
工业含氟废气处理及资源回收的概述
2021-05-13 01:29李天祥隋岩峰黄林川
无机盐工业 2021年5期
欧 健 ,李天祥 ,隋岩峰 ,吴 强 ,黄林川 ,朱 静
(1.贵州大学化学与化工学院,贵州贵阳550025;2.瓮福技术研究院)
氟化工产品因具有耐酸碱、抗高温、抗老化等特点,而广泛应用于化工、机械、建筑、生物、军工等各个领域,如含氟电子产品、半导体、光学陶瓷、玻璃以及元件晶体氟化物等,故被称为“黄金产业”,在国民经济和社会发展中占有重要地位。
自然界中的氟资源10%左右存在于萤石、天然冰晶石中,90%左右的氟资源存在于磷矿石矿物中。冰晶石储量少且工业价值低, 而萤石作为不可再生的氟资源早已面临枯竭[1],因此,磷矿伴生氟资源将在未来的氟化工业中占据越来越重要的地位。
随着废气处理技术提高, 氟化工企业的环境问题得到明显缓解。 但生产过程中排放的含氟资源仍未充分开发和利用。因此,工业生产中含氟废气的处理和资源回收迫在眉睫。然而由于回收成本高、副产品附加值低,导致氟资源利用率低,如用水和碱液吸收含氟废气得到价值较低的氟硅酸和氟硅酸钠, 往往只是为了净化气体。本文针对工业含氟废气的来源、处理原理和工程实例进行综述, 概括含氟尾气回收及利用的研究现状,讨论处理回收过程中存在的问题。
1 工业含氟废气的来源
含氟废气污染物主要为氟气、 氟化氢、 四氟化硅、氟硅酸、HFCs、PFCs、氟利昂系列的 CFCs、含氟低沸物以及含氟粉尘, 主要来自于磷化工、 玻璃制造、稀土冶炼、水泥建材、半导体、太阳能电池等行业在高温条件下对氟矿石煅烧熔融、 芯片酸洗或电解过程。 GB 16297—1996《大气污染物综合排放标准》规定现氟化物废气源最高排放为11 mg/Nm3(新污染源最高为9 mg/Nm3)。
1.1 磷化工行业
磷肥企业主要是生产过磷酸钙和钙镁磷肥的企业。在生产过磷酸钙(普钙)中,磷矿与硫酸混合化成时会产生主要为SiF4的含氟废气,之后磷酸浓缩时产生主要为SiF4和HF 的废气。通常,普钙厂所排放的尾气含氟量高(15~32 g/m3),磷矿粉中氟资源按2.4%(质量分数)计算、一个20 万t/a 的过磷酸钙工厂产率按1.8 计算,则需要消耗11.11 万t/a 磷矿粉,其所排放的废气含1 055.45 t 氟资源,而中国普钙年产量达2 000 万t 以上。 生产钙镁磷肥的炉料被加热到1 000~1 350 ℃时, 氟磷酸钙便发生脱氟反应,废气污染物成分含有 HF、SiF4、SO2和磷酸雾等,含氟量较低(1~3 g/m3),回收意义不大但粉尘量较大,需先除尘再处理。
1.2 玻璃制造业
玻璃制造中电熔融炉、 炼钢转炉或电炉需加入氟石或氟硅酸钠来降低玻璃的熔融温度并提高加工性能,将产生主要成分为 SOx、NOx、HCl、HF 及粉尘等废气,废气含粉尘量160 mg/Nm3,HF 量仅为6 mg/Nm3。
生产玻璃纤维的原料熔化过程需加入萤石(CaF2)、氟硅酸钠(Na2SiF6)或冰晶石(Na3AlF6)等氟化合物作为助熔剂、澄清剂以及乳浊剂,而排放这些氟化合物有30%~40%的氟易生成HF、SiF4,其他废气成分还有 SO2、HCl、NOx等多种污染成分,并含有玻璃态固体渣料,废气量大,组分浓度低,其含氟废气质量浓度约为 400~500 mg/Nm3[2]。
1.3 稀土矿业和稀土金属冶炼
90%左右的包头稀土精矿[含有氟碳铈矿(REFCO3)和萤石(CaF2)]采用酸法工艺生产,生产流程主要分为3 个阶段:焙烧、转化(通过碳酸氢铵沉淀转化或萃取转化)和萃取分离。高温焙烧工艺具有对不同等级稀土精矿适应性广、效率高、生产率高、产品质量好等特点。 但在焙烧过程中,用浓硫酸对稀土精矿进行高温焙烧生产硫酸稀土。 焙烧过程中产生的废气包括氟化物、硫酸雾、二氧化硫和粉尘[3]。 此外包头稀土精矿因稀土氧化物(REO)含量不同,处理方法和产生的废气也不同,酸法处理和氯化法处理所产生的含氟废气量分别为14 g/m3左右和6.45 g/m3左右。
