燃气轮机速比阀检漏失败原因分析及防范措施
2021-06-06 06:43余亮
内燃机与配件 2021年9期

摘要:针对PG9171E型燃气轮机停机时多次出现天然气检漏失败现象,通过对天然气检漏、速比阀控制原理及速比阀密封圈损坏原因分析,调整异常工况下速比阀的运行方式,提高机组运行的安全性、经济性。
关键词:速比阀;检漏;密封圈;杂质;阀门开度
中图分类号:TM3 文献标识码:A 文章编号:1674-957X(2021)09-0170-02
0 引言
天然气速比阀的严密性是PG9171E型燃气轮机(以下简称“9E燃机”)安全启停的重要保证,9E燃机控制系统中设置了天燃气检漏程序,以防止燃烧室爆燃事故的发生。
1 设备介绍
GE公司生产的9E燃机以天然气为燃料时,采用DLN1.0干式低氮燃烧室,为保证9E燃机的安全运行,燃料系统阀组由1只速断阀(VS4-4),1只速断后放散阀(VA13-18),1只速比阀(SRV),一只速比阀后放散阀(VA13-15)和3只流量控制阀(GCV1、2、3)组成,以实现9E燃机保护动作时燃料快速切断,9E燃机正常运行时天然气压力调整、天然气流量控制的目的。9E燃机速比阀为美国伍德沃德公司生产V300-SER-B型球阀,阀芯为不锈钢半球面,球面密封圈为碳纤维材质,速比阀采用Fisher公司生产的伺服液压执行机构。为保证速比阀前压力(以下简称“P1压力”)稳定,配置了天然气调压站和前置站,将上游管网天然气过滤、调压并稳定至25bar。
2 故障情况
天然气管网长时间检修后恢复供气,9E燃机在连续两次停机熄火后出现“天然气速比阀检漏失败报警”,次日机组再次启动又出现点火前速比阀后压力(以下简称“P2压力”)高保护动作,机组启动失败。
3 原因分析
9E燃机停机阶段也设置了天燃气检漏程序,9E燃机熄火10秒后,检漏试验条件满足时,打开速断阀(VS4-4),关闭速断后放散阀(VA13-18),关闭速比阀后放散阀VA13-15,检漏试验开始,当速断阀开启10秒后若P1压力值小于309psi(21.3bar),9E燃机发出“停机检漏试验失败”报警,机组遮断并闭锁启动;同时速断阀打开30秒内,若P2压力值大于100psi(6.897bar),9E燃机发出“停机检漏试验失败”报警,机组遮断并闭锁启动。
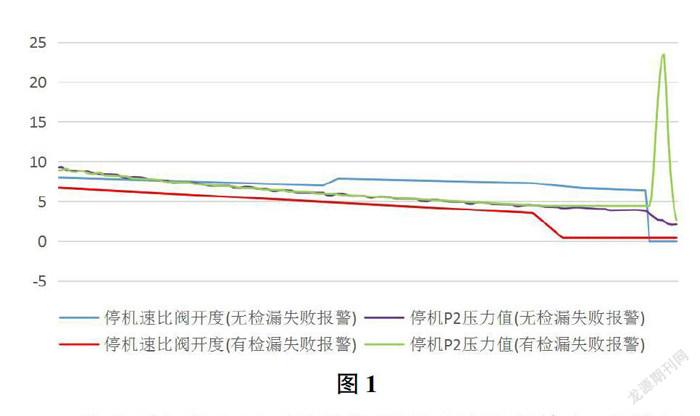
对比“无检漏失败报警”和“有检漏失败报警”两次停机各阶段(9E燃機转速50%—熄火—检漏—检漏结束)速比阀开度(%)与P2压力(bar)曲线。两次停机过程P2压力控制一致,说明速比阀伺服执行机构正常,但“有检漏失败报警”这次停机熄火后检漏时P2压力值达23bar以上,大于检漏失败报警定值100psi(6.897bar),9E燃机控制系统检漏报警保护动作正确,可以初步判断为速比阀关闭不到位或阀体球面密封不严引起。(图1)
