大型落地镗铣加工中心多附件头挠度补偿的解决方法
2021-05-28 07:40:02赵红淑
金属加工(冷加工) 2021年5期
赵红淑
南京高速齿轮制造有限公司 江苏南京 211100
1 序言
本文讨论的设备是来自德国SCHIESS的落地镗铣加工中心(见图1)。图2所示的Y轴属于龙门轴YF+YL,双丝杠、双测量系统;Z轴是方滑枕轴,行程可以伸出1800mm,配备多个附件头,各种附件头质量、长短不一(见图3)。

图1 落地镗铣加工中心
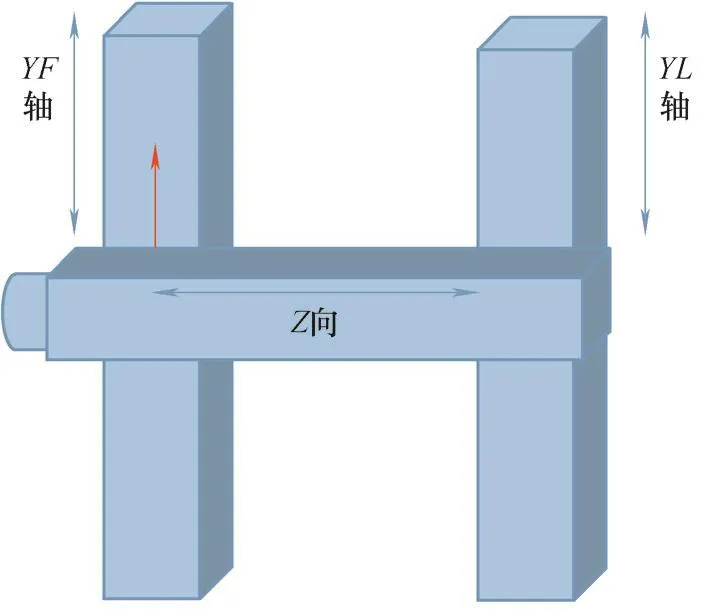
图2 龙门轴示意
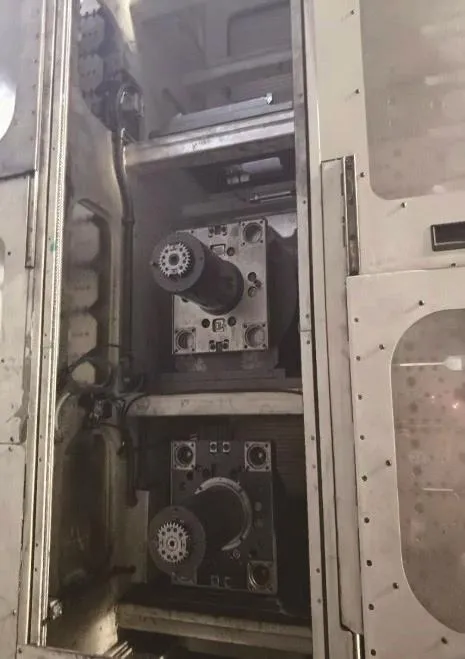
图3 附件头
2 挠度误差的组成
对于大型设备,特别是带附件头的镗铣加工中心,在伸出方滑枕时,由于重力原因会产生“垂头”现象,随着方滑枕伸出越长,“垂头”现象越明显,产生的挠度误差越大。
分析“垂头”产生的挠度误差可以发现,大型镗铣床方滑枕的挠度误差由两部分组成:高度落差H和角度偏差θ(见图4)。对于H,很容易想到利用西门子的垂直度补偿功能(Sag compensation)来消除其影响,但θ的影响无法消除。θ会影响主轴的旋转轴线和垂直面的垂直度误差,结合本设备的特点,利用Y轴双丝杠的优势,对两根轴做差别补偿。在做差别补偿时,由于两者相互制约,相互影响,所以必须注意顺序和方法。
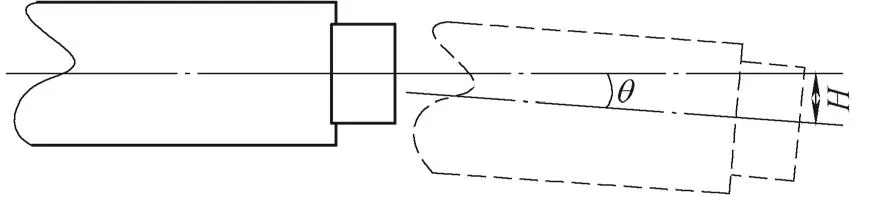
图4 方滑枕挠度误差的组成
3 挠度值的检测
如图5所示,在设备做完水平调整后,在工作台上放置并调整好大理石量具。首先设定步长为50mm(步长取决于补偿的精细度要求),移动W轴,伸出Z轴做“盘圆”检查(检查主轴旋转轴心线和XY平面垂直度的手段),记录差值,通过完整的记录可以看出θ对机床产生的挠度影响,这种误差在精加工特别是精铣面时会带来表面粗糙度、纹路等问题。
其次通过在方尺上表面打表,移动Z轴看“垂头”带来的差值。显然Z轴伸出越多,差值H越大。通过完整的记录也可以看出H对挠度造成的影响,这种误差在多级镗孔精加工工序中会造成平行度、垂直度超差等问题。
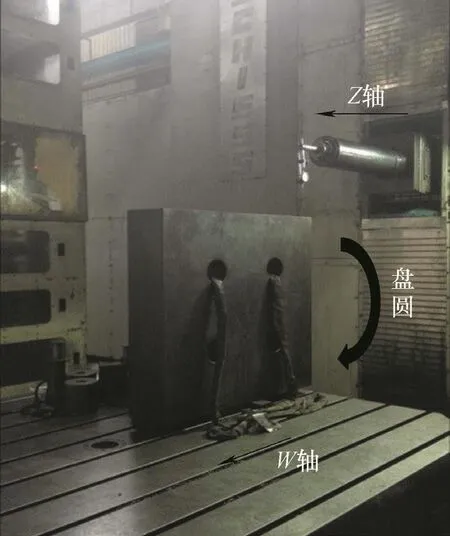
图5 挠度检测示意
4 对单个附件头补偿
上述所测的H、θ值只能用来衡量挠度产生的程度,不能直接用于往垂直补偿CEC程序里填写补偿,需要先做θ的差别补偿,再做H的同步补偿。正式做θ补偿时,需要按照下面的步骤进行。
1)做好准备工作后,各轴移动到准备位置,通过修改参数MD37140=1 (GANTRY-BREAK_UP),打开YL+YF的龙门轴结构,此时YL和YF可以分别移动,但两者没有误差报警防护。