电解氟化物体系(REF3-LiF)稀土氧化物熔盐的过程中,电解槽会排放一定量的粉尘及氟化物废气,主要成分为稀土氧化物、LiF、HF、CH4等, 会严重污染环境,估算生产1 t 金属则HF 气体的排放量约为7.5 kg[4]。 目前,生产 L a、Ce、Pr、Nd 等单一稀土金属、PrNd 混合稀土金属和Dy-Fe 合金均采用氟化体系熔盐电解工艺, 而在生产过程中会产生HF 废气和稀土烟尘,氟化物排量约为15.33 mg/m3,每生产1 t稀土金属约产生8.5 kg 的氟。
1.4 铝加工业
工业铝生产基本采用冰晶石-氧化铝熔融电解法,即在Al2O3熔炼过程中添加冰晶石(Na3AlF6)作为熔融剂、 覆盖剂和打渣剂来降低熔点和保证熔炼质量。这些氟化合物原料在950 ℃左右熔融,电解槽底阴极Al2O3被分解析出液态金属铝, 过程中阳极产生的气态氟化物主要包括Al2O3粉尘、HF、CO、CO2以及少量SO2,主要成分HF 是电解液成分与来自阳极的水或其他水分或氢气反应形成的, 氟化物排放量为250~300 mg/m3,每生产1 t 铝约排放15 kg HF 气体[5]。
氟化铝是生产铝的另一种专用助熔剂,Al2O3的干法生产工艺成本低、污染小,得到了广泛应用。 生产无水氟化铝的反应器会产生含氟粉尘污染物,废气主要成分含有 Al(OH)3粉尘、HF 和 SiF4,某公司年产3 万t 干法氟化铝,含氟废气排量为8 000 m3/h,氟化物质量浓度为7 900 mg/m3,产生量为63.2 kg/h。
某铝加工厂以铝锭、氟硼酸钾和氟钛酸钾为主要原料,采用电熔炼法年产3 000 t 铝硼和铝钛合金,废气主要成分为含氟烟尘,进气氟含量为180~200 g/m3[6]。
1.5 含氟媒介行业
目前,制冷剂应用广泛的是氯氟碳化合物(CFCs)系列, 但因其属于对高空臭氧层有破坏作用及温室效应的气体而需经处理后排放。 比如CHClF2(二氟一氯甲烷)主要应用于制取C2F4、制冷剂、推动剂等,而三氟甲烷气体(CHF3)是生产CHClF2过程中的副产品,另一个副产物是少量的氟化氢,所以只对大量CHF3回收利用即可。而CHF3是一种强温室气体,温室效应潜值为二氧化碳的14 800 倍,因此对其处理达标排放是缓解环境污染十分关键的问题[7]。 按现有技术,每生产1 t 的 CHClF2会产生大约40 kg 的CHF3副产物。
埋弧焊剂作用主要是防止焊缝金属气孔裂纹等缺陷的发生,确保焊缝金属的力学性能。 原料锰矿、硅砂、萤石及镁砂等按一定配比在熔炼炉进行高温熔炼后生成埋弧焊剂,该生产过程会产生大量含氟粉尘,废气主要成分为HF 和SiF4,废气排放量为42.7×105m3/d, 计算得到含氟质量浓度为540.49 mg/m3[8]。
电力行业中,用六氟化硫气体作为大型开关、变压器、互感器、组合电器(GIS)等内部的绝缘和灭弧介质。目前,已研究表明六氟化硫属于强温室效应气体,增温潜值是二氧化碳的23 900 倍,故在SF6气体报废时不能直接排放而需进行回收。 因SF6的许多特性,特适合用于电力传输和分配的设备,导致大气中 SF6的浓度逐渐增加[9]。
1.6 半导体行业
半导体广泛应用于集成电路、电子系统、光伏发电、大功率转换等领域,属于在室温下导体和绝缘体之间具有导电性的材料。 半导体生产过程中清洗半导体制造设备内表面和蚀刻各种薄膜时需使用含氟化合物,包括氢氟碳化合物CHF3和全氟化碳(PFCs),如 CF4、C2F6、C3F6、C4F6、C4F8、C5F8、SF6和 NF3。 由于安全、空气污染和全球变暖等问题,去除制造半导体过程中的强温室气体氢氟碳化合物(HFCs)、PFCs 以及SF6等废气是一个越来越受关注的问题。 但目前常规处理方法(湿法、干法以及焚烧等)都存在着以下问题:1)操作困难;2)如何处理固体和液体污染物;3)消耗大量的水和燃料;4)在热焚烧过程中将会产生氮氧化物等其他污染物。
