
重碱湿分解法联产饲料级和食品级小苏打新工艺的研究
2021-06-18 06:53:10刘宇娜王松晓唐晶晶
纯碱工业 2021年3期
刘宇娜,王松晓,唐晶晶
(天津渤化永利化工股份有限公司,天津 300452)
小苏打(学名碳酸氢钠)是重要的无机化工产品,广泛应用于各大行业,包括食品、消防、化工、医药和橡胶等,在国民经济中占有重要的地位[1-2]。小苏打的生产方法包括复分解法、气液相法和天然碱法等。气液相法即纯碱碳化法,因其产品质量稳定可靠,是国内生产小苏打的主要方法[3]。我公司小苏打生产工艺采用的就是纯碱碳化法,该过程主要包括化碱、过滤除杂、碳化分离和干燥,生产能力为10万t/a。其中纯碱的来源大多是重灰大颗粒碱、土碱和高盐碱等次品碱。但由于该工艺存在自身的缺陷:生产流程长、设备多、运行和维护费用高和能耗高[4];随小苏打需求量的提高,仅次品碱不能满足需求,进而转向优质的纯碱,增加成本和造成资源浪费。
如将联碱碳化塔制备出的重碱经处理直接制备成小苏打产品,可节省煅烧能量,减少碳化过程,降低小苏打生产用料成本,使产品在价格上具有优势。故本研究在此基础上,开展了相关试验,研究了重碱湿分解法联产饲料级和和食品级小苏打新工艺。
1 试验部分
1.1 试验原理
重碱中含有碳酸氢铵及碳酸钠等杂质,重碱在加热过程中游离水分最先蒸发,然后是铵盐分解,随后是碳酸氢钠分解, 最后会有少量的碳酸氢钠分解很慢。上述分解过程交错进行,因此将重碱与苏打母液按照一定比例配制成物料进行湿分解反应,控制合适的分解温度及分解时间,可以除去大部分碳酸氢铵,过滤后使用饱和苏打水洗涤,可以将碳酸钠和未分解的碳酸氢铵除去得到饲料级小苏打产品;对滤液进行碳化并洗涤,可使产品达到食品级小苏打标准。
其中碳酸氢铵和碳酸氢钠的分解反应方程式如下:
NH4HCO3→CO2↑+NH3↑+H2O↑
(1)
2NaHCO3→Na2CO3+CO2↑+H2O
(2)
1.2 试验原料及产品指标
该试验选用重碱和小苏打母液作为原料,其组成见表1。

表1 原料组成表
依据国家标准(GB1887~2017),食用小苏打指标和饲料级指标如表2所示:
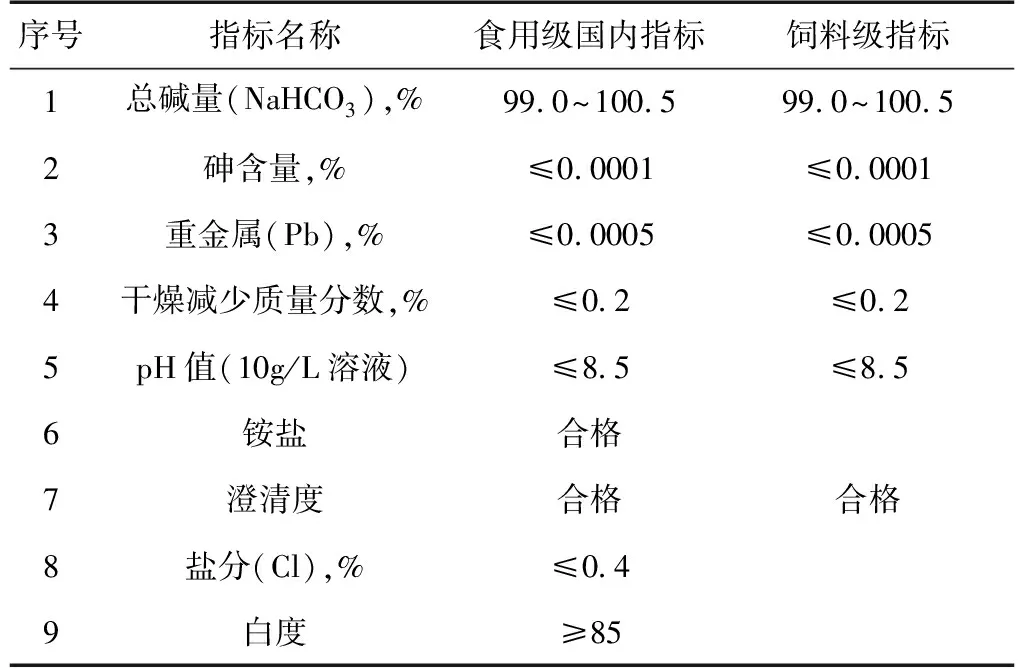
表2 小苏打质量指标标准
1.3 试验装置
重碱湿分解法试验采用加热蒸发及冷却系统,试验系统如图1所示。
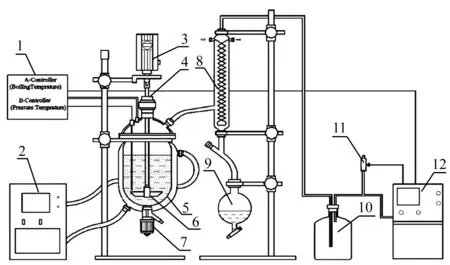
1.蒸汽压力显示器 2.油浴恒温槽 3.搅拌控制器 4.密封轴 5.双层玻璃蒸发器 6.搅拌桨 7.排料阀门 8.冷凝器 9.冷凝水瓶 10.缓冲瓶 11.真空度控制阀 12.真空泵图1 加热蒸发及冷却试验系统
该装置共包括三个系统:
蒸发系统:三层玻璃的反应釜、搅拌机、排料
加热系统:由Huber导热油炉控制
冷凝及冷却系统:反应釜的冷却由Huber导热油炉控制;蒸汽冷凝采用冷水机及冷水循环系统。
1.4 试验步骤
试验流程如图2所示。

