燃烧器空压冷却系统的改进设计
2021-06-11 14:26史成云
今日自动化 2021年1期
关键词:燃烧器
史成云


[摘 要]制丝车间梗线烘丝作业使用的设备是SH753燃油(气)管道式烘丝机,SH753型管道式烘丝机用于在线梗丝的膨胀和干燥定型。通过对H753燃油(气)管道式烘丝机燃烧器空压冷却系统的改进设计,提升了设备的运行效率,降低了空压能耗。
[关键词]燃烧器;空压冷却;炉膛温度;火焰探测器温度
[中图分类号]TH45 [文献标志码]A [文章编号]2095–6487(2021)01–00–02
Improved Design of air Pressure Cooling System of Burner
Shi Cheng-yun
[Abstract]The equipment used in the stalk drying operation in the silk workshop is the SH753 fuel (gas) pipeline dryer. The SH753 pipeline dryer is used for the expansion and drying of the on-line stalk. Through the improved design of the air pressure cooling system for the burner of the H753 fuel (gas) pipe dryer, the operating efficiency of the equipment is improved and the air pressure energy consumption is reduced.
[Keywords]burner; air pressure cooling; furnace temperature; flame detector temperature
SH753型管道式烘丝机利用气流干燥原理,靠短时高温的作用去除梗丝内多余的水分,使其膨胀的体积固定下来,使处理后的叶丝水份达到11%~14%,填充值大于6.0 cm3/g,以满足卷烟工艺要求。
1 原理简介
气流干燥烘丝机的欧宝燃烧炉由炉本体、燃烧器、助燃风机、电气控制系统组成,在整个工艺加工流程中,燃烧炉提供烘丝所需要的热能。设备使用要求:炉内温度高于100 ℃时,必须使用空压气进行冷却,保证燃烧器点火头部位(即火焰探测器)不至于长期处在在高温环境下,延长火焰探测器的使用寿命。因此,炉头空压系统是烘丝机的稳定运行的保障,对其的维护至关重要。
2 原因分析
位于梗线SH753烘丝机端部的燃烧器,其炉头部位工作温度要求为80 ℃,生产过程通过人工开取手动阀持续供给空压气进行冷却,使炉头温度在80 ℃上下浮动且不超过100 ℃,以保证烘丝机稳定运行。
但生产时的炉头温度是波动变化的,在某些时段温度会出现低于80 ℃的情况,此时显然不需要空压冷却。但在实际生产中,每天由操作人员从开机预热打开空压阀门、到停机后关闭空压阀门,期间空压气一直在吹炉头,导致空压的无效利用,给车间带来了不必要的消耗。通过调查,发现SH753型管道式烘丝机燃烧器在生产中,炉头温度低于80 ℃以下的时间段有4个(预热、换牌、交接班、停机)。为杜绝能源浪费现象、降低空压机能耗,燃烧器空压冷却系统的改进设计势在必行。
3 燃烧器空压冷却系统的改进设计
3.1 改进设计思路
基于“温度变化→阀门开关”的思路编写PLC程序,设计当炉膛传感器温度高于设定值时,PLC程序控制电磁阀开启,启动空压冷却;当炉膛传感器温度降低到设定值以下时,PLC程序控制电磁阀关闭,停止空压冷却。工作流程,如图1所示。
3.2 建立控制模型
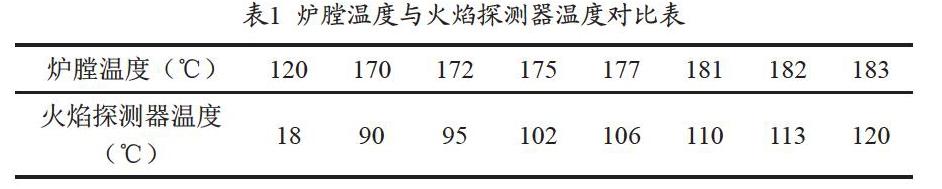
燃烧炉炉膛装有温度传感器,如何靠这个反映炉膛温度的传感器来反映火焰探测器温度?关键在于找出炉膛温度和火焰探测器温度之间的关系。选定生产预热时间段与随机的一个加工批次时间段作为时间范围,然后查阅传感器读数,实时测量燃烧器火焰探测器温度,将采样的8组数据通过列表对比,如表1所示。
接着建立回归直线方程来反映二者之间的关系,分别将两个变量设置为x(炉膛温度)、y(火焰探测器温度),设回归方程为y^=bx+a,根据公式列出:
b=(x1y1+x2y2+…+x8y8-8)÷[(x1)?+(x2)?+…+(x8)?-8()?]
