
电磁线叠包率控制工艺研究
2021-05-17 12:08:44凌翠平杨学军
农业工程与装备 2021年1期
凌翠平,杨学军
(中车株洲电机有限公司,湖南 株洲 412001)
轨道牵引电机定子线圈所使用的电磁线为耐电晕聚酰亚胺薄膜烧结的扁铜线, 薄膜叠包率对于电磁线乃至整个电机的电气性能至关重要,叠包率过小会导致绝缘性能不佳,叠包率过大则会导致尺寸超差,进而影响电气性能。因此,如何控制电磁线叠包率成为一个重要课题。
1 电磁线绝缘叠包率影响因素的理论分析
电磁线由包裹在外面的耐电晕聚酰亚胺薄膜和扁铜线组成,在轨道牵引电机中,为了获得优良的绝缘性能,薄膜叠包率通常会大于50%。叠包率超过50%的绝缘叠包如图1所示。
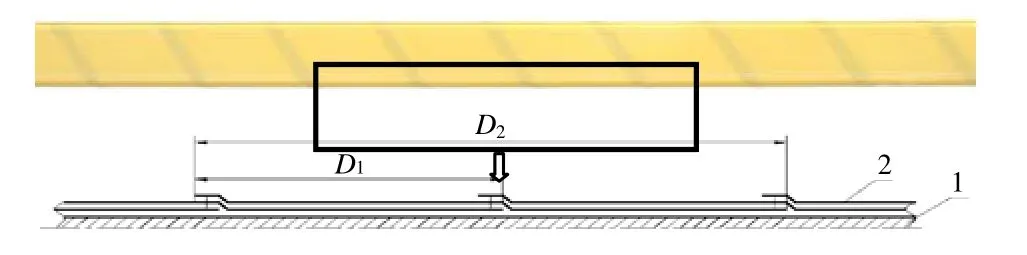
图1 绝缘叠包示意图
叠包率γ计算公式为:

从式(1)可以看出,影响叠包率的因素为叠包宽度D1和薄膜带宽D2。
1.1 薄膜带宽D2的影响分析
以美国杜邦公司生产的单面复合聚全氟乙丙烯薄膜型耐电晕聚酰亚胺薄膜 Kapton-150FCR019为例,薄膜厚度为0.038 mm,宽度选择范围为12~15 mm,按常规膜宽12.7 mm计算,根据杜邦产品技术规格书,其公差为±0.2 mm。
参数设定时,叠包率和薄膜带宽均为固定值,在假定设备精度足够高的情况下,计算因薄膜带宽波动而导致的叠包率偏差见表1。

