
环境湿度对药芯焊丝焊接质量的影响与管控
2021-04-23 03:17:28刘云海曾宇烜
船电技术 2021年4期
刘云海,曾宇烜
应用研究
环境湿度对药芯焊丝焊接质量的影响与管控
刘云海,曾宇烜
(海军装备部,武汉 430060)
本文对高湿度下的药芯焊丝角焊缝质量进行研究,首先介绍在高湿度状态下模拟舱壁板与球扁钢角焊缝药芯焊丝焊接试验情况。然后分析焊缝质量及扩散氢含量检测结果。试验结果显示:在高湿度情况下,焊缝表面出现大量气孔,降低了焊缝质量;药芯焊丝在高空气湿度下暴露24小时候,焊缝中扩散氢大量增加,增加了氢致裂纹的风险。最后经过试验研究与分析,得出结论,制定防护措施。
氢致裂纹 药芯焊丝 EH36钢 高环境湿度
0 引言
焊接是造船业必要的材料连接方式,焊接接头质量直接决定了产品质量。药芯焊丝焊接具有飞溅小,焊缝成形美观,熔覆速度高,可进行全位置焊接等特点,有助于在保证焊接接头质量的同时提高焊接效率。药芯焊丝在国内外船用钢材焊接上应用广泛。但是药芯焊丝内部的药粉在高空气湿度下,容易吸收空气中的水分子,导致焊缝区域氢元素增加。氢元素增加又会促成氢致裂纹的产生[1]。氢致裂纹是一种常见的、极具破坏性的裂纹形式,不限制其产生,有可能导致严重的后果。焊接时,氢元素若以扩散氢的形式存在于焊缝及热影响区处,将会促进氢致裂纹的产生。焊接区域水分子含量越多,则焊接接头处的氢含量可能越高。为此,在焊接时应严格控制空气湿度和焊接区域的清洁与干燥程度。目前,船用EH36钢板焊接规范中空气湿度大于90 %不允许施焊。现场焊接时,空气湿度较难控制,特别是遇到空气湿度逐渐增加的情况时,现场焊接操作管理不便。本文对高湿度下的药芯焊丝角焊缝质量进行研究,以便制定详实的焊接工艺要求与管理措施,保障焊接接头的质量。
1 试验及检测
1.1 过湿环境的焊接试验
选定模拟舱壁板与球扁钢的角焊缝结构为试验对象,采用的钢板为船用EH36钢板,采用的药芯焊丝为E501T-1,钢板的成分如表1所示,焊丝熔敷金属的化学成分如表2所示。钢板的长度为500 mm。其他板材参数和角接头的参数如表1所示。

表1 EH36钢的化学成分(wt.%)
注:细化晶粒元素Al、Nb、V、Ti可单独或以任一组合形式加入钢中。当单独加入时,其含量应符合本表规定;若混合加入时,细晶元素含量下限不适用,同时要求Nb+V+Ti≤0.12%。

表2 E501T-1药芯焊丝熔敷金属的化学成分(wt.%)
按照GB712-2011《船舶与海洋工程用结构钢》中的要求,TMCP工艺生产的板厚小于等于50 mm的EH36钢的碳当量不超过0.38。
