
圆柱表面微结构超精密车削加工技术的探究
2021-04-27 02:46:52李婷谢明军杜万中白岩立
粘接 2021年8期
关键词:微结构
李婷 谢明军 杜万中 白岩立
摘 要:超精密加工是衡量一个国家科技和制造水平的重要标志。近年来,我国综合国力和科学技术水平的日渐提升离不开超精密加工技术的发展和进步。文章通过详细分析圆柱表面微结构的超精密车削加工技术,旨在促使科研技术攻关人员关注圆柱表面微结构超精密车削加工技术的发展现状,在不断提高我国机械零部件制造技术水平的同时,促进我国机械制造加工领域的科研技术人员更多的使用超精密加工技术,研发出更多的高效、智能、自主的机械加工技术来服务我国的机械制造产业。
关键词:圆柱表面;微结构;超精密;车削加工技术
中图分类号:TM359.9 文献标识码:A 文章编号:1001-5922(2021)08-0151-03
Research on Ultra-precision Turning Technology of Cylindrical Surface Microstructure
Li Ting1, Xie Mingjun2, Du Wanzhong3, Bai Yanli
(1. Department of Mining Engineering, Yulin Vocational and Technical College, Yulin 719000, China; 2.Shaanxi Yulin Energy Group Hengshan Coal Power Co., Ltd., Yulin 719200, China)
Abstract:Ultra-precision machining is an important symbol to measure a countrys science and technology and manufacturing level. In recent years, the comprehensive national power and the science and technology level of our country can not be improved day by day without the development and progress of ultra-precision machining technology. By analyzing the ultra-precision turning technology of cylinder surface microstructure in detail, this paper aims to make researchers pay attention to the development of ultra-precision turning technology of cylinder surface microstructure, while continuously improving the manufacturing technology level of mechanical parts and components in our country, it will promote more use of ultra-precision processing technology by scientific research and technical personnel in the field of mechanical manufacturing and processing in our country, research and development of more efficient, intelligent, independent machining technology to serve Chinas machinery manufacturing industry.
Key words:cylindrical surface; microstructure; ultra-precision; turning technology
0 引言
随着我国科学技术水平和综合国力的飞速进步,其制造业领域内的微结构加工技术也在不断的改进和快速的提升。我国发展尖端技术产品不可或缺的一项关键技术就是超精密加工技术,该技术无论是在军事领域还是在民用领域,都有着非常广泛的用武之地。比如我国在部分机械零件的圆柱表面微结构的超精密加工方面的技术正在日趋成熟,再加上目前微结构超精密加工应用的领域越来越广泛,如数码相机、液晶显示面板、隐形眼镜、卫星成像系统等,由于这些元器件要想实现其特定的功能,就必须对其加工精度提出极高的要求。所以机械零件圆柱表面微结构的超精密车削加工技术越来越被人们所关注,其已成为加工制造业中的一项越来越重要的研究课题。
