
CO2回收系统恢复过程中的危险源及风险防控
2021-04-21 06:14陈伟,宋建
设备管理与维修 2021年5期
陈 伟,宋 建
(江苏中烟有限责任公司徐州卷烟厂,江苏徐州 221111)
0 引言
干冰膨胀烟丝是以CO2为主要介质的一种烟丝膨胀技术,整条生产线中包括压力容器和安全阀等特种设备及其附件。按照相关法律法规,干冰膨胀烟丝在线安全阀每年须检验一次,检验完成后生产线回收系统应予以恢复,保证正常的生产需要。
干冰膨胀烟丝加工装置主要由“冷端”和“热端”两大工艺设备组成[1]。其中冷端工艺设备由“浸渍”和“回收”两部分系统组成,主要包括浸渍器、贮罐、工艺罐、高压回收罐、低压回收罐等压力容器类特种设备[4],见图1。浸渍设备的主要作用是利用液态CO2对烟丝进行浸渍,回收设备的主要作用是对气、液态CO2的回收和保持各罐体的压力平衡。按特检设备要求,在对压力容器的安全附件安全阀进行年检后[2],回收系统应及时恢复。将处于排空状态的回收系统恢复至正常运行状态,需经过CO2充装、各储罐的充压、液态CO2的泵入、压缩机的降压等关键步骤,每个环节均存在风险[3]。及时发现这些可能的危险源及其风险,并采取有效的防控措施,以确保人员、设备的安全,达到安全生产的目的。结合实际操作过程的相关经验,总结归纳在回收系统恢复过程中可能出现的风险,并进行探究与分析,验证防控措施的有效性,对保障膨胀线安全生产具有一定的借鉴价值。
1 危险源及其风险分析和防控措施
针对膨胀烟丝生产线安全阀检验作业后,在恢复回收系统过程中可能存在的各类危险、风险进行分析、总结,并制定相应的防控措施,将危害降至最低,以保证系统安全恢复、生产线顺利投产。
1.1 安全阀复位过程中的风险和防控措施
1.1.1 风险分析
由于安全阀检验,CO2回收系统压力容器和管道内已排放干净,因此CO2回收系统恢复前的首要工作是对所有的在线安全阀安装到位,确保所有安全阀归于原位。安全阀复位存在漏装、错装的风险,导致后期充装时CO2泄漏,严重的会导致部分容器损坏爆炸等。
1.1.2 防控措施
(1)建立详细的安全阀台账,详细统计安全阀的安装位置、口径、压力值、类型,为安全阀复位提供可靠的标准来源,杜绝漏装。
(2)安全阀编号管理,设置一对一吊牌,安全阀阀体上设置钢制吊牌,现场安全阀安装位置设置同样的吊牌,实现精准匹配,杜绝错装。
(3)设专门维修人员负责安全阀的复位,要求作业过程中至少2人对检验过的安全阀进行设定压力值核对,确保检验结果符合生产实际。
1.2 贮罐充装过程中的风险和防控措施
1.2.1 风险分析
安全阀复位完成后,为给CO2回收系统提供稳定的压力来源,需对贮罐充装CO2。贮罐的主要用途是贮存纯净的CO2液体,当工艺罐中的CO2在生产过程中消耗至设定值时,由贮罐经补偿泵自动向工艺罐补充液体CO2,确保CO2回收系统的持续运行。