1.7 电池制造业
生产单晶硅和多晶硅太阳能电池板的过程中所产生的废气污染源相似,其生产过程中酸洗、磷扩散和刻蚀等工序会使用氢氟酸、 盐酸和硝酸等化学物质, 将会产生主要成分为磷化物、HCl、HF 以及NOx的废气污染源[10]。
1.8 钽铌冶炼业
钽铌是国家重要的战略资源,主要应用于冶金、军工、电子、超导材料以及医疗仪器等领域。 目前国内外钽铌湿法冶炼主要采用氢氟酸酸解和溶剂萃取,其生产过程中会产生大量废气、废水及废渣,废气主要成分为HF 和硫酸雾。 贵州某公司钽泥生产线中废气排量为25 000 m3/h,氟化物产生量8.75 kg/h,质量浓度为359 mg/m3,宁夏某钽业废气含氟质量浓度为 300 mg/m3[11]。
2 工业含氟废气的处理方法及工艺流程
目前,工厂处理含氟废气的方法主要是化学分解、湿法吸收和干法吸附。此外还有少量工厂在生产过程中加入固氟剂降低氟逸出率,将低含量氟固定在产品中而不影响产品质量,从而减少废气处理成本。
2.1 化学分解
化学分解主要分为焚化、高温催化裂解、热等离子体或冷等离子体破坏分解[12-13],主要用于处理制冷剂、 半导体等行业使用氟化合物而产生的强温室废气,如氢氟碳化合物(HFCs)、全氟碳化合物(PFCs)和氯氟碳化合物(CFCs)等,其中包括 CF4、CHF3、C2F6、C3F6、C4F6、C4F8、C5F8、CHClF2、CFC-113、SF6以及NF3等。
焚化是指在高温下燃烧, 将有毒有害物质转化为二氧化碳和水。 尽管焚化是目前一项经过实地验证的成熟技术, 但需要大量能量和较长预热时间才能达到破坏化学键的高温条件, 而且在热焚烧过程中会产生氮氧化物等其他废气。 虽然可使用催化剂降低操作温度进行催化裂解, 但仍需要高温才能达到足够的催化活性且存在催化剂氟中毒和设备腐蚀等问题。目前,将等离子体技术作为氟化合物的一种排放控制方法是一个相对较新的研究领域。
等离子体属于与固液气三相不同的第四种物质状态,根据温度可分为高温等离子体(108~109K 的核聚变等)和低温等离子体。根据粒子的热力学平衡状态, 又可将低温等离子体区分为热等离子体和冷等离子体(具有电子温度高和宏观重粒子温度低的非热平衡)。产生低温等离子体的方式主要有火花放电、电弧放电、射频放电、高频耦合放电、微波放电、电子束法、电晕放电、辉光放电、介质阻挡放电等。等离子体由大量正负带电粒子和中性粒子组成, 表现集体电场的作用且整体电荷为准中性。 等离子体具有极强的活化氧化能力,可将废气中氟化合物热解、原子化、离子化,使氟化合物化学键被裂解而摧毁,并还能与水或氧气结合形成一些简单易于处理的分子或原子如氢、一氧化碳、二氧化碳和氟化氢等,而无法形成较大或较复杂的分子。
对于冷等离子体中的介质阻挡放电(DBD)技术,Zhang Renxi 等[25]利用 DBD 反应器分解 SF6、CF4和SF5CF3这些强效温室气体,并讨论了放电特性的细节和最优参数。结果表明:SF6、空气和水蒸气的分压分别为2.0、28.2、1.8 kPa 时以及停留时间为5 min和外加电压3 000 V 的条件下,SF6分解效率达到了92%。 同样条件下加入 30 kPa Ar 后,0.4 kPa CF4分解效率为98.2%,停留时间为4 min。 SF5CF3的分解效果明显优于SF6和CF4, 且在停留时间分别为40、80、120 s 时,未检测出 1.3 kPa 的 SF5CF3,随之与 O2、Ar 和空气一起排出。 所有实验结果表明,DBD 是一种有效的温室气体减排技术。 其中分解SF6的原理:
式中,SFx代表中间分解产物, 如 SF5、SF4、SF3等,它们与 OH·、H·以及 O·最终反应生成 HF、SO2、SO2F2以及 SOF4。 近年来研究了 H2O、O2、H2和 C2H4作为提高 SF6分解率的添加剂[15],但未见添加 NH3提高SF6分解率的报道。NH3常被用作NOx还原过程中的还原剂,提供电子和氢原子。 有研究者研究了在DBD反应器中不同浓度 NH3对 SF6降解速率(DRE)、能量输出(EY)和副产物的影响[16]。当 NH3体积分数从0 增至 2%时, 在流量为50 mL/min 和94 W 输入功率下,SF6的DRE 从60%提高到97.23%, 能量输出达到 4.16 g/(kW·h)。 研究还发现,将 NH3流量增加到 250 mL/min,SF6的 DRE 下降到 58.71%,但 EY上升到 12.55 g/(kW·h), 主要气体副产物为 SOF2、SO2F2、SO2、OF2、HF 和 NF3。 随着 NH3浓度的增加,SO2产率相对增加, 而 SOF2、SO2F2、SOF4产率下降。XPS 分析表明,固体产物主要为 S、NH3HF 和 NH4HF2。发射光谱实验证明了添加NH3可有效促进活性粒子的形成,增加等离子体密度,将部分硫和氟转化为初级产品,减少有毒气体的产生。
非热等离子体破坏分解氟化合物的缺点是能耗较高以及产生不必要的副产物。为了克服这些问题,近年来的研究主要集中在等离子体与催化剂的结合应用上。 利用催化作用和非热等离子体可以通过C—F 键的裂解来促进氟化合物的氧化破坏,防止裂解时的重新组合, 从而显著抑制不必要副产物的形成。此外,非热等离子体可以激活催化剂的额外活化性能来提高催化效果。 研究表明,CHF3、SF6、C2H2F4和C2F6在氧化铝、氧化锆或玻璃珠填充的非热等离子体反应器中分解的效率是显著提高的[17],研究员将非热等离子体单独分解、 催化剂单独分解和非热等离子体与催化剂结合分解的各种情况下所获得的分解效率分别做了比较。 在输入功率为80 W 下,CHF3在200 ℃和250 ℃的非热等离子体中分解率分别为24%和28%,同样条件下催化剂分解效率分别为10%和33%。 然而在等离子体与催化剂结合的情况下, 同样条件下破坏分解效率分别为56%和94%,结果表明两者结合后存在一定的协同作用。这种协同效应证明了在催化反应器中产生的非热等离子体可以为催化剂提供一些额外的活化性能。
2.2 湿法吸收
湿法吸收原理是由于氟的电负性最强而常以聚合状态存在以及低温和碱液有利于HF 和SiF4的溶解, 采用物质反应吸收来进行物质转移而达到净化目的[18]。通常用水、氨水、碳酸钠、碳酸钙或氢氧化钙等作为吸收剂,生成氢氟酸、氟硅酸或氟盐类化合物后可制成氟化物副产品。优点是操作方便、运行费用低,但存在设备腐蚀以及废水排放等问题。湿法吸收广泛用于处理含 SO2、HF、SiF4和 NOx等复杂废气污染源。对于部分含氟有机废气如五氟丙烷等,主要以乙醇、 丙酮、 苯甲酸甲酯或苯甲酸乙酯等作为吸收剂,原料回用或达标排放。
对于具有废气排量大、 含氟浓度低以及回收困难等特点的工厂所排放的含氟废气, 将其处理达标后高空排放即可。 如某厂钙镁磷肥生产中30 m3高炉气量高达1 万 m3/h,含氟废气量仅为 1~3 g/m3,回收价值不大。 该钙镁磷肥厂在生产过程中以白云石为助熔剂来降低废气中氟含量,测定表明:含氟废气量从 1~3 g/m3降到 0.3 g/m3以下, 同时也可提高配料碱度降低氟逸出率。 钙镁磷肥厂还普遍使用喷射式洗涤器来处理含氟废气,处理流程:含氟气体先通过塔内挡灰板, 再通过射流锥喷射与并流的吸收液接触而被吸收。 净化效率由喷射体的气流速度和水气比所决定。