2)开始第一挡“盘圆”。由于没有龙门轴的保护,所以此时两根Y轴只能做微调。误差产生后,通过手轮微调YL轴,YF轴不动,实现差别移动,将“盘圆”误差值抵消,并记录该微调值。
3)前进一个步长50mm,同样微调并记录,以此类推记录全行程的微调值,最终形成完整的记录表格,见表1。

表1 全行程微调值记录 (单位:mm)
4)恢复龙门轴配置,修改参数MD37140=0,防止出现误操作,然后生成补偿程序(见图6)。
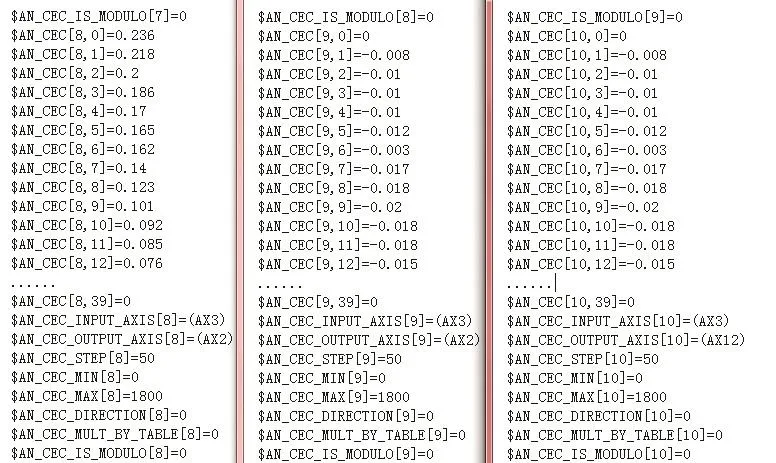
图6 补偿程序
补偿程序简要说明如下。
$AN_CEC_INPUT_AXIS[8]=(AX3)
$AN_CEC_OUTPUT_AXIS[8]=(AX2)
以上两行程序分别表示补偿是移动Z轴、YL轴来做补偿,因此输入轴是Z轴(AX3),输出轴是YL轴(AX2)。
$AN_CEC_STEP[8]=50
$AN_CEC_MIN[8]=0
$AN_CEC_MAX[8]=1800
以上3行程序表示输入轴从0~1800mm,每50mm长做一次补偿节点。
$AN_CEC_DIRECTION[8]=0
此行表示方向选择,补偿可以做成双向补偿,等于1表示正向移动时单独补偿;等于-1表示负向移动时单独补偿;等于0表示两个方向补偿一样。
$AN_CEC_MULT_BY_TABLE[8]=0
此行表示设定补偿相乘表。
$AN_CEC_IS_MODULO[8]=0
此行表示直线轴为0,旋转轴为1。
$AN_CEC[8,n]
此行表示每个点的补偿数值。
以上是完成了对θ的差别补偿程序制作,修改参数对应41300标号和轴参数32710使其生效,在Dignose界面下观察SAG+Temperature Compensation Value,可看到补偿的数值。通过再次“盘圆”验证正确生效后,再做H的整体补偿。
H的补偿就和垂直补偿通用方法一样,但需要注意的是做Y轴补偿时必须两根轴同步补偿。
在图6的补偿程序中,$AN_CEC[8,n]是单独对AX2(YL轴)补偿的,用来抵消θ的影响;$AN_CEC[9,n]和$AN_CEC[10,n]是同样的补偿值同时对AX2和AX12(YF轴)补偿的,用来抵消H的影响。
从补偿程序可以看出,补偿值主要还是集中在$AN_CEC[8,n],也就是说θ的影响还是很大的。当然,由于在补偿θ的同时也会降低H的影响,所以$AN_CEC[9,n]和$AN_CEC[10,n]相对较小。
5 对多个附件头补偿和生效
由于该设备有多个附件头,且附件头的大小、质量不一,因此每个附件头都要单独做补偿程序。这里就牵涉到生效的问题,我们平时做的补偿程序都是固定不变的,通过修改轴参数32710来确认生效与否。但此设备附件头是来回交换使用的,仅通过修改参数显然不现实。除此之外,补偿程序不仅需要使新换上去的附件头补偿生效,还要让换下来的所有附件头的补偿都失效,否则会累加,导致产生新的误差。
