
机织三维角联锁结构织物复合板材的制备与力学性能研究*
2021-06-10 06:41:18贺晓亚
产业用纺织品 2021年2期
张 默 贺晓亚
1.成都东软学院,四川 成都 611844;2.江西服装学院,江西 南昌 330201
20世纪60年代,为更好地满足航空航天等尖端科技的需要,各种仿生复合材料[1]、温敏复合材料[2]、梯度复合材料[3]等应运而生,复合材料迅速发展。其中,质轻、高强、高模的复合材料,如对位芳纶防弹材料[4]、碳纤维车体复合材料等[5],备受尖端工业制造的青睐。目前,复合材料的制备工艺主要包括:将纤维材料作为增强体与基体材料进行复合制备纤维增强复合材料;将不同芯材与表面材料复合制备夹层复合材料;将硬质细粒均匀分布到基体材料内部制备细粒复合材料;将两种及以上增强材料混杂制备混杂复合材料等[6-8]。
机织三维角联锁结构织物具有设计性强、强度高和耐冲击等特点[9],本文为进一步增强其力学性能,选择机织三维角联锁结构织物作为增强材料,通过将其与树脂复合,制备力学性能优异的复合板材,并测试复合板材的性能,为今后复合板材的开发提供参考。
1 试验部分
1.1 材料
涤纶线(线密度为210 tex,捻系数为94,市售),HR-197双酚A型不饱和聚酯树脂(市售)。
1.2 仪器与设备
INSTRON 5590型万能材料试验机(美国英斯特朗公司)、SGA598型全自动剑杆织机(江阴市通源纺机有限公司)、Practum 213-1CN电子精密天平(精度0.001 g,德国赛多利斯集团)、XCJD-50型数显简支梁非金属材料冲击试验机(承德优特检测仪器制造有限公司)、2BV型不锈钢水环式真空泵(上海博禹泵业有限公司)。
1.3 试样制备
1.3.1 织物的设计与织造
采用线密度为210 tex的涤纶线设计并制备了3、5和8层机织三维角联锁结构织物,其结构示意和上机组织图分别如图1和图2所示。
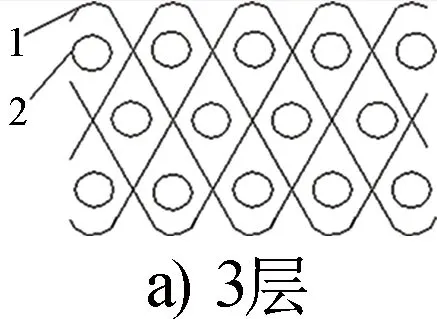