对于保定市某铝业有限公司生产铝硼和铝钛合金时的含氟烟尘,李占臣等[6]采用二段式喷淋处理含氟烟尘,以钠碱循环喷淋吸收。 首先将车间和炉口生产的废气通过引风机收集后,再采用第一悬浮球喷淋塔冷却喷淋含氟粉尘,可去除废气中99%以上的颗粒物和85%~95%的氟化合物,二次废气经第二个悬浮球喷淋塔处理后可去除剩余颗粒物和氟化合物。含氟烟尘经过处理后废气中氟含量从180~200 g/m3降至2 mg/m3以下,净化效率高达99%以上。
在生产埋弧焊的熔炼过程中产生含氟废气和大量粉尘,何振严等[8]用石灰水 C a(OH)2吸收含氟废气,工艺流程:在每台熔炼炉上安装一个集烟罩收集废气, 再把收集的废气输送到总烟道的沉降室进行废气减速和沉降部分粉尘,废气经过“水滤中和反应除氟除尘塔”吸收处理后达标排放。结果表明除尘率为83.6%,氟化物去除率为88.0%,气态氟化物去除率为86.0%,符合国家排放标准。
稀土精矿在不同的方法处理后, 废气净化方法也有所不同。
1)当采用浓硫酸处理高品位包头稀土精矿进行生产时, 会产生主要成分为 H F、SiF4、SO2的废气污染源。 研究后工艺选用三级填料塔以及氢氧化钠溶液逆流喷淋吸收,废气处理后氟含量从14 g/m3降至0.42 g/m3,除氟率为97%~98%,其他废气也符合国家排放标准。该工艺成本低操作简单,缺点是没有分开回收H2SO4和HF 的混酸。 吸收方程:

2)在高温条件下,当采用氯化法分解高品位包头稀土精矿时,反应炉会排放主要成分为HF 和Cl2的废气污染源。 工艺选用三级填料塔以及氢氧化钠溶液进行对流喷淋,喷淋吸收后废气氯含量降至0.176 3 g/m3,氟含量降至 0.064 5 g/m3,净化效率均达99%。

2.3 干法吸附
干法吸附原理是采用固体碱性物质吸附含氟废气后, 在碱性物质表面层会发生化学反应来达到除去废气的目的。 通常采用 Al2O3(γ-型)、CaO、CaCO3等固相吸附剂,废气与吸附剂反应生成的氟化钙、氟化铝或冰晶石等可进行原料回用或制成副产品出售。 优点是设备无腐蚀、费用低以及无废水排放,但存在不能连续吸收且存在吸收后的含氟化合物再处理等问题。干法吸附主要适用于废气量小、污染气体适宜的工厂。 以下介绍一些采用干法吸附处理尾气的工厂实例。
某稀土金属冶炼厂生产过程中烟尘含量为23.39 mg/m3,氟化物含量为 15.33 mg/m3,常用湿法或干法处理。 而赣州有色冶金研究所发明了一种新型除氟除尘装置, 先用氨气与废气中氟化氢反应生成NH4F 气溶胶, 而高浓度溶胶颗粒在装置中极不稳定, 经布朗运动碰撞结合后同粉尘进行二次沉降和收尘,达到了除氟除尘目的。采用该方法除氟率达到90%,除尘率70%。 反应方程式:

根据废气测定结果: 烟尘中的稀土质量分数约占65%, 故此研究所还对烟尘进行了治理回收,增加了滤网来捕获收尘,同时也有利于除氟。此法给后续新建稀土金属冶炼厂的生产排放提供新的处理技术。
稀土精矿行业中,用熔炼法处理低品位包头稀土精矿时产生的废气主要为粉尘、HF、SiF4及 SO2。 处理工艺流程: 集烟罩集气-沉降部分粉尘-旋风除尘-砂滤器吸收-排放。 该工厂在砂滤器内设置CaO 粉末作为吸附剂来处理废气, 经处理后含尘废气中氟质量浓度从380 mg/m3降至1 mg/m3以下,除氟率高达99%,除硫率和除尘率分别大于92%和99%。 吸附反应方程式:

3 含氟废气的资源利用
为避免浪费日益减少且不可再生的萤石氟资源,对于高浓度含氟废气污染源,需要吸收或吸附废气后进行一系列操作制成原料回用或氟化物副产品,其中包括氢氟酸、冰晶石、氟盐类、白炭黑等产品。
3.1 磷肥厂含氟废气的回收利用
各磷肥厂排出的氟化物浓度与产量、 抽风量有关。 过磷酸钙在生产过程中以及浓缩磷酸时有大量含氟废气排出, 不及时回收处理不但会严重污染环境,而且浪费了宝贵的氟资源。
