级别的纤维级分,分别记作R30、R50、R100、R200、R350,测定纤维特性,并对截流样进行烘干,质量恒定后计算各级分比例.
1.2.4 纤维分析
采用Fiber Fester 912型纤维分析仪(瑞典L&W公司)分析筛分后烟梗浆各级分纤维形态.
2 结果与讨论
2.1 酶对烟梗预处理最优工艺条件的确定
本文利用复合生物酶对烟梗原料进行预处理,拟通过生物酶的作用提高烟梗的打浆效果,改善纸浆质量.研究酶用量、处理时间、温度、pH 4个主要酶处理影响参数对浆料打浆度的影响.
2.1.1 酶用量对浆料打浆度的影响
在固定了酶组合情况下,在料液比1∶4(质量比)、pH 7、温度50℃条件下预处理1h,改变预处理过程组合酶用量(相对于绝干浆),研究酶用量对烟梗浆料打浆度的影响,结果如图1所示.由图1可知:烟梗浆料打浆度与酶用量呈正相关关系,烟梗原料在同样打浆转数下,打浆度随着酶用量增加呈逐渐上升趋势.与对照组相比,酶用量为2.0%时,打浆度从12°SR提升到31°SR,提高了19°SR.这是因为随着加酶量的增加,部分纤维素、半纤维素被酶解,使得纤维骨架裸露,纤维的比表面积增大,水分子进入纤维内部促进纤维的快速吸水润胀,纤维细胞壁结构变得更为松弛,故打浆度上升显著[21-22].生物酶,特别是纤维素酶对纤维的作用根据酶用量、作用强度不同,主要有两个作用效果:低强度、少量酶作用,以促进纤维分丝帚化为主,在机械打浆作用下,酶切开的应力脆弱点会断开,增加分丝帚化;高强度、大量酶作用会导致大量细小纤维从纤维上切下,细小组分会激增.因此,从酶用量角度考虑,酶用量为2.0%时效果最佳.但考虑到预处理酶用量过大会加剧纤维素酶对细小组分的切断作用,导致细小组分含量激增,滤水性能变差,不利于改善打浆效果.应保证在打浆过程中酶的作用以促进纤维分丝帚化为主.另外,单纯增加酶用量还会导致成本增加,且酶处理作用强度受时间、温度等因素的影响,为控制成本和酶作用强度,后续实验中还会对酶用量进行调整.

图1 酶用量对烟梗浆料打浆度的影响 Fig. 1 Effect of enzyme dosage on beating degree of tobacco cabo pulp
2.1.2 酶处理pH对浆料打浆度的影响
本研究所用酶为组合酶,各种酶均有各自合适的pH范围,为提高综合作用效果,在料液比1∶4、酶用量2.0%、反应温度50℃和反应时间1h的条件下,通过用醋酸和醋酸钠溶液调节组合酶作用pH,研究pH对浆料打浆度的影响,结果如图2所示.
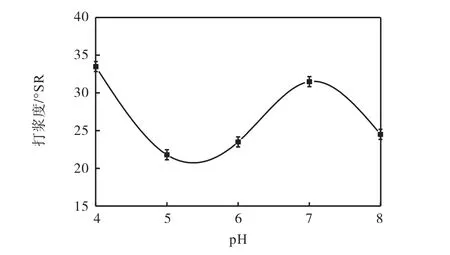
图2 酶处理pH对烟梗浆料打浆度的影响 Fig. 2 Effect of enzymatic treatment pH on the beating degree of tobacco cabo pulp
由图2可知:随着pH增加,烟梗浆的打浆度呈现先下降后上升再下降的趋势.在pH为4时,烟梗浆打浆度最高.这可能是在较低pH环境下(酸性条件),烟梗原料中半纤维素、果胶的溶解加强,使得细胞壁中氢键断裂,便于纤维素酶和半纤维素酶作用,在机械打浆作用下,容易发挥打浆效果.但此条件下对烟梗进行处理,成纸强度低、易发脆,对打浆不利.过量酸会影响烟梗抽提液的应用,且成本较高,因此不宜采用较低pH处理;随着pH增加,打浆度先增大后减小,在pH为7时打浆效果最好,打浆度达到31.5 °SR,因此采用pH 7作为合适pH在酶用量2.0%的条件下8000转打浆,打浆度接近目标值(30~35 °SR),成浆比较均匀.为控制成本,在后续条件筛选时拟将酶用量减到1.0%.
2.1.3 酶处理温度对浆料打浆度的影响
温度对酶作用效果有十分重要的影响,在一定范围内,温度的升高有助于催化速率加大[23].在料液比1∶4、酶用量1.0%、反应pH 7和反应时间1h的条件下,通过改变组合酶作用温度条件,研究温度对浆料打浆度的影响,结果如图3所示.