1——经纱;2——纬纱
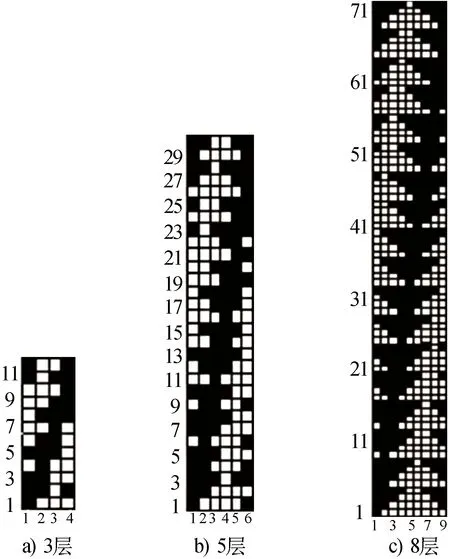
图2 机织三维角联锁结构织物的上机组织图
机织三维角联锁结构织物的上机参数设计:总经纱根数为130,每筘齿入1根经纱;经纱密度为85根/(10 cm),纬纱密度为120根/(10 cm)。
织造流程主要包括常规的整经、穿经、穿筘、织造和整理等。
此外,为固定剪断的纬纱,避免纬纱卷入织物中,影响织物质量,织物边缘采用绞综设计,以提高复合板材的整体力学性能。
1.3.2 复合板材的制备
机织三维角联锁结构织物与树脂复合的工艺原理如图3所示。
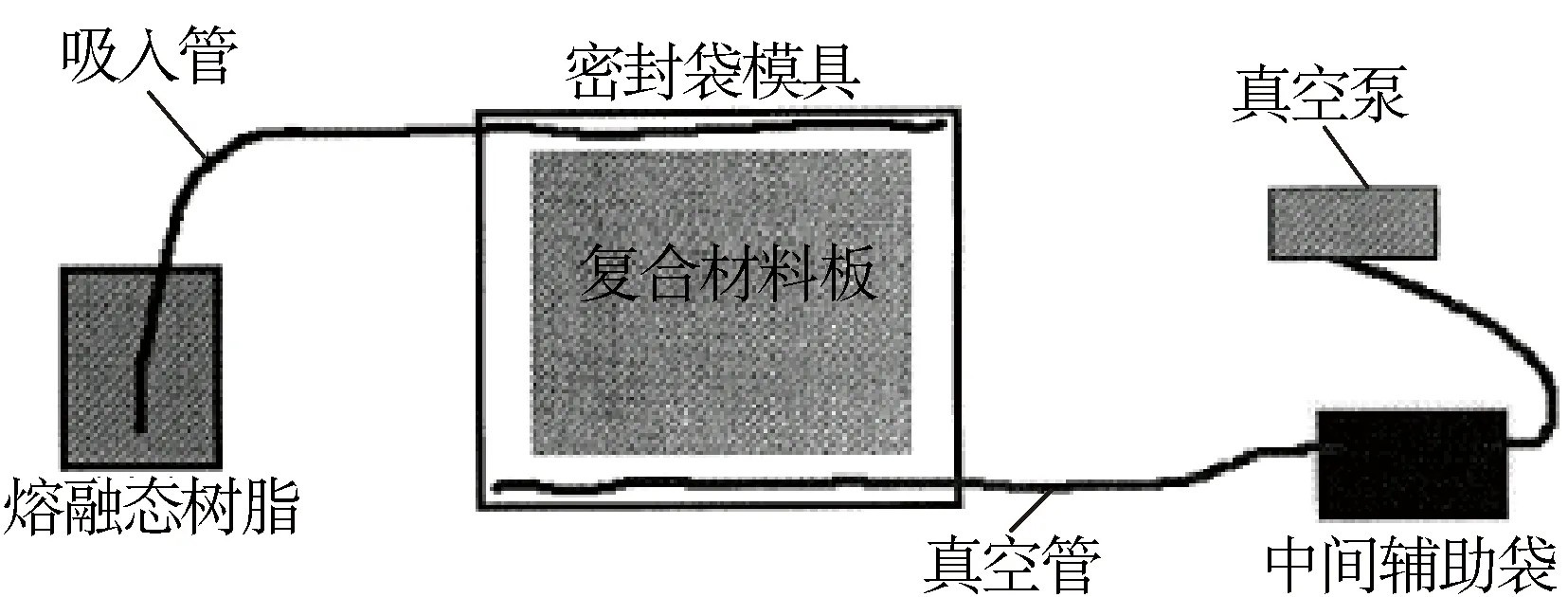
图3 复合板材制备的工艺原理
准备适合机织三维角联锁结构织物的密封袋模具和吸入管。吸入管的一端置于密封袋模具的上端,另一端置于温度为60 ℃、黏度较小的熔融态树脂中。密封袋模具的底端插入一根真空管,真空管通过接入中间辅助袋后与真空泵连接,利用真空泵产生的负气压将熔融态树脂吸入密封袋模具中,对机织三维角联锁结构织物进行注脂。然后,降温至20 ℃使树脂凝固,2 h后去除密封袋模具,即制得机织三维角联锁结构织物复合板材。
此外,本文还在相同条件下用散乱纤维作为增强体,制备了纤维随机分布的复合板材作为对比试样。
为研究单位体积纤维含量即复合板材中纤维体积占复合板材体积的百分数对复合板材力学性能的影响,本文以8层机织三维角联锁结构织物复合板材为例,通过改变树脂的用量,制备单位体积纤维含量为36.91%、41.48%、48.59%、55.37%和62.57%的8层机织三维角联锁结构织物复合板材,以及相同单位体积纤维含量的纤维随机分布复合板材,比较它们的力学性能。另外,本文还制备了单位体积纤维含量为55.37%的不同层数的机织三维角联锁结构织物复合板材,研究机织三维角联锁结构织物层数对复合板材力学性能的影响。
1.4 力学性能测试
