收缩套标技术探析
2021-04-25 02:43:58云南贝泰妮生物科技集团股份有限公司研发包装部郭向飞
上海包装 2021年1期
■ 文/云南贝泰妮生物科技集团股份有限公司研发包装部 郭向飞
收缩套标技术起源于二十世纪六十年代的日本,最早应用于清酒瓶包装。七十年代传入欧洲,并于八十年代得到发展,随后进入北美市场。随着技术的不断进步,收缩套标技术成为所有标签及产品装饰工艺中发展最快的技术之一,越来越多的标签加工商开始投入收缩套标的生产。
在全球范围内,各类形式的收缩套标均显著增长,并在许多优质贴标领域内,尤其是全球食品与饮料市场上,与压敏胶标签一争高低。收缩套标也是全球领先的套标技术,占套标市场的80%以上,并持续保持增长也是所有标签技术中增长最快的技术之一。
1 套标的种类
套标主要有三种形式。第一种为拉伸套标,首先将LDPE薄膜制成管状,然后将其拉伸并套于容器表面(见图1)。拉伸套标在套标市场中占有率较低,这种套标技术通常应用于形状比较简单的容器上。
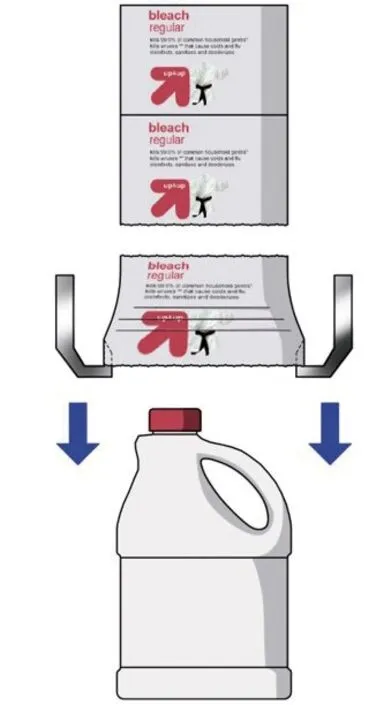
图1 拉伸套标贴标工艺流程
第二种套标形式为纵向拉伸(MDO)套标,既包括R.O.S.O.™(上卷并收缩技术),也包括卷状供料收缩(RFS)技术。R.O.S.O.™,与传统的环绕式标签贴标方式类似,直接包裹在容器外围(见图2),并通过粘合剂、超声波或激光进行接口粘接;而后产品经过热烘通道,标签收缩并包裹于容器表面。R.O.S.O.™标签可完全覆盖容器表面,其收缩率可达到15%~18%。卷状供料收缩(RFS)技术具有更好的收缩特性,可应用于形状和轮廓更复杂的容器。由于形状复杂,使得容器在贴标过程中不太适合被用作薄膜缠绕的中心轴,贴标过程变得相对复杂。首先需要将套标材料缠绕在特定的中心轴上,根据被贴容器的尺寸适当调整中心轴,然后将套标材料放在此中心轴上进行接口粘合,并下套于容器表面。图3为上述技术的加工示意图。
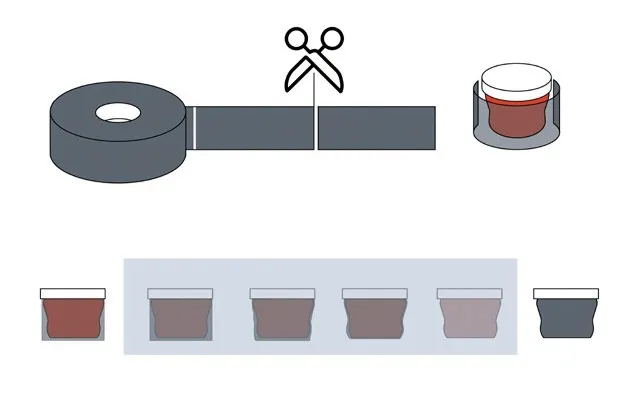
图2 R.O.S.O.™标签贴标工艺流程

图3 RFS标签贴标工艺流程
