
基于PLC的全自动盖章机控制系统设计
2021-06-17 09:04刘欢欢
电子制作 2021年8期
刘欢欢
(天津理工大学中环信息学院,天津,300380)
0 引言
随着科学技术的发展,办公自动化程度的提高,人们对办公设备的需求也越来越高。所以急需一种自动化设备替代人工盖章。盖章机在其中有着非常重要的地位,特别是在一些需要大量盖章的地点,如高等院校、工厂企业、行政机关等。目前较多都是手动盖章,不但操作强度大、效率低,而且存在着印章质量不稳定、字迹不清晰等缺陷。全自动盖章机的发明将解决人工盖章时存在的隐患,减少办公室的盖章业务的工作量,减少人工操作,促进业务发展,降低企业运营成本,提高经济效应和工作效率[1]。
1 盖章机总体设计
盖章机的机械结构示意图如图1所示,其中盖章机模块通过伺服电机1和伺服电机2带动滚珠丝杠直线单元来定位盖章位置,进纸位置由搓纸轮电机带动搓纸轮进行定位,皮带轮电机带动皮带转动,进行纸张的输送,实现待盖章文件的传送。

图1 盖章机机械结构示意图
盖章机的传感器布置示意图如图2所示,光电开关123自右向左分别是光电开关1、光电开关2、光电开关3,其中光电开关1用来检测纸张是否到达搓纸轮位置,光电开关2用来检测纸张是否到达皮带轮进纸位置,光电开关3用来检测纸张是否到达待盖章位置。出纸传感器也可以采用光电开关来实现,可以检测纸张是否已经经过盖章机,用来计算盖章数量[2]。

图2 盖章机传感器布置示意图
2 盖章机工作流程分析
按下启动按钮,整机通电,复位,机器处于待机状态,可以通过触摸屏进行登录验证,并令两个伺服轴手动回原点,通过触摸屏输入需盖章纸张的数量和盖章位置之后,按下触摸屏启动按钮,伺服电机1进行横向定位,之后伺服电机2进行纵向定位[3]。
如果光电开关1检测到纸张到达进纸处,则直流电机1控制的搓纸轮运行,将需要盖章的纸张搓入机器中,这时,如果光电开关2检测到纸张到达预定位置,搓纸轮将停止运行,直流电机2控制的皮带轮运行,将纸带入盖章地点,如果光电开关3检测到纸张到达盖章地点,则直流电机3控制的盖章机构运行,进行盖章动作,完成盖章动作后,印章回到原来位置,蘸取印泥之后,如果光电开关3检测到纸张还在盖章位置,则直流电机2控制的皮带轮运行,将纸送出盖章机[4]。
在纸到达出纸口的过程中,如果出纸传感器检测到纸张通过,则计数一次,如果计数次数小于需盖章纸张数量时,则继续进行进纸盖章的往复动作,如果计数次数大于等于需盖章纸张数量时,伺服电机2在纵向进行复位,通过伺服原点接近开关2回零,伺服电机1在横向进行复位,通过伺服原点接近开关1回零。
盖章机运行工作流程图如图3所示。