这里采用的方法是让所有补偿程序的轴参数32710都生效,且把补偿值都读入NC,然后利用参数41300 $sn_cec_table_enable[n]补偿程序生效可读写的特点,在附件头交换的程序中对关联附件对应的table号进行置位或复位,通过附件号进行判断,从而实现各个附件头在更换后都能让其对应的补偿程序生效,并让其他附件头对应的补偿程序失效的功能。比如在更换2号附件头后,在制造商循环中程序会执行到下列赋值语句,使得2号附件头的所有补偿生效,1号和3号附件头补偿失效,其中5、6、7号table是对应附件头1的补偿程序,8、9、10号table是对应附件头2的补偿程序,11、12、13号table是对应附件头3的补偿程序。具体设置如下。
$sn_cec_table_enable[5]=0
$sn_cec_table_enable[6]=0
$sn_cec_table_enable[7]=0
$sn_cec_table_enable[8]=1
$sn_cec_table_enable[9]=1
$sn_cec_table_enable[10]=1
$sn_cec_table_enable[11]=0
$sn_cec_table_enable[12]=0
$sn_cec_table_enable[13]=0
6 结束语
随着经济的日益增长,多个领域都出现了跨越式发展,工业领域比如风电、核电等出现了众多大型高精度产品,这也对大型化设备提出了更高的要求,如何在设备变大的同时保持高精度,甚至优于中小设备的精度成为了重要课题。本文从细节入手,结合大型设备的特性,提高了设备加工精度。
猜你喜欢
全面腐蚀控制(2021年7期)2021-10-28 06:34:04
World Journal of Clinical Cases(2020年16期)2020-09-16 13:35:08
广州化工(2020年5期)2020-04-01 01:24:52
中国特种设备安全(2019年8期)2019-10-14 00:32:38
船舶标准化工程师(2018年1期)2018-02-28 07:24:45
轻兵器(2017年3期)2017-03-13 19:15:42
世界宪法评论(2016年0期)2016-12-06 08:51:48
新疆钢铁(2016年3期)2016-02-28 19:18:54
吉林地质(2014年4期)2014-03-11 16:47:56
城市道桥与防洪(2014年4期)2014-02-27 07:25:51