目前, 多数磷肥厂是以水或碱液吸收生成低浓度氟硅化合物,其中用NaOH 溶液吸收生产Na2SiF6,存在氟资源浪费严重、污水很难达标排放、Na2SiF6市场价值越来越低问题。 夏克立等[2]研究了以氟化铵或氨水进行喷淋吸收磷肥大量含氟废气生成(NH4)2SiF6溶液, 其溶液以氨水来氨化得到高浓度NH4F 溶液和经洗涤干燥得到制白炭黑的二氧化硅。而高浓度NH4F 溶液可用来制取多种氟化合物,如NH4F、KF、NaF、Na3AlF6等固体产品, 市场值均比Na2SiF6高。 该法在磷肥含氟废气回收利用中基本上无有害废弃物排出,但需根据各磷肥工厂的产量、废气排放量等条件来研究设备搭建以及工艺设计,从而进行回收利用取得较大的经济效益和环境效益。
在吸收含氟废气得到高浓度NH4F 溶液的基础上或由磷肥副产氟硅酸氨化得NH4F 溶液后, 经浓缩高温分解或氟氢酸酸化可制得无水氟化氢铵产品[19]。 NH4HF2用途广泛,可用于化学分析、抑制细菌、酸化油田、制造镁及镁合金、蚀刻玻璃、木材防护剂、铝增光剂等。
从氟硅化合物溶液到固体氟化铵、无水氟化氢等氟化工系列产品,共同点均是脱除其中水含量。然而在工艺上氟硅酸铵溶液的脱水更易实现, 因此固体(NH4)2SiF6可用作原料来制备一系列高纯度氟化工产品。 在利用磷肥企业含氟尾气生产(NH4)2SiF6的研究上,程建方等[20]发现氟硅酸铵结晶母液的氟吸收过程对氟硅酸具有较大的pH 缓冲容量, 这有利于对含氟废气中HF 和SiF4的吸收, 且可控制吸收液中氟化铵含量缓解管路、喷嘴等结垢堵塞问题,达到高效率吸收废气的目的。 吸收工艺流程: 采用(NH4)2SiF6结晶母液吸收磷肥生产过程中产生的HF 和SiF4废气,吸收液经中和、过滤和冷却等一系列步骤后析出(NH4)2SiF6结晶,趁热过滤除去硅胶等固体杂质,再经液固分离得母液和(NH4)2SiF6固体产品, 而母液则再送入氟吸收系统中回用。 固体(NH4)2SiF6可用来生产氟硅酸盐类、白炭黑、氟化铵以及无水氟化氢, 为大型磷肥厂带来巨大的成本优势和经济效益, 而中小型磷肥厂可直接出售氟硅酸铵半成品, 缺点是过滤出的硅胶等固体资源未能充分利用。
唐波等[21]利用磷肥企业氟硅化合物来制取氟硅酸铵,能够经济有效地生产出固体(NH4)2SiF6并解决了氟硅化合物的回收利用以及污染等问题。 为了开发磷肥发展新路线,龚翰章等[22]利用(NH4)2SiF6和KOH 制备无水氟化钾以及副产白炭黑,确定最佳工艺后制得氟化钾的质量分数98.5%以上且收率高达94%,白炭黑产品中二氧化硅质量分数达到95%以上,实现了氟硅资源的高效利用。
由于氢氟酸是无机有机氟化工产品的主要生产原料,并且因氟化工产品的需求量逐年增加,故对氢氟酸需求量也就更大。 所以利用氟硅酸、氟化铵、氟硅酸铵等磷肥副产制备高纯度氢氟酸和无水氟化氢是磷肥企业的新发展思路。 陈文兴等[23]提出氟硅酸铵液相酸解制无水氟化氢技术。具体工艺流程:先将磷肥副产氟硅酸氨解得到氟化铵溶液并分离出二氧化硅副产品, 以此溶液吸收未冷凝的HF、SiF4等尾气后,再将生成的(NH4)2SiF6溶液经低压蒸发浓缩得到固体(NH4)2SiF6,最后将(NH4)2SiF6固体与浓硫酸高温反应生成HF 和SiF4并经洗涤、净化、冷凝后即可得到无水氟化氢,而SiF4返回系统循环使用。 利用磷肥副产氟硅酸生产AHF,脱水技术是关键。 然而此工艺中固体氟硅酸铵含水量极少易酸解制成AHF, 还能将辅助原料以及未冷凝HF 全返回磷肥生产系统,无氟资源流失且无二次废物排放,副产品二氧化硅杂质含量少可制成白炭黑。 此外也可直接用(NH4)2SiF6固体产品酸解生产 AHF。因此,此工艺技术具有广阔的推广应用前景。