停机后运行人员对速比阀伺服系统进行检查,其液压油压力正常,伺服阀油滤正常。热工专业人员进行了速比阀全行程的开关试验,速比阀开度指令与反馈一致,全开和全关机械指示完全正确到位,未发现明显异常,基本排除了速比阀液压执行机构和伺服控制引起的阀门关闭不到位问题。
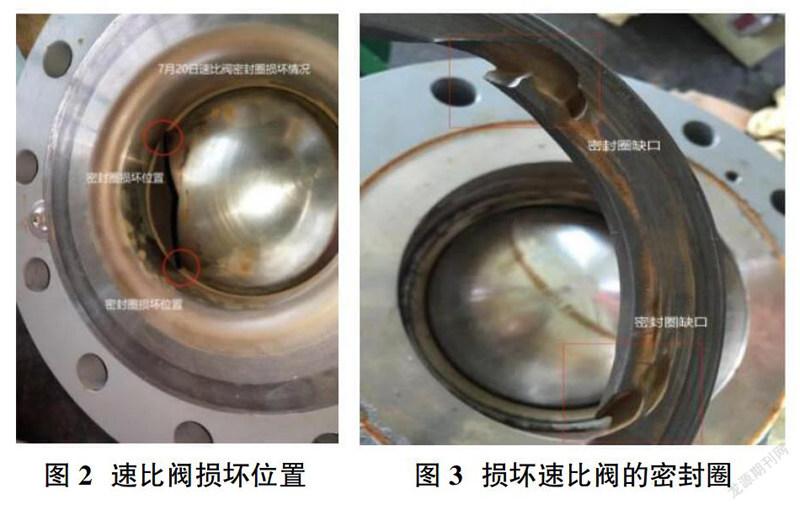
机务检修人员拆下速比阀发现其球面开口与密封圈夹角位置处有两个明显的损坏缺口(见图2),此夹角位置对应速比阀开度为34%,正好是9E燃机满负荷运行对应的开度值。
针对机组进行中出现经常性需要更换天然气调压站、前置站滤网且滤筒中发现大量含铁锈杂质的情况,检修人员故对速比阀进行了全面解体,发现其密封圈的缺口磨损严重(见图3)有黄色锈迹,球面上也有深黄色铁锈粉末,密封圈压盖留有大量含铁锈的粉末杂质。
通过以上解体检查已明确是速比阀密封圈损坏造成停机时速比阀检漏失败。因速比阀的球面密封圈为碳纤维材质,其材料耐温可达220℃,9E燃机正常运行时天然气温度在8~18℃,不可能造成速比阀高温损坏。所以导致速比阀密封圈损坏的主要原因是数十公里的天然管道长时间处于空管检修状态,保养不佳,管道中产生大量的铁锈杂质。其中大部分杂质被调压站、前置站滤网过滤,但过滤饱和的滤芯无法有效过滤全部细微粉末杂质,铁锈杂质被气流带入至速比阀前。当9E燃机满负荷运行时速比阀开度34%,阀口气体流道小,特别是球阀与密封面夹角的位置会承受较大的气流冲刷,在天然气杂质含量较多的情况下,造成密封圈的吹损,吹损的严重程度与9E燃机运行时间成正比。
4 防范措施
通过对比速比阀不同开度阀口大小发现速比阀开度34%时(见图2),其阀口开度较小,球阀与密封面的夹角很小;将速比阀开度增加至46%时(见图4),其阀口开度增大明显,球阀与密封面的夹角明显变大。若能将9E燃机满负荷运行时速比阀阀口增大,会增加阀口通流面积,减少球面与密封面夹角位置处的气流冲刷,同时天然气杂质也不容易堆积在速比阀球面与密封圈上。
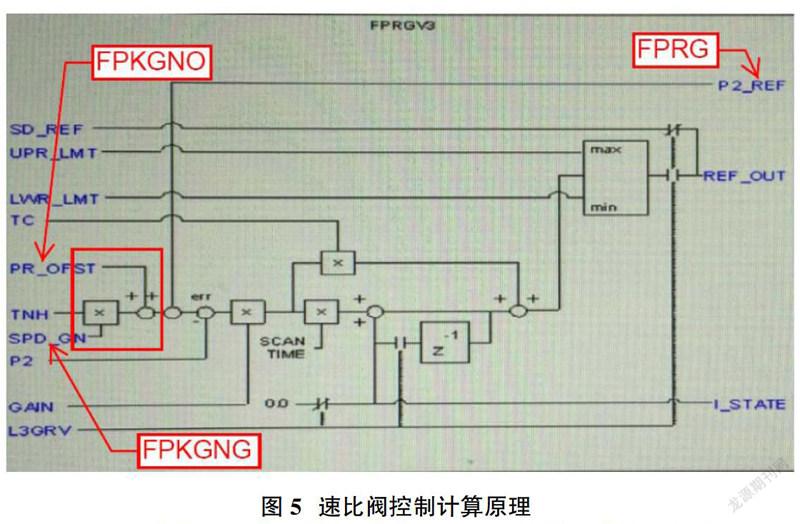
9E燃机速比阀控制计算原理(如图5),其中“FPRG”是速比阀压力控制基准值,机组正常运行时,通过方框中的算式“FPRG= TNH(9E燃机转速)×FPKGNG(控制常数)+FPKGNO(控制常数)”计算不同转速情况下速比阀压力控制基准值。通过速比阀控制计算原理可知,速比阀后的压力控制基准值是9E燃机转速的函数。因机组并网后转速相同,所以9E燃机任何负荷下速比阀控制的P2压力是一个恒定值。
根据以上速比阀控制计算原理,9E燃机并网满负荷运行时转速恒定,其速比阀后的压力控制基准值恒为定值,只需要降低速比阀前P1压力值(即降低天然气调压站出口压力),可达到增大速比阀开度的目的。于是将调压站出口天然气压力由25bar降至22.6bar。机组再次启动正常,并网带满负荷后速比阀能够稳定在46%安全运行。通过调整天然气调压站出口压力,增大速比阀阀口開度,改善了速比阀的运行工况,停机过程再未出现速比阀检漏失败报警,启动过程中也再未出现点火前P2压力高保护动作遮断的异常现象。