根据空气湿度、母材和焊丝的湿度制定焊接规范对角焊缝进行焊接,空气湿度为87 %~88 %,具体的焊接数据记录如表3所示。焊接结束后对焊缝进行荧光磁粉检测。检测后在万能拉伸试验机上进行三点背弯试验,试验后再次进行荧光磁粉检测。
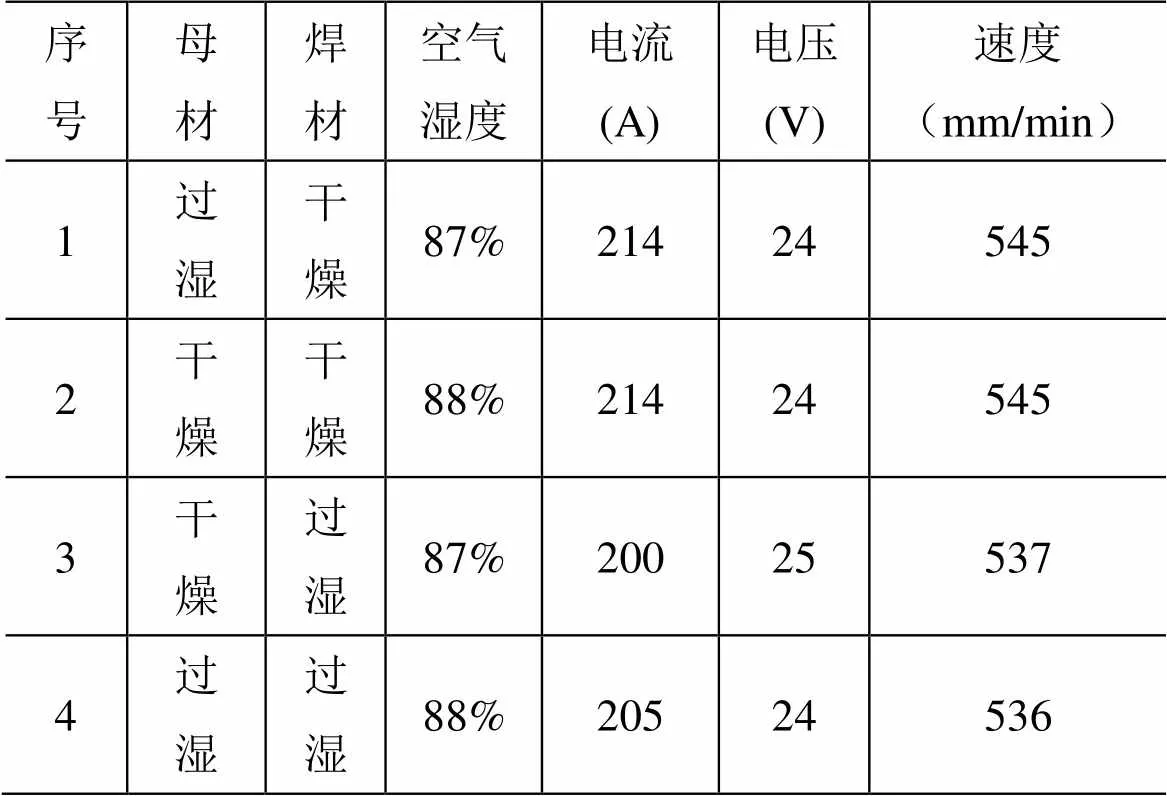
表3 焊接参数
1.2 过湿环境对焊缝中扩散氢的影响
将拆封后在露天放置24小时的药芯焊丝和未拆封的药芯焊丝进行扩散氢检测。扩散氢测试参照GB/T3965-2012《熔敷金属中扩散氢测定方法》进行,采用B型试块,水银法测试。
2 试验结果及讨论
在焊接后,磁粉检测显示1、2、3、4 号试样中没有发现裂纹,但1、3、4号过湿件的焊缝表面存在大量的表面气孔。由于1、3、4号试样焊接时使用的气体、电压、电流等参数与2号试样相近,只是母材或焊材过湿。因此,该气孔应为水蒸气或氢气等形成的气孔,而随着焊接区域水分子含量的增加,无疑会使焊缝中氢元素增加。在受力的过程中,焊缝中的气孔会导致应力集中,该处的应力更容易达到材料的断裂强度而导致裂纹的产生。
焊缝经弯曲试验后,均未发现横向裂纹,焊缝内部物未焊透和裂纹现象。
扩散氢测试实验发现,未拆封药芯焊丝的扩散氢测试量为7.45(ml/100g),开封24小时后,药芯焊丝的扩散氢测试量为15.63(ml/100g)。
由此可见,仅仅在高空气湿度下,角焊缝并不会产生裂纹缺陷。当母材或焊材处于过湿焊状态时,焊缝出现气孔,质量下降,增加了氢致裂纹的风险。焊后机械矫正不会使焊缝产生裂纹。
钢中氢主要分为残余氢和扩散氢,残余氢在钢种的含量很少,在低温阶段没有变化。气体分子可在熔池中逸出,而熔池凝固后,尚未逸出的气体分子就会以气孔的形式保留在焊缝中。试样表面的气孔就是由于气体分子残留在焊缝中产生的。扩散氢主要以氢原子或离子状态存在于焊缝中,形成间隙固溶体,扩散至晶格缺陷、裂纹等间隙处形成氢分子,促进裂纹的产生和扩展。在高温时,扩散氢大部分逸出焊缝金属,只有在低温时,才会促进裂纹的产生。当湿度较大时,水中的氢原子或离子会进入焊缝以扩散氢的形式存在。
氢致裂纹的产生是应力、缺陷、组织状态、散氢含量等多种因素相互促进的结果[2]。根据氢致裂纹产生的机理[3],在焊缝冷却过程中,由于焊缝含碳量低于母材,焊缝金属较母材热影响区先发生γ→α相变。在发生此转变时,焊缝中氢的溶解度急剧下降,而氢在α相中的扩散速度较γ相中快,因此氢快速扩散至熔合线和粗晶区,并聚集在此形成富集地带。氢富集区发生马氏体相变时,氢便以饱和状态保存下来,并导致该区域的脆化。当存在大的拘束应力时,应力超过了该区域组织的断裂强度就会导致裂纹的产生。另外当存在缺口效应时,也会导致氢致裂纹的产生。
3 结论与预防措施
经过试验研究与分析,得到的主要结论如下:
1)当环境湿度过大时,将在焊缝中产生大量的氢气孔,降低了焊缝质量。