目前贮罐充装都是通过外来的CO2运输槽车完成作业,充装时主要存在CO2气液泄漏、窒息、压力容器和压力管道爆炸等风险。
1.1.2 防控措施
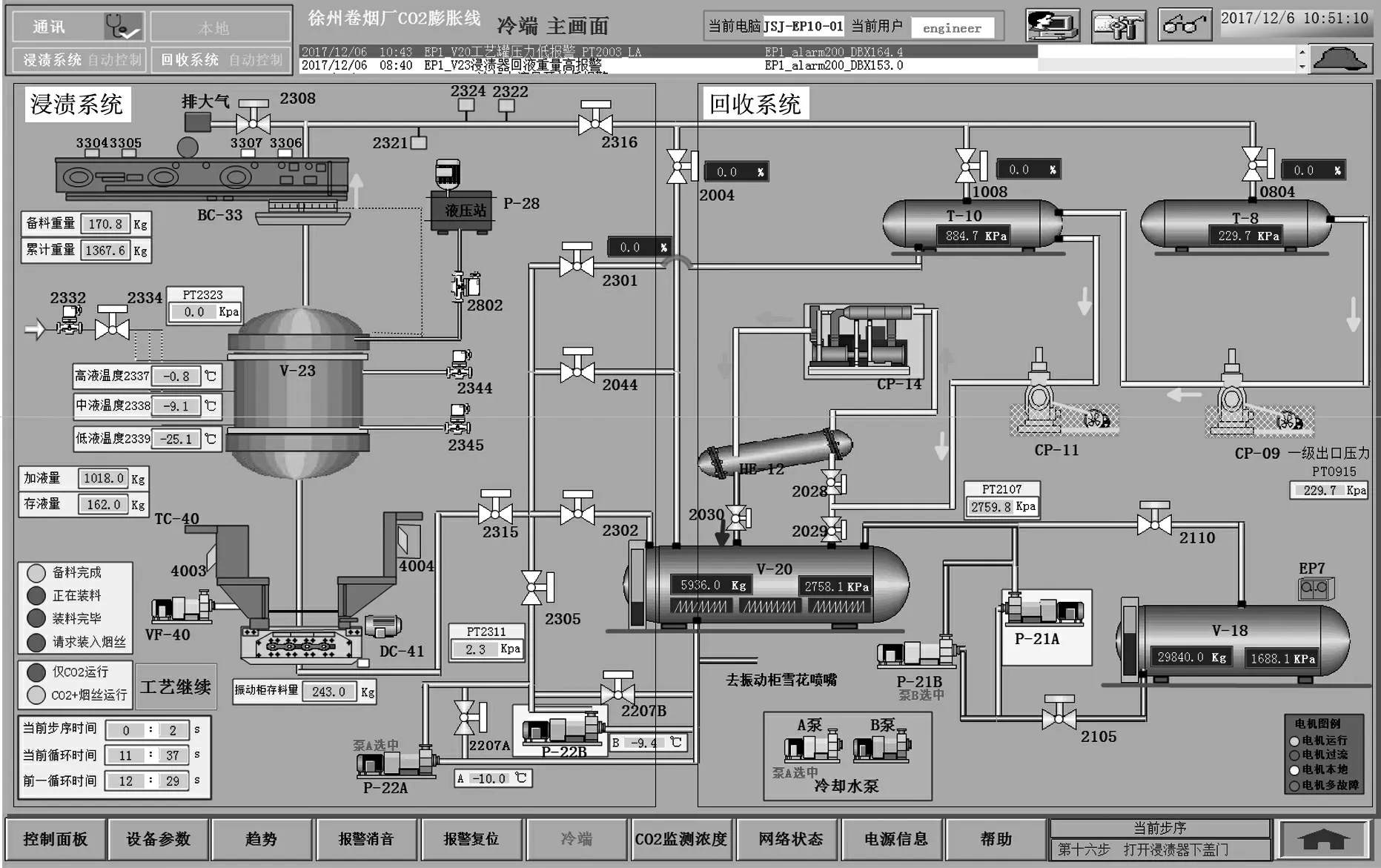
图1 CO2回收系统控制设备组成
(1)充装作业前准备:①现场设置安全作业警示标志,如警戒线等,并由岗位人员和外来随车人员在警戒线外一起警戒,防止无关人员进入作业区;②岗位人员对外来随车人员进行资格审核,只有持有特种设备作业证人员才能进行充装作业;③现场岗位人员负责监护,携带手持CO2检测仪器巡视,并在现场配备空气呼吸器等应急物品;④充液前需排净各阀门的冷凝水,防止阀门表面形成冰层造成阀门冰冻。
(2)充装作业中:①刚开始充装时,先低压充装,测试充装口是否有泄漏;②岗位操作人员携带手持CO2检测仪器,对罐体、连接法兰、螺纹进行检测;③可用肥皂水对安全阀法兰、螺纹密封性进行检测;④佩戴低温防护手套,防止接触干冰发生冻伤危险;⑤作业过程中,操作人员和随车人员全程监督,不得离开现场。
公路桥梁养护工作作为一项长期性工作,需要耗费大量的人力、物力。因此,为了提高公路桥梁养护工作的开展效率与开展质量,就必须要加大公路桥梁养护工作的经费投入。首先,有关部门要设立专门的公路养护经费管理中心并让专业人员对公路养护的资金进行集中管理,根据公路桥梁养护的实际建设情况与加固维修状况进行资金的划拨,以此保证公路桥梁养护后续工作资金的充裕性;其次,公路桥梁养护工作需要不断引进高科技维修设备,以此保证公路桥梁养护工作的高效开展;与此同时,公路桥梁养护工作还需要引进具备较强技术性的专业人才,以此保证公路桥梁养护工作的正常运行[8]。
1.3 储罐充压过程中的风险和防控措施
1.3.1 风险分析
贮罐CO2液体充装完成后,需对工艺罐、高压回收罐、低压回收罐进行充压。气体CO2按罐体额定压力设定值由高到低逐一充压,通过阀门架各手阀门操作,见图2。该步骤的风险主要包括气体泄漏和不可冷凝气体的混入。

图2 储罐充压现场设备
1.3.2 防控措施
储罐充压强调标准流程作业,不得颠倒,步骤如下:
(1)充压前应排净管道中可能存有的冷凝水。
(2)打开贮罐与工艺罐直接连通的阀门,应缓慢打开手阀,充入适当压力后关闭。此过程中可利用气体CO2作罐体的气密性试验,以肥皂水检查安全阀法兰、螺纹密封性,提前测试,避免因CO2泄漏造成窒息;充入CO2气体时应观察罐体压力,防止管道超压。
(3)工艺罐与贮罐压力平衡后关闭阀门,由工艺罐向高压罐充入气体,再由高压罐向低压罐充入。
(4)经阀门架排空阀从高点排空各罐体中的不可冷凝气体,防止不可冷凝气体的混入。
1.4 工艺罐充装液态CO2过程中的风险和防控措施