a=-b
带入数据后求出:b=1.59,a=-170,即:y=1.59x-170。
接下来就是求出电磁阀的开合温度节点了。分3个时段进行讨论。
(1)预热段:已知炉头的最高工作温度为100 ℃,最佳工作温度上限为80 ℃,带入上面求得的公式,可以算出在日常生产中对应80 ℃炉头温度的炉膛温度为:(80+170)÷1.59=157.2 ℃。即预热段探测到炉膛温度为157.2 ℃时,应开启空压。
(2)加工段:一直开启空压冷却。
(3)冷却段:在冷却阶段,当空压关闭后,炉头内部因为热循环,温度会有一定程度回升,为了使炉头温度始终保持在80 ℃之下,控制系统需要考虑在冷却阶段对回归模型进行温度补偿,而需要补偿的温度则通过统计来求出。为此,选择了停机时段进行记录,当炉头温度降低至80 ℃时,关闭空压,然后对其温度变化情况进行统计,每分钟测量一次,得到如表2所示数据。
在冷却时,当炉头冷却空压停止后,其温度变化情况,如图2所示,温度从80 ℃左右上升到100.5 ℃后开始下降,然后就不再升高,也就是在冷却过程中,炉头温度实际还会回升100.5-79.6=20.9 ℃,这就是需要补偿的温度绝对值。
因此,停止冷却空压的炉头温度应为:80-20.9=59.1 ℃,再根据回归模型计算得出设炉头温度为59.1 ℃时,炉膛温度=(59.1+170)÷1.59=144.1 ℃。即冷却段探测炉膛温度为144.1 ℃时,方可关闭自动冷却装置停止空压。
3.3 进行编程调试
根据实际运行情况对PLC程序进行多次调试,保证燃烧炉头温度达到相应温度时,电磁阀能及时打开或关闭,保证整个控制系统达到预期的设计效果。
4 效果检查
改进完成后查阅了生产班记录、设备运行记录和中控室的电脑归档数据,如表3所示。
经统计计算得电磁阀关闭时间为2733 min/月,通过查看《管径流量流速对照表》后,发现此处空压流量为3.4 Nm3/min,由此可得:月可节约压缩空气量=3.4×2733=9292.2 Nm3,年可节约压缩空气耗量=9292.2×12=111506.4 Nm3。
5 结语
解决燃烧器空压能耗过大的问题,为车间节能降耗工作做出了贡献。实现了设备的经济运行,为工厂的创优对标、精益管理工作贡献一份力量。
参考文献
[1] 国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
[2] 高国桑.自动控制原理[M].广州:华南理工大学出版社,2009.
[3] 劉朝贤,孔臻,张大波.烟草加工工艺技术发展现状与趋势[C].2012年—2013年烟草科学与技术学科发展研究报告.2013.
[4] 陈良元.卷烟生产工艺技术[M].郑州:河南技术出版社,2002.
猜你喜欢
山东工业技术(2019年20期)2019-07-23
西部论丛(2018年5期)2018-08-25
科学导报(2018年32期)2018-05-14
科学与财富(2018年9期)2018-05-14
科学与财富(2017年18期)2017-07-09
小学阅读指南·高年级版(2016年5期)2016-05-28
科技与创新(2014年23期)2014-12-22
现代家电(2014年15期)2014-10-23
中国水运(2014年7期)2014-08-11
科技创新与品牌(2012年7期)2012-08-06