表1 因薄膜带宽波动而导致的叠包率偏差
从上表中可以看出,薄膜带宽极限偏差带来的叠包率偏差可达到1.67%。
1.2 叠包宽度D1的影响分析
分析电磁线制作的工艺过程,分为8个单元:导线送线→导线校直→导线清理→薄膜绕包→薄膜烧结→电磁线冷却→电磁线检测→收线单元。导线送进的动力由收线单元给出,收线单元牵引导线匀速前进。薄膜装载在包带头上,包带头带动薄膜旋转,绕包到导线上。在导线前进的方向上包带头无位移。因此,叠包率主要由导线送进速度、包带头旋转速度、导线尺寸决定。薄膜绕包示意图如图2所示。
将电磁线沿中心线展开,模拟绝缘叠包情况,分析薄膜与电磁线之间的关系如图2、图3所示。
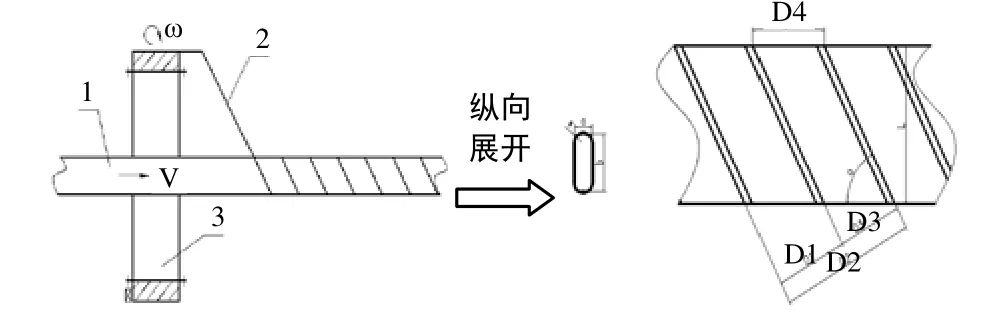
图2 薄膜绕包示意图 图3 电磁线展开图
由图2和图3可知,叠包率γ、叠包宽度D1、薄膜带宽D2、薄膜递进宽度D3、叠包节距D4、导线截面周长L、叠包角度α、导线送进速度V以及包带头转速ω之间有如下关系式:
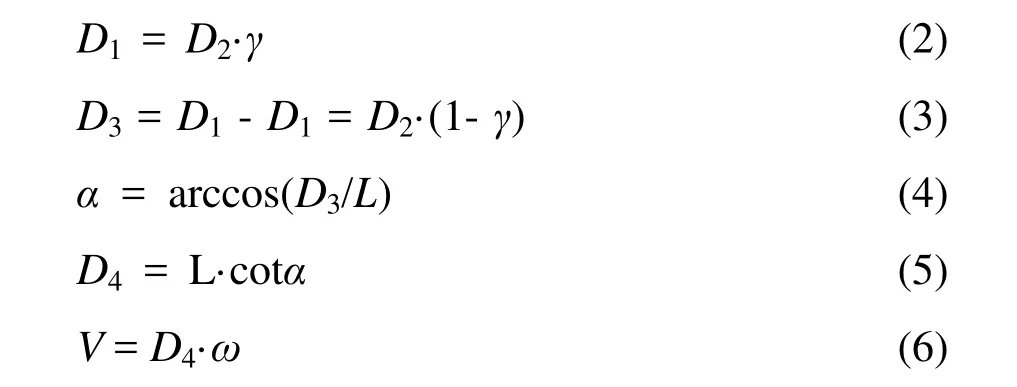
由式(1)至(5)可得到导线送进速度V、包带头转速与叠包率γ、薄膜带宽D2之间的关系为:

从式(7)可以看出,当D2和L确定的情况下,V和ω是否匹配决定了γ的准确度。
2 实物尺寸测量
2.1 薄膜尺寸测量
在实际生产过程中,对3个批次的薄膜进行抽查,测得薄膜尺寸为(12.7±0.05)mm,偏差范围为极限偏差的 1/4。在其他因素不变的情况下,薄膜带宽偏差引起的叠包率偏差约为0.31%。
2.2 导线尺寸测量
抽查某待绕包的导体,导体标称尺寸为 1.66×4.73,圆角为R0.65,导体公差参照GB/T 5584.1—2009规定执行。导体标称周长L为16.862,实测导体宽度为1.64×4.72,圆角按R0.65计算,导体实际周长L为16.802,偏差为0.35%。
在其他因素不变的情况下,周长偏差引起的叠包率偏差约为0.3%。
2.3 薄膜叠包率测量
在实际生产过程中,设备输入参数为导线送进速度V、叠包率γ、薄膜带宽D2、导线截面宽度、高度和圆角等尺寸信息,包带头转速ω由设备自动计算得出。某型电磁线,导线尺寸和薄膜带宽确定,叠包率设置为 53%。在不同导线送进速度的情况下,测量导线的实际叠包率如表2所示。

表2 在不同导线送进速度的情况下,测量导线的实际叠包率
由此可知,导线送进速度越高,叠包率越不精确。
对电磁线生产设备进行分析,导线送进的牵引力由最后的卷线驱动单元给出,该动力直接施加在滚轮盘上,导线与滚轮盘之间通过橡胶带压紧,压力可调。经过现场测量滚轮盘的圆周面跳动,在靠中间和外侧的跳动量约为0.15 mm,靠里侧的跳动量达到了0.35 mm。因此分析导致叠包率波动的原因之一为导线在收线单元的滚轮盘上存在打滑现象,导致V和ω不匹配。
观察导线在进入绕包箱之前有定位导轮,经过绕包头之后也有支撑导轮,两组导轮之间导线悬空。通过观察设备运行情况可知,由于叠包时薄膜拉扯导线单边受力,绝缘绕包时导线晃动很大。导线径向方向上的摆动影响了送进速度V,因而也导致V和ω不匹配,这是原因之二。
3 改善措施
结合对叠包率影响因素的分析,采取以下措施对生产设备进行改善。
(1)设备振动以及导线摆动都是由包带头带动的,通过对包带头进行动平衡,减少其对导线振动的影响。
(2)在测量导线实际送进速度的旋转编码器处增加导轮,对导线施加压力,确保编码器能测到准确的导线送进速度,如图4、图5所示。