1 超精密车削加工的概述
1.1 超精密车削加工的简介
超精密车削加工是伴随着时代的发展和社会的进步而出现的一项新技术,是为了适应现代科学技术的发展而被科研人员研发出来的一项新的机加工艺。其主要是利用金刚石刀具对零部件进行车削加工,用来加工对表面粗糙度以及形状精度要求高的有色金属或非金属零件。该超精密加工技术是综合集多学科、多领域的一项机械加工新技术。如材料、传感、现代电子、计算机网络、自动控制,测量等技术。目前超精密车削加工技术已经达到纳米级别的精度,目前正在朝着微纳米级别精度的方向发展。在机械零件圆柱表面微结构加工技术方面,目前超精密车削加工是零件圆柱表面微结构最高效的加工方法之一。比如英国克兰菲尔德大学的Watson就实现了70μm波长正弦波的加工;再比如日本东北大学的Gao教授研究团队分别在镀有镍-磷和氧化铜的圆柱表面车削加工了微透镜结构,其设计深度为5.2μm,且误差只有0.12μm和0.1μm。就我國来说,国防科学技术大学对圆周排列的微透镜阵列(口径4mm,深度为10μm)表面粗糙度Ra可达11.4nm;哈尔滨工业大学科研团队加工的菲涅尔透镜端面微结构(深度为5μm)其表面粗糙度Ra=35nm,如图1所示。目前其超精密加工科研团队正在积极研究将超精密车削加工技术应用在圆柱表面的微结构加工当中,以快速提高我国的超精密加工的技术水平。
1.2 超精密车削加工的机理
圆柱表面微结构的加工和非圆柱表面微结构的加工是有很大的区别的。因为圆柱表面微结构的尺寸都是在微米量级甚至是纳米量级,为此在进行车削加工时,这些尺寸效应和微结构效用都要被考虑到,在进行车削参数的选择时是不同于传统表面加工的。另外,因为圆柱表面微结构的加工会受到加工接触区域的机械负荷、温度梯度、化学性质变化等因素的影响,因此一定要了解其车削机理。再次圆柱表面微结构在进行车削加工时,其车削速度和背吃刀量在不断发生着变化,这造成车削过程的不稳定,很容易造成表面质量的下降或者在微结构边缘产生毛刺。特别是在用快速伺服刀架进行微结构表面车削加工时,因为机床振动可能造成加工表面质量不佳。伴随计算机网络技术的逐渐发展和不断进步,用计算机仿真技术进行超精密车削加工已变为现实,近年来,用有限元或者分子动力学等仿真方法来进行表面微结构的加工已经获得成功并已开始应用,这些新技术的应用都为圆柱表面微结构的超精密车削加工技术的提高提供了可靠的科学依据。
2 超精密车削加工关键技术的难点和解决办法
2.1 关键技术的难点分析
圆柱表面微结构的微V槽的加工在技术上有不少难点,通过总结后主要包括以下3点:①圆柱表面微细结构的车削加工需采用微细的金刚石刀具,其刀具刀尖的圆弧半径仅有0.005mm,这就导致其刀尖点非常容易受损。再加上因其结构尺寸过小,若加工设备的重复定位存在误差就很容易导致其加工表面过切现象的发生。②圆柱表面数十万个微结构槽要进行连续加工,若采用传统的方法编写程序,其编写程序的工作量将是十分巨大的。③在圆柱表面微细加工过程中,即便是机床一个特别细微的振动,其切屑都可能会对工件加工表面的质量造成不小的影响。
2.2 关键技术难点的解决办法
2.2.1 利用分层小切深来提高刀具使用寿命
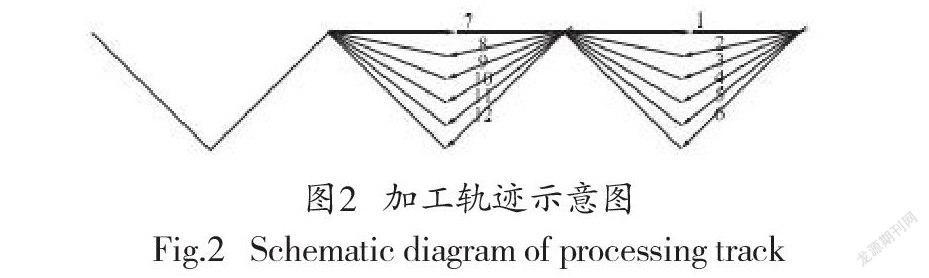
利用单点金刚石车刀对圆柱表面微结构进行超精密车削加工目前是一种非常高效的加工方法,由于其单点金刚石车刀刀尖的半径仅有0.005mm,若切削深度过大就很容易造成其车刀刀尖点的损伤,为此可采用分层小切深的切削方法对圆柱表面进行超精密加工。在进行微V直槽的分层小切深车削加工时,初步制定了3种不同的方法进行车削加工,其加工轨迹示意图如图2所示。
对圆柱表面进行车削加工时,其3种刀具的轨迹分别是:
(I)2-1-3-1-4-1-5-8-7-9-7-10-7-11-7-1-6-12。
(II)2-1-3-1-4-1-5-1-6-1-6-8-7-9-7-10-7-11-7-12-7-12。
(III)2-1-3-1-4-1-5-1-6-8-7-9-7-10-7-11-7-12。
由于该3种加工方法只是在走刀的轨迹上有所不同,走刀轨迹分析说明:采用前两种走刀轨迹加工零件有过切现象发生,而采用第3种走刀轨迹进行零件加工基本不会发生过切。