第三种套标技术是横向拉伸(TDO)套标,也就是将印刷好的卷膜制成袖筒标,套在瓶身后,通过热收缩通道,收缩后最终附在瓶身上。该工艺流程如图4所示。
2 收缩套标的基材
热收缩套标基材由多种聚合物组成,包括聚氯乙烯、白色不透明膜、定向聚苯乙烯、聚酯、聚烯烃、混合膜/多层膜等。其中最常见的材料包括OPS(定向聚苯乙烯),PVC(聚氯乙烯),PETg(醇化聚酯)和PO(聚烯烃)等。此外,根据需要还会应用各类复合膜或特殊膜等。
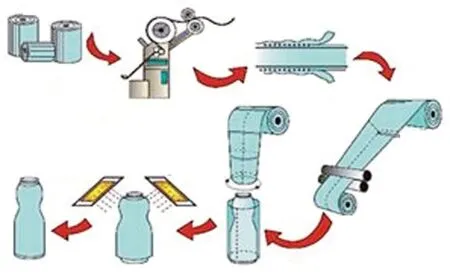
图4 横向拉伸(TDO)标签贴标工艺流
在基材的选择上,需要考虑薄膜的特性是否能够与工艺相匹配。在选择薄膜时还必须考虑某些容器特性,甚如挤压性能、印刷适性、收缩力、最大收缩率、自然收缩率、微笑和皱眉效应等,至还包括环境影响等很多因素。
不同的膜类材料有其自身的特点,表1所示为常见的五种用于收缩套标的膜类基材的特性对比。
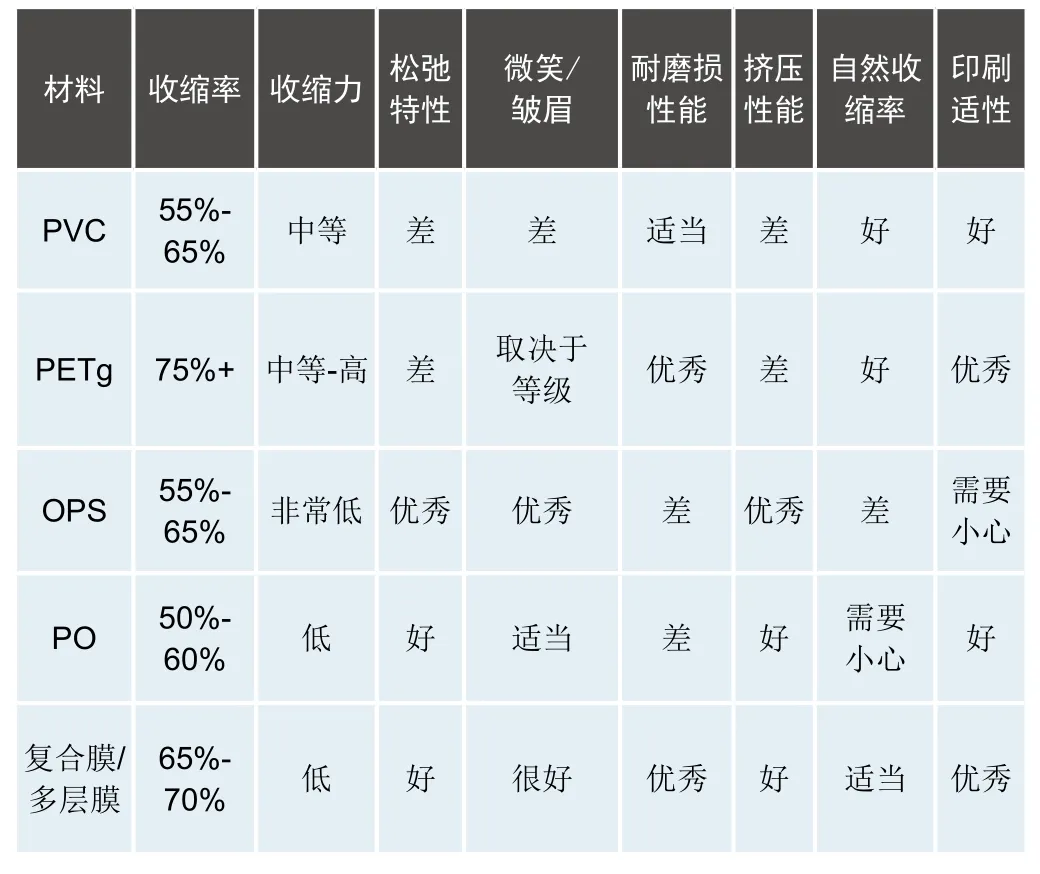
表1 收缩套薄膜的特性总结
3 套标的生产工艺流程
收缩套标通常采用里印工艺,印刷后的标签呈卷状,经过合掌机成型及粘口贴合,形成套筒状标签后重新收卷。接下来,套标被裁切成容器所需的长度,并经手动或自动贴标设备套于容器外围,随后容器穿过热烘通道,完成整个工艺流程。如图5所示。

图5 完整的收缩套标工艺流程
为了生产高质量的收缩套标装饰容器,必须了解从设计、印前到印刷、分切、套标成型、贴标和收缩等各个生产阶段。套标生产的关键工艺如下。
3.1 设计和印前制作
收缩套标的印前设计除了进行常规的图文设计以外,还需要考虑其在生产加工过程中的图文变形。因此,在印前设计中,必须预测薄膜的收缩变形程度,以便印刷后的薄膜收缩到容器表面时,图案可准确呈现且不会变形。设计与印前制作中对图案的变形处理,如今大部分都通过专业软件完成(见图6),在行业中,Esko和Hybrid等印前软件供应商都提供相关的图文制作软件。
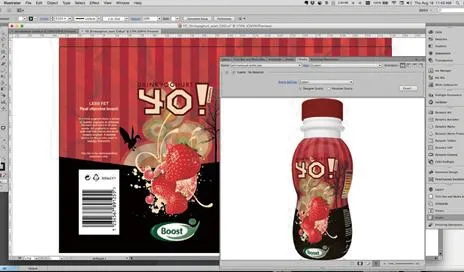
图6 收缩套标设计
3.2 薄膜印刷及表面整饰加工