图2 试验流程图
依据该试验流程图,重碱湿分解试验步骤如下:
①计算配制2∶5固液比(接近于工业化比例)的分解溶液,使用苏打母液进行化碱,配制成为化碱液;
②调节反应釜温度,对化碱液进行不同时间的加热分解;
③对加热不同时间的化碱液进行取样、固液分离、使用苏打母液洗涤;
④对加热除铵后的母液进行碳化,固液分离,并洗涤;
⑤将得到的湿固相样品于烘箱进行干燥;
⑥检测结果与分析。
2 结果与分析
2.1 固液比的选定
工业生产过程对固液比选择要求比较严格,固液比过大,易发生管道堵塞,固液比过低影响产量,本试验中结合工业经验数据,经过计算采用固液比例为2∶5。
2.2 不同加热时间碳酸氢铵含量的考察
将重碱和苏打母液按照2∶5的比例进行配置。设定加热温度为90 ℃,测定不同加热时间溶液中碳酸氢铵的含量,结果如下。

表3 不同加热时间下碳酸氢铵的含量
从表中结果可以看出,碳酸氢铵在溶液中的含量随加热时间逐渐减少,在0~30 min的时候分解的最快。考虑时间太短铵含量过高以及能耗等原因,结合产品指标,经计算加热时间为60 min为最佳。
2.3 不同洗涤比例的配制饱和苏打水洗涤结果
使用苏打母液与粗重碱按照固液比为2∶5进行配置,设定加热温度为90 ℃,加热时间60 min,对溶液进行固液分离后直接使用不同比例的配制饱和苏打水洗涤,找出试验最佳洗涤比例。试验结果如表4所示。
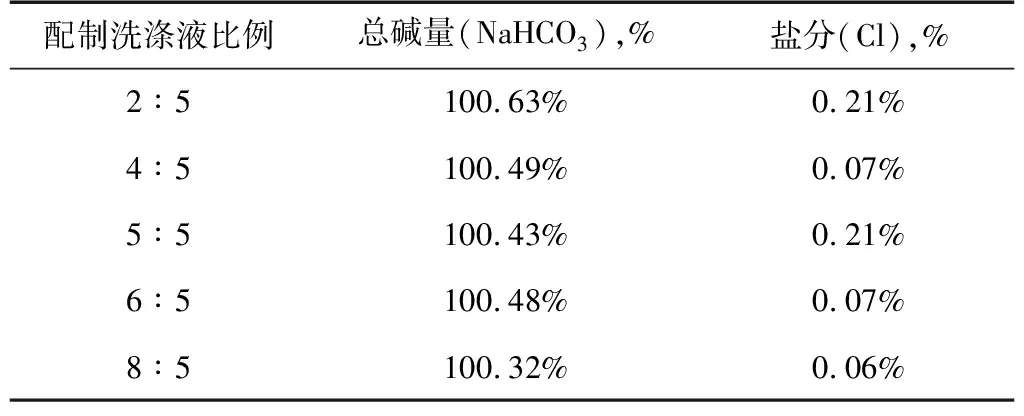
表4 不同洗涤比例洗涤结果
从上述试验结果可以看出,只有当洗涤比例为2∶5时,总碱量没有合格,其余的总碱度都合格,氯离子指标全部合格。考虑到经济性,将最佳洗涤比例定为4∶5。
2.4 食品级小苏打制备过程中洗涤比例的考察
将制备饲料级小苏打后的母液碳化后进行固液分离,得到的湿固相使用配制饱和苏打水洗涤,考察不同洗涤比例对小苏打产品中相关成分的影响,试验结果如表5所示。

表5 不同洗涤比例洗涤结果
从上述试验结果可以看出,只有当洗涤比例为2∶5时,总碱量没有合格,其余的总碱度都合格,氯离子指标全部合格。并且铵盐在洗涤比例4∶5以上也能达到合格。综合考虑,将最佳洗涤比例定为4∶5。
3 结 论
试验表明将联碱碳化工序制备的粗重碱与苏打母液按照一定比例混合后,经加热及洗涤可制备出饲料级小苏打产品,制备饲料级小苏打产品后得到的母液,经碳化、离心及洗涤可制备出食品级小苏打产品。
该方法克服了小苏打生产流程长、设备多的缺点,降低了生产能耗,能够使得小苏打产量大大增加,符合 “低投入、高产出、低消耗、少排放、能循环、可持续的发展模式”。
猜你喜欢
石油商技(2023年3期)2023-12-11 03:52:08
儿童时代·快乐苗苗(2023年4期)2023-06-07 03:26:12
儿童时代·快乐苗苗(2023年1期)2023-04-01 02:38:38
云南化工(2021年11期)2022-01-12 06:06:32
文萃报·周五版(2021年37期)2021-10-09 18:14:07
化学与粘合(2021年1期)2021-03-08 10:22:54
小哥白尼(趣味科学)(2020年11期)2021-01-18 06:13:42
中国化妆品(2018年5期)2018-06-28 06:22:12
安徽化工(2018年2期)2018-05-22 06:31:14
金色少年(奇趣科普)(2016年3期)2016-07-28 02:08:00