图3 酶处理温度对烟梗浆料打浆度的影响 Fig. 3 Effect of enzymatic treatment temperature on beating degree of tobacco cabo pulp
由图3可知:随处理温度升高,同样打浆强度下打浆度先增大后减小,在温度50℃的时酶作用效果最强,打浆度最大,为26.5°SR.随着温度进一步升高,生物酶快速失活,催化效果反而较差.在酶用量1.0%的条件下打浆度接近目标值(30~35°SR),由于酶处理作用强度还受处理时间的影响,同时考虑到经济成本等,将下一步酶用量减到0.5%.
2.1.4 酶处理时间对浆料打浆度的影响
在料液比1∶4、酶用量0.5%、反应pH 7和反应温度50℃的条件下,通过改变组合酶作用时间,研究时间对浆料打浆度的影响,结果如图4所示.由图4可知,随着处理时间的增加,打浆度呈上升趋势,但处理时间到4h后这一趋势趋于缓和.这是由于生物酶与纤维素渗透、结合、作用需要一定时间,随着时间的延长,部分酶失去反应活性,同时碳水化合物水解产物也会抑制生物酶作用,使得烟梗预处理的酶解速率下降[23].

图4 酶处理时间对烟梗浆料打浆度的影响 Fig. 4 Effect of enzymatic treatment time on the beating degree of tobacco cabo pulp
2.2 酶预处理对PFI打浆效果的影响
根据以上实验结果在确定的烟梗较适宜的处理条件(酶用量0.5%、pH 7、处理温度50℃、处理时间4h)下,考察酶预处理对PFI打浆效果的影响.
2.2.1 酶预处理对PFI打浆能耗的影响
打浆能耗是指打浆过程全过程消耗的总电能,包括电机空转消耗;能耗指数是打浆过程电机负荷一个指数变化,是反映打浆难易程度的一个指标,可以更精确反映打浆过程中电机输出功率,指数越高,浆料中由纤维素组成的纤维束越难解离.烟梗浆料打浆度为35 °SR时酶处理组和对照组烟梗原料40g(以绝干计)的能量消耗和能耗指数见表1.