通过分析可知:造成加工表面过切的主要原因是其微V槽自身的尺寸太小,前两种加工方法是在粗加工结束之后,因液压油温度的变化以及无精加工余量等因素造成机床的重复定位,从而产生了加工误差。这些结果反映在微V槽上就是我们见到的过切现象。而第3种加工方法是在粗加工单个槽结束之后就立即对其进行精加工,此时其液压油温度变化较小也留有精加工余量,这样即便机床需要重复定位,对其精加工的影响也比较小,从而有效的避免了过切现象的发生或接刀痕迹的出现。
因单点金刚石车刀刀尖半径仅有0.005mm,其包络角度为100°,这就使得车刀单次切削深度不超1.4μm,且每个槽的加工需分成17层才能完成切削加工。若圆柱面长度超过400mm,辊筒需要加工数十万微V槽,其刀具切削轨迹过长。若采用较小的车刀进给速度,其微V槽表面质量能够得到很好的保证,但这样会降低刀具的使用寿命;若采用较大的车刀进给速度,其微V槽表面质量就不能得到有效的保证。综合考虑以上因素,在分层加工时,粗加工一般采用较大的切削速度,精加工一般采用较小的切削速度,这样既可保证工件表面加工的质量,也可提高刀具的使用寿命和加工效率。
2.2.2 采用逻辑运算程序来解决加工编程难题
由于在进行车削加工时,总的车削走刀次数超过数10万次。若采用传统的程序编写方案,其程序长度将会多于170万行,而大量的程序编辑势必会造成刀具轨迹的错误点,进而导致工件表面的加工质量欠佳。为此可把UMAC写入逻辑运算程序,并对微槽程序进行优化设计,这样其程序长度就可控制在40行以内,并且有利于被加工件尺寸的更改。
又由于UMAC程序的编写采用的是3层嵌套的方法,其程序第1层循环中if语句是为了防止零件加工表面过切;其第2层循环中while语句是用于槽深的步进;其第3层循环中while语句是用于槽与槽间的移动。再通过对P1、P2的赋值,就能够轻松进行不同尺寸上微槽的车削加工。
2.2.3 加工系统细微振动及切屑对加工表面的影响
在零件的车削加工过程中,加工系统的细微振动也会对工件的加工表面产生影响,其包括外部环境所引起的振动以及设备加工过程所引起的振动。外部环境所引起的振动可通过隔振系统和抑制外界震源的办法来消除,而设备在加工过程中所引起的振动主要是由回转工件的动不平衡量所造成的。要想改善或消除设备所引起的振动,就需要在精加工前利用动平衡仪进行检测,如采用添加配重的方式来消除因质量偏心而造成的设备振动。
另外,其加工参数也会对零件加工的表面质量产生影响。其中影响较为严重的就是背吃刀量,若背吃刀量产生较大的切屑,就很容易导致工件表面划伤,进而造成工件表面的加工质量达不到精度要求;若背吃刀量较小,其车削加工所产生的粉末状切屑重量也会较轻,此时若采用吸屑装置就可把切屑很容易吸走,从而不会对工件表面造成伤害。
3 结语
工件圆柱表面微结构的超精密车削加工是一项内容比较广泛的新技术、新加工工艺,在车削加工时,其所使用的超精密机床设备、单点金刚石刀具、车削加工工艺、测量和误差补偿技术、环境支持条件等多种因素决定着其工件的加工精度和表面质量。随着复杂微结构表面应用的增加和加工设备水平的不断提高,对圆柱表面微结构的超精密车削加工已日渐在被推广和应用。和世界先进制造水平相比,我国的超精密加工技术还存在一定的差距,在此过程中仍有不少问题亟需解决。目前我国正在努力自主研发超精密车床和快刀伺服系统,相信不久将来一定会缩小和世界先进制造技术水平的差距。超精密车床和快刀伺服系统研发的成功将会更好的服务于我国超精密车削机械加工领域,并且利用其制造出来的机械工件将更经得起使用的考验,其实用性将更强。
参考文献
[1]张俊鳳,王素娟. 辊筒表面微沟槽超精密加工精度影响因素的研究[J]. 制造技术与机床,2020,(10):89-94.
[2]楚翀,张晓峰,王文升,夏志辉. 表面微观V形槽的超精密加工技术研究[J]. 机械制造,2019,57(06):31-34.
[3]管允劼,李祥,陈东生. 圆柱表面微结构超精密车削加工技术研究[J]. 制造技术与机床,2019,(06):126-128.
猜你喜欢
农业工程学报(2022年10期)2022-08-22 07:26:30
陶瓷学报(2021年2期)2021-07-21 08:34:46
金属世界(2020年2期)2020-04-23 09:48:56
制造技术与机床(2019年6期)2019-06-25 10:17:58
制造技术与机床(2018年11期)2018-11-23 01:07:54
电镀与环保(2016年2期)2017-01-20 08:15:22
光学精密工程(2016年5期)2016-11-07 09:06:26
中国运动医学杂志(2016年3期)2016-07-10 12:07:23
中国塑料(2016年11期)2016-04-16 05:26:00
邢台学院学报(2016年4期)2016-02-28 19:54:42