参照GB/T 1447—2005《纤维增强塑料拉伸性能试验方法》,利用INSTRON 5590型万能材料试验机,测试复合板材试样的拉伸强度。
参照GB/T 1448—2005《纤维增强塑料压缩性能试验方法》,利用INSTRON 5590型万能材料试验机,测试并计算复合板材试样的弹性模量。
参照GB/T 1451—2005《纤维增强塑料简支梁式冲击韧性试验方法》,利用XCJD-50型数显简支梁非金属材料冲击试验机,测试复合板材试样的抗冲击强度。
2 结果与讨论
2.1 单位体积纤维含量对复合板材力学性能的影响
不同单位体积纤维含量的8层机织三维角联锁结构织物复合板材试样与纤维随机分布复合板材试样的力学性能测试结果如表1所示。
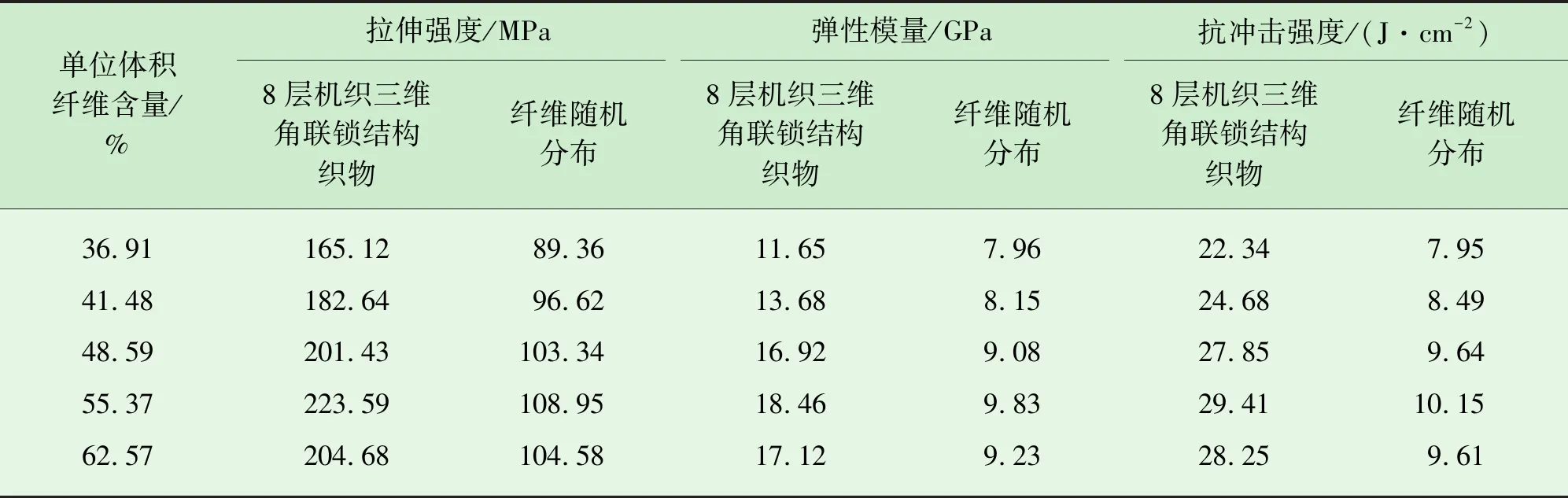
表1 不同单位体积纤维含量的复合板材试样的力学性能测试结果
由表1可知:
(1) 8层机织三维角联锁结构织物复合板材试样的拉伸强度、弹性模量与抗冲击强度开始均随着单位体积纤维含量的增加而提高并达峰值,然后逐渐降低。其原因在于随着单位体积纤维含量的增加,起初有更多的纤维、织物与树脂结合,复合板材力学性能增加;当单位体积纤维含量超过一定程度时,复合板材内部的树脂浸透变得不充分,同时树脂用量减少,造成复合板材厚度降低,复合板材力学性能下降。其中,当单位体积纤维含量在55.37%时,复合板材的力学性能最佳。
(2) 以散乱纤维作为增强材料的复合板材,由于散乱纤维间的抱合力较弱,纤维间相对摩擦力较小,故树脂与纤维黏合的随机性较高,加之纤维无法对树脂进行有效的塑型,故所形成的复合板材的拉伸强度、弹性模量与抗冲击强度相对较低,力学性能较相同单位体积纤维含量的机织三维角连锁结构织物复合板材差。
2.2 机织三维角联锁结构织物层数对复合板材力学性能的影响
单位体积纤维含量不变(以55.37%的单位体积纤维含量为例)、层数不同的机织三维角联锁结构织物复合板材试样的力学性能测试结果如表2所示。