表1 PFI打浆能耗及能耗指数 Tab. 1 PFI beating energy consumption and indexes
由表1可知:控制相同的打浆度(35 °SR),对照组打浆能耗和能耗指数均远高于酶处理组.打浆的目的是促进纤维的细纤维化和分丝帚化[24],生物酶的作用有利于纤维束的解离,促进打浆的进行,有利于进一步提高造纸法烟草薄片的强度性能.纤维素酶、半纤维素酶作用于烟梗可分散纤维表面的半纤维素,提高纤维表面吸水润胀程度,酶分子扩散、渗透到纤维内部,提高纤维的润胀及细纤维化[23].
2.2.2 酶预处理对纤维在不同级分中分布的影响
为更好地了解烟梗浆中不同长度的纤维的组成比例,得到纤维长度的分布情况,本研究对打浆后的烟草浆料进行筛分实验,更深入地研究打浆过程中纸料的变化,以便控制纸浆的质量.酶处理组和对照组烟梗浆筛分结果如图5所示.
由图5可知:在烟梗浆料打浆度相同的条件下,对照组纤维分布不均匀,没有R30级分的较长纤维,纤维主要分布在R50级分中(占比接近50%),R350级分比例占比为4.6%.酶处理组纤维分布比较均匀,主要集中在R30~R100范围内,且R30、R50、R100级分含量相差不大,占比分别为25.8%、27.5%、26.0%,说明纤维分布比较均匀.纤维素酶与半纤维素酶共同作用于烟梗细胞,使细胞壁分离,烟梗浆纤维纹孔打开,增加了烟梗的润胀程度,软化原料,并可在纤维表面创造较多的应力脆弱点,有利于分丝作用.与酶处理组不同,对照组打浆度提升主要靠机械作用(打浆过程中的齿轮的剪切作用和纤维间的相互摩擦),纤维出现横向断裂,导致纤维长度明显下降[25],这也是导致对照组浆料没有R30范围纤维的原因.

图5 酶处理组和对照组烟梗浆筛分结果 Fig. 5 Screening results of tobacco cabo pulp in the enzymatic treatment group and the control group
2.2.3 酶预处理对不同级分纤维特性的影响
纤维形态是植物纤维原料的基本特征之一,是评价浆料优劣的重要指标.为了进一步了解烟梗浆中不同长度的纤维的基本特征,对烟梗浆纤维进行纤维形态分析,得出纤维的平均长度、宽度、纤维扭结指数、细小纤维含量、纤维粗度等数据.酶处理对烟梗浆纤维形态的影响见表2.
由表2可知:在R30—R200这一区间范围内,酶处理组的纤维长度均大于对照组的纤维长度.经酶处理后R50、R100、R200分别增加了14.06%、15.69%和4.42%,R350减少了6.73%.结合纤维筛分数据可知酶处理组纤维平均长度明显高于对照组.其原因是经生物酶处理后烟梗纤维细胞壁被破坏,纤维表面纹孔打开,纤维结构变得疏松,容易吸水润胀,因而具有良好的柔韧性,纤维不容易被切断.
就烟梗浆平均宽度而言,除R30范围外,各范围内二者烟梗浆纤维宽度相差不大.经酶处理后R50、R100、R200分别增加了1.77%、6.30%和4.49%,R350减少了1.54%.结合纤维筛分数据可知,酶处理组纤维宽度略大于对照组.