目前, 磷肥副产氟硅酸经氟化铵盐法已生产出无水氟化氢产品, 但氟化铵和浓硫酸加热解析得氟化氢的影响因素还需进一步研究。 孙昌红等[24]研究了NH4F 和浓硫酸混合反应后加热解吸HF 的工艺。经实验确定解吸温度为150 ℃、时间为10 min、水质量分数为 6%以及酸盐比[n(H2SO4)/n(NH4F)]为1.00 条件下, 测得氟化氢解吸率能达到85.50%,与预测数据相符。该方法氟化氢解吸率高、操作简单易控制。
郝建堂等[25]以磷肥副产氟硅酸和轻烧氧化镁为原料制备无水氟化氢。 首先将H2SiF6(质量分数为18%~20%)与轻烧MgO 反应得到MgSiF6溶液,再将此溶液浓缩得到的固体MgSiF6经煅烧生成MgF2和SiF4,SiF4用水吸收后回用。 最后将 MgF2与浓 H2SO4反应制得 HF 和 MgSO4,HF 气体经精制即可得AHF,MgSO4经干燥提纯后即可销售。 主要反应:

实验确定,在 n(H2SiF6)∶n(MgO)=1.1∶1、55~65 ℃、30 min、煅烧 250~300 ℃以及煅烧 1.5 h 的最佳工艺条件,制得 99.99%(质量分数)的无水氟化氢和99.65%硫酸镁产品。 该工艺提高了氟硅资源的利用率,成本低质量好,环境污染低,且在市场上具有明显的竞争优势,为磷肥氟化工的发展提供了新工艺思路。
3.2 电解铝厂含氟废气的回收利用
目前电解铝厂主要使用干法吸附来处理回收含氟气体、粉尘、沥青烟等,技术已趋于成熟,但干法只适用于预焙槽。 湿法可用于净化目前少数自焙槽铝工厂,且成本低、吸收率高、资源可循环使用,但易造成废水二次污染、设备腐蚀等问题,限制了湿法技术的使用。
中国炼铝工业中预焙槽的含氟烟气均采用干法技术处理, 即在烟道中加入活性强的Al2O3对含氟废气进行吸附处理, 采用除尘设备进行回收并分离氟化氢和粉尘。 抚顺铝业的3 套电解烟气净化系统表明[26]:氟化物最大排放质量浓度为 2.2~2.4 mg/m3,其他废气成分的排放也均达到GB 9078—1996《工业炉窑大气污染物排放标准》中二级标准规定的限值要求。 年回收粉尘(氧化铝)约19 万t,氟化物约2 400 t。 反应原理:

为充分利用电解铝厂的含氟废气制氟化物副产品,何艳明等[27]结合低浓度SO2烟气治理工程技术研究及含氟烟气治理生产冰晶石工艺技术研究情况, 先采用碱液循环吸收烟气中的 SO2、CO2、HF 和Al2O3,生成氟化钠、亚硫酸钠和铝酸钠。 铝酸钠在氟化钠作用下与碳酸钠反应生成六氟铝酸钠沉淀,将其沉淀分离干燥后即成为原料冰晶石, 过滤液再与投入的氧化钙在碱液回收池反应并过滤后得到回用碱液。 反应方程式:

该工艺流程短、治理成本低,脱氟、脱硫、除尘一次完成,解决了氟污染的环境问题,提出资源化新思路实现铝工业氟资源的高效利用, 待设备完善和数据确认, 该技术可为新建电解铝厂提供含氟含硫粉尘的处理思路,以促进冶炼行业环保技术的进步。
3.3 其他工业含氟废气的回收利用
对于含氟媒介行业,三氟甲烷气体(CHF3)是生产CHClF2过程中的副产品,另一个副产物是少量的氟化氢,所以只对大量CHF3回收利用即可。 研究发现,CHF3可转化为 C2F4、C3F6、CH2CF2、CF3I 等附加值高的副产品[28],还可制成三氟甲基化试剂。
1)生产 C2F4和 C3F6。 CHF3在 750 ℃下裂解出自由基CF2,之后发生自身聚合生成C2F4,与工业上用 CHClF2生产 C2F4相似[29]。
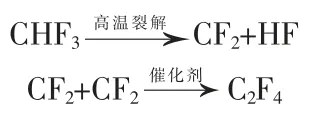
同理在高温条件下,生成的自由基CF2继续和C2F4反应形成C3F6。 可控制操作条件调节C2F4和C3F6的产率。

2)CH2CF2主要用来合成性能良好用途广泛的聚偏氟乙烯。CHF3在高温催化裂解下得到的自由基CF2,与甲烷经过一系列链式反应而产生的自由基CH3反应得到 CH2CF2[30]。