工艺罐单元的主体是一台卧式压力容器,为浸渍工艺提供二次增压用的CO2气体和浸渍工艺提供浸泡烟丝用的CO2液体,回收浸渍器回流的CO2液体,也从回收系统接收冷凝的CO2液体。工艺管充装液体过程中的危害因素主要包括气液泄漏、压力容器和压力管道爆炸、泵入管道进出口手阀冰冻。
1.4.2 防控措施
(1)充装前准备:①需排净管道、阀门处的冷凝水,以免充入液体CO2后在阀门球阀表面形成冰层,造成手阀无法正常启闭故障;②确认工艺罐附近区域的CO2探测器运行正常,信号联动强排风机在周围区域CO2浓度达到设定值时能够全部联动启动。
(2)气液CO2的泄漏主要由阀门、安全阀安装不正确以及工艺罐超压安全阀开启造成,因此应通过压力控制充装:①各手动阀门、安全阀安装完成后,需进行适当的气密性试验,使用肥皂水等进行检测,如有泄漏应暂停作业;②充装过程需时刻注意罐体压力变化情况,严禁超压充装;③技术措施方面,关注工艺罐下的3组电加热器,当加热器组的温度传感器检测到的温度值为负值时,才允许根据工艺罐的压力逐步启动加热器组,否则禁止启动加热器;当罐体压力超过设定值时,压力开关动作,禁止加热器启动并报警;④向工艺罐泵入液体CO2时,P22工艺泵机械密封处可能出现CO2泄漏,注意及时中止充装,关闭补液手阀,对机械密封处进行维修后,再重新充装。
1.5 压缩机运行过程中的风险和防控措施
1.5.1 风险分析
膨胀烟丝生产线主要包括3台压缩设备:低压压缩机、高压压缩机、制冷压缩机。高低压压缩机主要用于高低压储罐的压力控制,制冷压缩机主要功能是对工艺罐中的CO2气体进行冷却降压,送入工艺罐重复使用。风险主要是压缩机故障导致压力容器超压等造成的容器爆炸。
1.5.2 防控措施
(1)气体CO2在进入压缩机前需排净管道中可能的冷凝水,以免冷凝水随气体混入,由于液体的不可压缩性对压缩机缸体造成损坏。
(2)检查冷却水流量、压缩机油温、油压、油位等指标。
(3)断送电应由专业电气维修人员完成[3]。
(4)制冷压缩机还需检查冷凝介质液位,缺失时应及时补充,严格控制加注量,以免发生压缩机液击的危害。
2 结束语
以膨胀烟丝生产线CO2回收工艺为例,针对恢复回收系统正常状态关键步骤中的危险和风险进行分析、辨识,并对其控制措施进行研究探讨,采取相应的安全技术措施和管理措施,消除安全事故隐患,避免安全事故的发生,以确保生产现场安全。
猜你喜欢
南方农业(2022年13期)2022-08-03
凿岩机械气动工具(2022年2期)2022-07-01
商品与质量(2021年35期)2021-11-23
中国特种设备安全(2020年11期)2020-06-09
西南农业学报(2020年3期)2020-05-05
模具制造(2019年7期)2019-09-25
江西农业学报(2019年6期)2019-06-26
汽车实用技术(2018年15期)2018-08-29
消费导刊(2018年8期)2018-05-25
专用汽车(2015年4期)2015-03-01