表2 酶处理对烟梗浆纤维形态的影响 Tab. 2 Effect of enzymatic treatment on fiber shapes of tobacco cabo pulp
长宽比是评价浆料纤维成纸好坏的指标之一.通过以上分析可知,酶处理组的纤维长宽比要大于对照组.一般认为纤维长宽比越大,成纸时纤维与纤维间接触面积越大,成纸强度性能越高,所以生物酶预处理可以提高成纸性能.
一般来说,细小纤维是指造纸浆料中纤维长度小于0.2mm的纤维[26].浆料筛分可以分为长纤维组分、中等长度纤维组分和细小组分[27].由表2可知:经酶处理后R100和R200级分含量降幅分别为46.15%和18.24%,R350级分含量增幅为13.77%.结合纤维平均长度指标,R350这一范围内对照组和酶处理组纤维平均长度分别为0.208mm和0.194mm,这一范围内基本上都是细小纤维,且酶处理组的细小纤维含量高于对照组.由表2还可知:R350这一范围内纤维是烟梗浆细小纤维的主要来源.结合筛分数据可得,总体上酶处理组的细小纤维含量要高于对照组.这可能是由于生物酶可以直接作用于烟梗细胞壁使S1层破裂,S2层纤维素暴露产生细小纤维.酶的作用在细小纤维上造成应力脆弱点,在机械作用下使得细小纤维更容易脱落,因此细小纤维量略高;而对照组主要是受到打浆的揉搓和剪切作用得到细小纤维.
纤维粗度的大小与纤维的平均直径和周长有关,同时与细胞壁的长宽比、壁腔比有必然联系[28].纤维粗度随筛网目数的增加而逐渐减小.由表2可知:经酶处理后R50、R100、R350增加了35.64%、16.31%和0.23%,R200减少了4.10%.纤维粗度影响纤维的柔软度和结合力,进而影响成纸强度性能和成纸的Cobb值、透气度、平滑度[29].纤维粗度增大,成纸松厚度增加,有利于提高烟梗浸提液的涂布量;而成纸强度则下降,但由于酶处理组的纤维平均长度较高,这些影响可以忽略不计.由于对照组烟梗中含较多杂细胞,容易在打浆时被打碎、脱落下来,使得纤维粗度下降[30];而酶处理组由于生物酶作用使得细胞壁被破坏,大分子物质酶解,部分杂细胞在预处理过程中溶出,纤维粗度高于对照组.
纤维细胞壁受损后会出现突然而生硬的转折,这一现象被看作纤维扭结[26].纤维扭结指数高会降低成纸强度性能,如抗张强度、撕裂强度等.由表2可知:在R50范围内酶处理组纤维扭结指数低于对照组,其他范围内酶处理组纤维扭结指数均较高.经酶处理后R50减少了4.96%,R100、R200、R350增加了23.02%、38.67%和0.14%.结合纤维筛分数据可得,酶处理组的扭结指数略高于对照组.一般来说,纤维越长,其卷曲率和扭结指数也越大[31].由于酶处理组纤维平均长度较长,所以酶处理组的扭结指数高于对照组.打浆使得纤维磨断变短,并且还存在拉直作用,使得卷曲、扭结状态逐渐减少消失,但由于对照组纤维柔韧性较差,容易受机械作用撕裂扭结,所以对照组和酶处理组扭结指数相差不大.
2.2.4 酶预处理对纤维微观结构的影响
烟梗浆纤维SEM图如图6所示.从图6可以看出,酶处理后烟梗浆表面纤维轮廓变得清晰,部分纹孔膨胀打开,纤维表面变得粗糙.这说明纤维素酶和半纤维素酶共同处理烟梗可以促进烟梗浆纤维的细纤维化和分丝帚化,改善烟梗浆品质.

图6 烟梗浆纤维SEM图 Fig. 6 SEM images of tobacco stem pulp fiber
3 结 论
(1)采用纤维素酶、半纤维素酶对烟梗进行处理,在酶用量0.5%、pH 7、温度50℃条件下处理4h;同样打浆度条件下,生物酶预处理可以有效降低打浆能耗,与对照组相比降低37.21%,能耗指数降低了35.50%.
(2)筛分结果表明生物酶预处理烟梗浆料纤维分布更均匀,而对照组由于纤维被切断,没有R30长纤维.
(3)筛分级分纤维形态分析表明:经酶处理后,R50、R100、R200纤维平均长度和纤维宽度增加,R350纤维平均长度、纤维宽度减少;R100和R200细小纤维含量减少,R350细小纤维含量增加,而R50含量没有变化;酶处理后R50、R100、R350纤维粗度增加,R200纤维粗度减少;R50扭结指数减少,R100、R200、R350扭结指数增加.
(4)烟梗浆SEM图分析表明:生物酶处理烟梗可以促进烟梗浆纤维的细纤维化和分丝帚化.
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
内江科技(2022年9期)2022-10-27
中国矿业(2022年10期)2022-10-19
昆钢科技(2022年2期)2022-07-08
昆钢科技(2022年1期)2022-04-19
新材料产业(2019年9期)2019-10-30
佛山陶瓷(2017年7期)2017-09-06
现代农业科技(2017年9期)2017-06-20
中国纤检(2016年8期)2016-10-22
科技创新导报(2016年5期)2016-05-14