收缩套标的印刷工艺一般采用里印,在印刷方式的选择上,凹版印刷依然是套标印刷最主要的加工方式。随着国家对环保的要求越来越高,近年来柔性版印刷在套标加工中的份额出现显著增长;市场对个性化的需求在不断提升,针对按需印刷的数码印刷也越来越受欢迎。
大部分收缩套标都在中幅和宽幅轮转机上印刷,但采用窄幅轮转工艺的套标生产也有显著增长,尤其是UV柔性版印刷,其次是水基柔性版印刷。
此外,为了得到一些特殊的表面整饰效果,还会采用冷烫金技术。如图7所示。

图7 收缩薄膜上的冷烫金技术
3.3 分切、合掌、质检后复卷
印刷完成后,首先要将卷膜分切为单个标签的宽度,常见的分切方式有刮刀式、剃刀式和剪切式等。然后通过专用设备将分切后的卷材折叠,并在接缝处进行涂胶及粘合,制成套筒形状,这一过程被称为“合掌”(见图8)。最后对套标进行质量检验,合格后复卷、打包后发往贴标工厂。
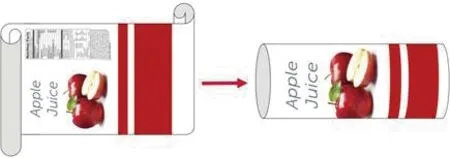
图8 合掌工艺过程
3.4 贴 标
最后一步,就是进行收缩套标的贴标工作。先将套标裁切至所需长度,然后再套贴于产品容器上。市场上现有三种热收缩膜贴标系统,分别为:旋转转送(圆盘传送)系统、直接贴标系统和芯轴系统(有时称为子弹式系统)。如果采用前两种贴标方式,设备相对简单,适合中低速贴标;而后者运行速度更快,效率更高,但对套标材料要求也较高。图9为运行中的高速贴标设备。

图9 运行中的套标贴标机
接下来,就是让套贴上标签的容器经过烘道完成薄膜收缩,得到紧实套贴的装饰效果。烘道的种类主要有三种,分别是:热风型、辐射热型和蒸汽型。现今行业中应用最广泛且效果最好的是蒸汽烘道,由于水蒸气的传热效率高且均匀性好,能提供更均匀的收缩结果。
4 收缩套标的应用现状与发展趋势
如今,收缩套标已经成为了一种常见的标签技术。表2给出了按市场规模划分的收缩套标的主要类别,可以看出,饮料、乳制品和食品是收缩套标应用最广泛的重要行业。但是,随着市场对收缩套标技术的进一步认可,洗涤剂、化妆品、宠物食品、油漆和其他消费品等产品的品牌商也开始采用这类标签。在装饰容器时,收缩套标的立体效果相比其他标签更为出色,不仅能应用于各类特殊形状的容器,还能用于不同轮廓线条的瓶子上。通过造型独特的容器与醒目的设计搭配,收缩套标的潜力有待进一步挖掘。