图4 导轮和导线示意图

图5 导轮和导线示意图(施压后)
(3)包带单元内增加辅助限位滚轮或导轮,减少导线的悬伸长度,降低导线的振动量,如图 6、图7所示。

图6 包带单元

图7 限位滚轮或导轮
(4)经过现场测量收线单元的驱动轮圆周面跳动,在靠中间和外侧的跳动量约为0.15 mm,靠里侧的跳动量达到0.35 mm,及时对驱动轮进行修整,将圆周面跳动量控制在0.15 mm以内。
(5)在生产线末端驱动轮的橡胶带张紧力调节点增加弹簧补偿,避免皮带松弛带来的电磁线与滚轮滑动导致速度不匹配问题。如图8、图9所示。

图8 橡胶带张紧力调节点

图9 弹簧补偿
4 效果验证
对包带单元的改善措施,可以通过测量包带单元的振动量来监控改善效果。分步在包带单元内增加限位导轮、对包带头进行动平衡配重等措施以后,监测包带单元的振动情况如表3所示。
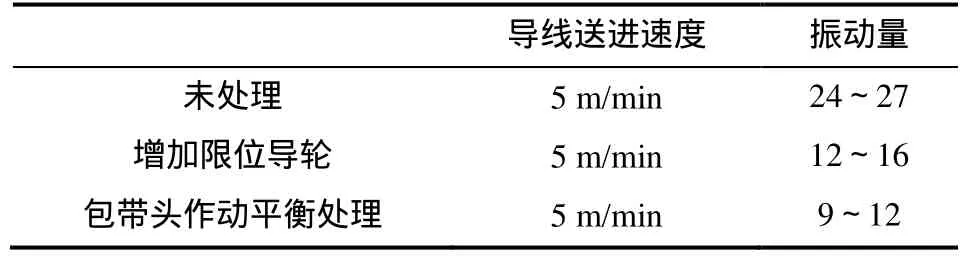
表3 监测包带单元的振动情况
由表3可知,增加限位导轮和将包带头进行动平衡处理都能有效地降低导线的晃动情况。
结合对收线单元的驱动轮修整以及橡胶带张力控制改善之后,重新生产某型电磁线,导线尺寸和薄膜带宽确定,叠包率设置为53%,导线送进速度设为5 m/min,测量实物叠包率的情况与改善前对比如表4所示。

表4 测量实物叠包率的情况与改善前对比
从表4可知,改善措施实施后,实物叠包率与设定值更为接近,且叠包率偏差从 1.18%降到0.66%,叠包率更为稳定、精确。
5 结论
通过分析电磁线叠包率的影响因素,并结合生产设备对影响叠包率精确度的因素进行了改善,通过技术手段提高电磁线叠包率的控制精度,确保电磁线叠包率满足生产要求。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17 06:27:42
新作文·高中版(2022年10期)2022-05-30 10:48:04
计算机与数字工程(2022年1期)2022-02-16 08:32:54
橡塑技术与装备(2021年13期)2021-07-16 05:29:32
橡塑技术与装备(2021年9期)2021-05-12 11:28:20
轨道交通装备与技术(2019年3期)2019-07-29 00:41:28
电讯技术(2018年10期)2018-10-24 02:35:00
中国自行车·骑行风尚(2015年6期)2016-01-28 02:49:20
铁道科学与工程学报(2015年4期)2015-12-24 12:11:24
科技视界(2014年5期)2014-12-27 05:24:20