3)三氟碘甲烷(CF3I)是哈龙 1301 优选替代品种,用CF3I 可生产高效灭火剂、制冷剂、半导体蚀刻剂以及发泡剂。 首先CHF3在高温催化裂解下得到自由基CF2后吸附在活性炭表面,抑制自身聚合而进行自身歧化反应,生成C 和CF3自由基。 CF3再与I2作用最终生成CF3I。目前将CHF3直接作为三氟甲基化试剂仍处于初步试验阶段,工艺条件苛刻成本高,工业化路线需长期探索。
4 总结与展望
目前,大多氟化合物[如氢氟碳化合物(HFCs)、全氟碳化合物(PFCs)、氯氟碳化合物(CFCs)等]由于其化学稳定性、 大气中寿命长和高红外吸收能力被认为是破坏臭氧层的强温室气体。 为了有效分解氟化合物,传统焚烧正被等离子体技术所取代,其中热等离子体过程提供了增强型化学反应动力以及足够的高温条件。 因此为使氟化合物的热等离子体分解过程更经济有效, 需研究不同废气的反应性添加剂,优化火炬的设计和操作,开发适合分解过程的新型热等离子体火炬。对于冷等离子体技术,现在许多研究表明冷等离子体和催化剂的结合是一种破坏氟化合物非常有效的方法。 等离子体-催化剂组合比等离子体和催化剂单独获得的分解效率高, 这种协同效应已证明了在催化反应器中产生的非热等离子体可以为催化剂提供一些额外的活化性能。 接下来需进一步研究最佳分解氟化合物的等离子体技术,优化火炬或电反应器,寻找最佳分解条件,将等离子体技术与催化裂解相结合提高分解氟化合物的效率以及实现工业化处理, 经济有效地解决半导体等行业氟化合物强温室废气的排放问题。
在处理成分简单的废气时干法吸附技术净化率很高,但当废气成分复杂时净化率会降低。因此仍有必要完善吸附过程中传质基本理论, 进一步发展经济高效的分离技术和新型吸附剂。 湿法吸收广泛用于处理含 SOx、HF、SiF4和 NOx等复杂废气污染源,操作方便、运行费用低,但存在设备腐蚀以及二次废水排放等问题,因此对设备要求相对较高。湿法吸收应针对避免二次废水污染、研究高效吸收剂、解决吸收液对设备的腐蚀等几个角度进行更深层次的探究。 研究者提出干法与湿法结合处理电解铝厂含氟粉尘并取得了成效, 因此可加大力度推广处理其他工厂复杂含氟废气, 也需进一步研究干法湿法结合的工艺设备。
现在多数重要的无机有机氟化工产品均以萤石为原料,而萤石是一种不可再生的战略资源,储量有限且管控严格, 目前理想代替萤石氟资源是磷肥生产中排放的大量含氟废气。 所以氟资源的回收利用主要集中在磷肥企业,对冶金、玻璃、电解铝等部分工厂所排放的少量含氟废气采取一些有效治理措施达标排放即可。 因此采用适宜工艺将磷肥厂含氟废气回收利用生产氟化工产品, 不仅保证了氟资源来源稳定、原料费用低、降低生产费用以及提升产品市场竞争力,还可延长氟化工产品行业产业链,争取环境效益与经济效益双受益。 但仍需进一步开展治理回收研究工作,提升现有净化回收工艺,使含氟工厂中蕴藏的大量氟资源得到更有效利用:首先,需研究提高氟硅资源的回收率, 即提高HF 和SiF4的吸收效率;其次,利用副产氟硅化合物开发市场前景较好的产品,提高氟硅化工产品的附加值,比如生产高价值无水氟化氢、冰晶石、无水氟化氢铵、白炭黑等;最后,需不断研究利用含氟废气或磷肥副产氟硅化合物开发新工艺路线,完善工艺设备,解决制约磷肥企业的发展问题,争取实现氟硅资源高效利用。
猜你喜欢
节能与环保(2022年3期)2022-04-26
建材发展导向(2021年14期)2021-08-23
纺织科学研究(2021年6期)2021-07-15
空间科学学报(2021年6期)2021-03-09
石油化工建设(2019年6期)2020-01-16
北京航空航天大学学报(2017年7期)2017-11-24
北京航空航天大学学报(2017年7期)2017-11-24
新农业(2017年2期)2017-11-06
能源(2017年5期)2017-07-06
西安工程大学学报(2016年6期)2017-01-15