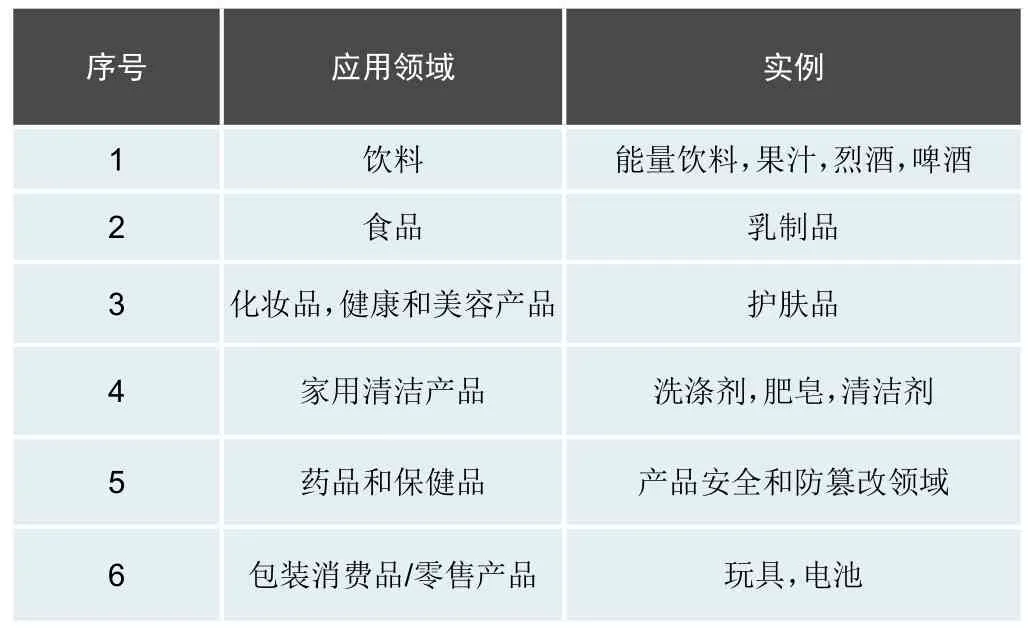
表2 收缩套标主要应用分类
如今,收缩套标领域也出现了很多新的技术,包括变色和荧光套标,限量版和个性化套标,包含隐形奖品和优惠券的套标,可生物降解薄膜和多功能复合薄膜套标,可微波加热套标,等等。此外,套标行业还为形状复杂的容器引入了全身套标,将瓶身标签和防篡改技术,360°全方位装饰工艺,以及各种表面处理技术(例如磨砂,高光和珠光)结合起来,达到进一步美化商品、提升功能的作用,从而激发消费者的购买欲望。
全球标签行业知名分析机构AWA统计预计,目前收缩套标技术的年增长率为4.5%~6.0%,而全球标签市场的增长率约为3.5%。收缩套标是整个套标市场中最有竞争力的一种技术,其市场份额约为87%,占绝对统治地位。
从收缩套标的应用区域看,亚太市场仍然是该技术的最主要市场,并占较大的比例。据估计,该地区的年复合增长率最高,主要归因于中国、印度和东盟国家对饮料和包装食品需求的不断增长。2020年,收缩套标的销售量超过100亿平方米,它将成为标签行业关注的焦点,并继续激发市场的潜能。
猜你喜欢
中学生数理化·自主招生(2024年6期)2024-06-24 11:15:29
数学年刊A辑(中文版)(2020年1期)2020-05-19 00:30:36
中学生数理化·高一版(2020年2期)2020-04-21 07:42:50
科技创新与应用(2019年26期)2019-10-24 08:49:44
时代金融(2019年7期)2019-04-23 00:52:58
证券市场红周刊(2018年41期)2018-05-14 18:45:56
证券市场红周刊(2018年5期)2018-05-14 14:45:46
证券市场红周刊(2018年4期)2018-05-14 14:02:24
天津农业科学(2014年4期)2014-05-23 23:00:08
食品工业科技(2014年15期)2014-03-11 18:17:42