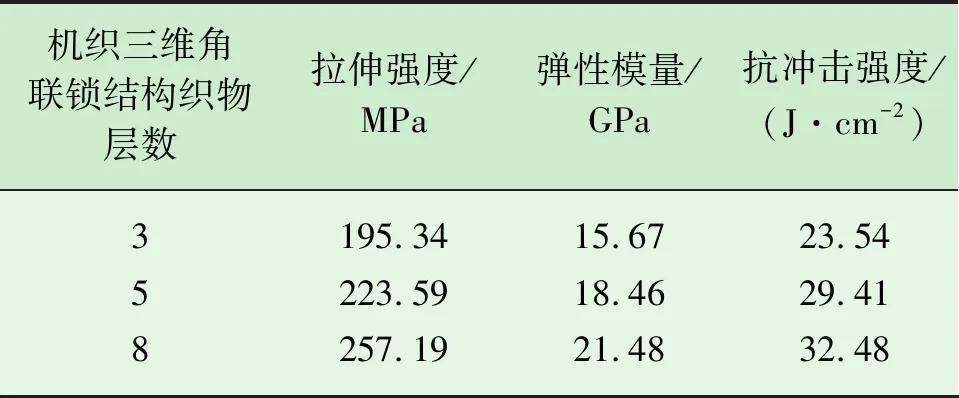
表2 不同层数机织三维角联锁结构织物复合板材试样力学性能测试结果
由表2可以看出:在单位体积纤维含量不变的前提下,随着机织三维角联锁结构织物层数的增加,复合板材的拉伸强度、弹性模量与抗冲击强度均增加。其原因包含两个方面:一方面,复合板材中机织三维角联锁结构织物层数越多,织物层间产生的空隙就越多,树脂进入织物层间空隙后复合板材的厚度增加,导致复合板材的力学性能提高;另一方面,随着机织三维角联锁结构织物层数的增加,织物格栅结构增强,树脂可充分浸入织物内部,复合板材强度弱环减小。
3 结论
本文通过真空辅助成型工艺,将采用涤纶线织造的机织三维角联锁结构织物与树脂复合,制备机织三维角联锁结构织物复合板材,通过对不同单位体积纤维含量和不同层数的复合板材的力学性能进行测试和分析,得出如下结论。
(1) 当复合板材单位体积纤维含量在55.37%时,其拉伸强度、弹性模量与抗冲击强度均达最佳,远高于由散乱纤维作为增强材料制备的复合板材。
(2) 当复合板材单位体积纤维含量不变时,随着机织三维角联锁结构织物层数的增加,复合板材的力学性能提高。
猜你喜欢
东北水利水电(2022年6期)2022-06-28 06:04:36
康复(2022年31期)2022-03-23 20:39:56
纺织科学与工程学报(2020年1期)2020-06-12 09:14:32
电子制作(2019年11期)2019-07-04 00:34:50
纤维复合材料(2018年2期)2018-12-07 00:41:18
风采童装(2017年12期)2017-04-27 02:21:21
国际木业(2016年4期)2017-01-15 13:54:26
国际木业(2016年6期)2016-02-28 10:26:55
印制电路信息(2015年6期)2015-12-30 12:57:48
小天使·五年级语数英综合(2015年4期)2015-04-20 06:03:23