图3 盖章机运行工作流程图
3 PLC选型及设计
PLC是一种可编程逻辑控制器,它使用可编程存储器来存储内部程序、面向用户的指令,如逻辑操作、顺序控制、定时,通过数字或模拟输入和输出,计算并执行算术运算,控制不同类型的机器或生产过程。上述盖章机工作流程可以使用顺序控制的方法来实现,选用西门子S7-200系列PLC,所需输出信号为:2台伺服电机的控制,每台伺服电机需要脉冲输出控制与方向控制;3台直流电机的控制,其中盖章电机需要控制正反转,采用两个继电器进行控制,搓纸轮运行电机和皮带轮运行电机只需要控制一个方向的运行,各需要一个继电器控制,因此输出总共需要8个输出点。所需输入信号包含整机启动、整机停止、各位置传感器,各轴限位传感器等,共12个输入点。PLC的I/O分配表如表1所示。
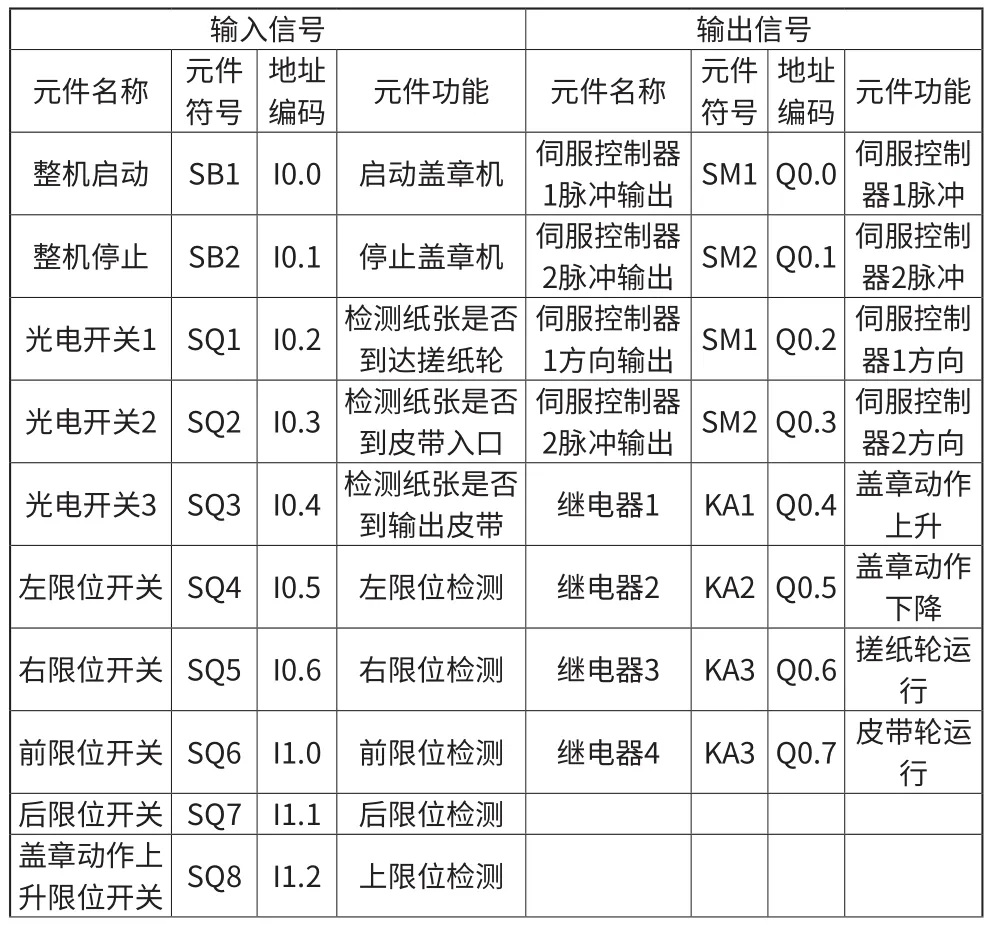
表1 PLC I/O分配表

盖章动作下降限位开关 SQ9 I1.3 下限位检测出纸检测开关 SQ12 I1.4 检测出纸
综上,全自动盖章机需要12个输入点和8个输出点,其中2个输出点为高速脉冲输出,因此CPU选用CPU224型号,其具有14个输入点和10个输出点,2个20kHz高速脉冲输出点,此外具有一个RS-485通信接口,可用于程序下载以及触摸屏连接。CPU224型号的DC5V供电能力为660mA,DC24V供电能力为280mA,DC5V可用于扩展模块供电,为系统预留了充足的可扩展空间,DC24V供电源可用于传感器供电,本盖章机系统需要10个传感器,共同工作时可能会引起供电电流不足带来的传感器不灵敏的现象,为了保证系统的可靠稳定运行,传感器电源采用外部单独供电的方式。本控制系统的PLC输出为外接继电器方式,工作频率并不高,因此可以选定PLC的CPU型号为CPU224 DC/DC/RLY。
完成PLC接线以后,采用顺序控制编程方法根据给定的工作顺序,在每个输入信号的作用下,根据内部状态和时间的顺序,使每个输出信号在生产过程中自动地、有序地工作,因此按照顺序控制的方法绘制控制流程图,并完成全自动盖章机的程序编写,经过仿真运行,可以实现盖章工作的有序进行。
4 总结
本论文中全自动盖章机在控制方面采用了PLC控制,通过编写梯形图,控制PLC发出控制信号,进而驱动电机,带动相关机械结构,完成精准的盖章动作。盖章机将用于在高等院校、工厂企业、行政机关等地点,代替低效率,传统的手工盖章[5]。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
少儿画王(3-6岁)(2022年2期)2022-02-22
快乐作文(1.2年级)(2021年12期)2021-03-21
汽车零部件(2020年4期)2020-05-25
中国电气工程学报(2019年25期)2019-09-10
科学与财富(2019年11期)2019-08-06
电机与控制学报(2018年9期)2018-05-14
科技创新导报(2016年4期)2016-11-19
作文大王·笑话大王(2016年10期)2016-10-18
中国经贸导刊(2015年36期)2015-12-31