天然气调压站、前置站滤网运行中发现较多杂质时,应缩短滤网运行时间,增加滤网更换频次,同时运行值长及时与电力调度联系,争取9E燃机高负荷,保证速比阀在大开度下运行,有利于速比阀安全运行。
为确保速比阀开度增大后天然气杂质未对9E燃机燃烧器设备造成损坏,机组停运后安排了燃烧器一、二次喷嘴的检查。检查结果显示:一次燃料管道通畅,六个喷嘴均无堵塞和吹蚀情况,压缩空气检查吹扫干净,无明显缺陷。燃料孔无腐蚀、无磨损、无堵塞现象,旋流器各个倒角正常。二次喷嘴的二级燃料管道、三级(切换)燃料管道均通畅,无堵塞和吹蚀情况,压缩空气检查吹扫干净,无明显缺陷。燃料孔无吹蚀、堵塞现象,旋流器各个倒角正常。
在前置站天然气滤筒内一圈放置10根左右强力磁棒,用以吸附未被滤网过滤的含铁锈的细微粉末杂质,该措施效果明显,大大减少了天然气杂质数量,改善了速比阀的运行工况。
加强天然气管道检修管理工作。管道置换后及时开展检修作业,尽量缩短天然气检修空管时间,检修完成后及时进行管道充氮气操作,减少管道锈蚀。
5 结束语
通过采取以上防范措施,改变9E燃机满负荷运行时速比阀相关运行参数,有效解决了速比阀小开度运行时密封圈容易损坏的问题,提高了机组运行的安全性和可靠性。通过以上分析与建议希望对同类型燃气轮机运行人员及相关专业人员有所帮助。
参考文献:
[1]张卫.速比阀密封圈泄漏原因分析及防范措施[J].中国设备工程,2019,10(上).
[2]张云龙.论压缩天然气加气站事故隐患及防范[J].当代化工研究,2017(08):8-9.
[3]廖连彬,刘国庆.CNG加气站天然气泄漏分析及防范浅析[J].中国石油和化工标准与质量,2017,37(12):130-131.
[4]苗得雨.浅析加油加气站的火灾危险性及防范措施[J].江西化工,2017(2):212-213.
作者简介:余亮(1976-),男,浙江金华人,工程师,研究方向为燃气-蒸汽联合循环机组发电运行。
猜你喜欢
中国药学药品知识仓库(2022年8期)2022-05-09
中国药学药品知识仓库(2022年1期)2022-03-23
考试与评价·高二版(2020年4期)2020-09-10
今日财富(2019年30期)2019-11-16
中国科技纵横(2018年1期)2018-01-31
领导文萃(2017年6期)2017-03-24
中学生数理化·高一版(2016年7期)2016-12-07
中学生数理化·中考版(2015年12期)2015-09-10
计算机辅助工程(2014年6期)2015-01-13
科技致富向导(2013年13期)2013-08-26