2)药芯焊丝暴露在潮湿的环境中将导致焊丝受潮,增加焊丝中的含氢量,增加焊接接头产生氢致裂纹的风险。
3)EH36钢使用E501T-1焊丝焊接,且焊丝与母材都干燥时,在88 %空气湿度中短时间施焊不会导致裂纹的产生。
根据结论制定了药芯焊丝氢致裂纹的防护措施如下:
1) 施焊环境湿度大于85 %时,焊材库不得发放药芯焊丝,施工单位不得使用药芯焊丝施工,须领用实心焊丝ER50-6施工。对先期已领用且未用完的药芯焊丝须退回焊材库。若药芯焊丝已开封,须作烘干处理。
2)施焊环境湿度在60 %~85 %时,药芯焊丝再开封后当天未使用完,施工单位须将未使用完的药芯焊丝退回焊材库并做保温处理。
3)对已拆开包装、二次使用的药芯焊丝再使用前,先将表面的一层去掉,然后再使用。
4)采用5 Kg/包、10 kg/包的小包装药芯焊丝,焊工按施工量合理领用。
[1] 谭长瑛, 张显辉, 陈佩寅, 等.焊接氢致裂纹的模拟与 预测[J]. 焊接学报, 2002.23(5): 1-4.
[2] 魏金山, 张田宏, 方洪渊. 10CrNi3MoV钢气体保护焊 氢致裂纹的萌生和扩展[J]. 焊接学报, 2002.23(1): 53-56.
[3] 张文钺. 焊接冶金学[M]. 北京: 机械工业出版社, 2005
The Influence of Environment Humidity on Flux Cored Wire Welding and Welding Quality Control
Liu Yunhai, Zeng Yuxuan
(The Naval Equipment Department in Wuhan, Wuhan 430060)
TG422
A
1003-4862(2021)04-0012-03
2020-11-09
刘云海(1982-),男,工程师。研究方向:舰船总体与结构 E-mail: 56595515@qq.com
猜你喜欢
金属热处理(2023年4期)2023-07-31 03:09:35
装备环境工程(2021年4期)2021-05-07 11:52:54
科技风(2020年12期)2020-04-24 00:22:18
化工管理(2020年9期)2020-04-22 09:14:34
中国金属通报(2019年7期)2019-08-15 00:59:52
科技创新导报(2019年24期)2019-01-14 02:41:55
科学家(2017年17期)2017-10-09 19:15:02
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
天津农业科学(2014年4期)2014-05-23 23:00:08
