深竖井大吨位提升机高比压高摩擦因数衬垫的研制
2021-04-19 13:19:40赵光辉刘同欣
矿山机械 2021年4期
赵光辉,刘同欣,杜 波
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039 2矿山重型装备国家重点实验室 河南洛阳 471039
矿 井提升机是矿山重要的“咽喉”设备,承担着矿物的提升、人员的上下、材料和设备的运送任务[1]。多绳摩擦式提升机利用钢丝绳与衬垫之间的摩擦力来传递动力,衬垫摩擦性能的优劣,直接关系到提升机的提升能力、工作效率和安全可靠性[2]。
国内摩擦衬垫的材质经历了聚氯乙烯[3](PVC)—聚氨酯[4](CPUR)—新型复合材料[5]的发展历程,摩擦因数的设计值从最初的 0.20 提高到现在的 0.25。目前,国内使用较多的摩擦衬垫有:德国原装进口的 K25,利用进口材料在国内压制的 K25SC、GDM326,这几种材质的摩擦衬垫均能满足现有矿井提升机的选型要求。近年来,向地球更深处寻找矿物资源已成为国家发展的重要战略,研发深竖井、大吨位矿井提升装备成为行业发展的趋势,开发能满足此类提升装备选型所需的高比压、高摩擦因数衬垫迫在眉睫。
1 衬垫研制的必要性
摩擦衬垫必须有足够的抗压强度,以承担两侧提升钢丝绳运行时产生的各种动载荷和冲击载荷。同时,摩擦衬垫与钢丝绳之间必须具有足够的摩擦因数,以满足设计生产能力,并防止提升过程中的滑动。比压和摩擦因数是衡量摩擦衬垫性能的 2 个主要参数。
摩擦衬垫的比压

式中:Tjs为重载侧钢丝绳的静张力,kN;Tjx为轻载侧钢丝绳的静张力,kN;D为摩擦轮直径,mm;d为钢丝绳直径,mm。
摩擦衬垫的摩擦因数

式中:α为围抱角,常取 180°~195°。
以国家重点研发计划《深竖井大吨位高速提升装备与控制关键技术》课题任务书中参数为依据:提升深度为 2 000 m;提升速度大于 18 m/s;有效载荷大于50 t。基于这些参数,摩擦轮直径取 6 500 mm,钢丝绳直径取 64 mm。利用式 (1) 计算可得P=2.17 MPa。
然而,现有衬垫比压在工程应用中被限定为 2.0 MPa,要满足此要求,不得不加大摩擦轮直径或钢丝绳直径,或增加钢丝绳绳数[6],导致设备过于庞大。因此,研制深竖井大吨位矿井提升机用比压为 2.5 MPa、摩擦因数为 0.28 的高比压、高摩擦因数衬垫,对于深部建井和提升是十分必要的。
一方面,增大衬垫比压可降低设备选型规格。以JKM-4×6 提升机为例,最大静张力为 1 200 kN,最大静张力差为 340 kN,钢丝绳最大直径为 44 mm,比压计算值为 1.95 MPa。如果将比压许用值从 2 MPa 提高至 2.5 MPa,在采用更高强度钢丝绳且不降低钢丝绳安全系数及绳径比的前提下,可以采用更小规格的JKM-3.5×4 提升机,计算比压提高至 2.23 MPa。另一方面,增大衬垫摩擦因数可提高一次有效提升量。以 JKM-4.5×4 提升机为例,最大静张力为 980 kN,最大静张力差为 340 kN,假定钢丝绳围抱角为 185°,在其他条件不变的情况下,摩擦因数由 0.25 提高至0.28,则最大静张力差提高约 17%,可显著提高设备一次提升量,从而提高产量。
2 高比压、高摩擦因数衬垫研制
2.1 工况分析
从摩擦学原理来讲,摩擦衬垫与钢丝绳之间能产生犁切分量和粘着分量,犁切分量主要与材料的表面粗糙度及物理机械性能有关。工作中摩擦衬垫和钢丝绳表面状态是动态变化的,表面粗糙度存在难以控制的因素,犁切分量的影响存在不可预知性和不确定性,因此有效地提高粘着分量是提高衬垫摩擦性能的可靠保证。
根据粘着摩擦理论,摩擦副表面的接触主要发生在微凸体的顶端,在法向力的作用下形成接点,切向力的作用使接点长大和滑脱。在金属配对副中,接点是具有“冷焊”性质的高强度接点,接点的化学粘接是形成接点的主要机理。按照化学粘接的假设,提高正压力会增大接触面积,提高摩擦力;提高温度有利于提高分子的密切接触,提高粘接强度;添加少量强基性基团,可提高粘接强度。
2.2 衬垫参数设计
2.2.1 衬垫比压
衬垫的比压分为测试值、许用值和设计值,且测试值的 70% 为许用值,许用值的 70% 为设计值,该现象是钢丝绳的特殊表面结构造成的。当衬垫比压的设计值为 2.5 MPa 时,许用值应为 5.1 MPa,测试值应为 7.2 MPa。
2.2.2 衬垫摩擦因数
衬垫摩擦因数也分为测试值、许用值和设计值。摩擦衬垫测试值为在专用试验机上进行连续测试,取值是所有测试数据的平均值。许用值由测试值经过计算得出,考虑因素包括最大值、最小值、数据出现的概率等。数据离散度越大,许用值下降幅度越大,一般比测试值低 10%~ 15%。设计值是设备设计采用的摩擦因数值。摩擦因数与材料的组织结构有关,也就是说材料确定,摩擦因数即确定。现代摩擦因数理论认为:一种材料的摩擦因数不是固定不变的,在正常使用情况下,它随着使用工况的变化而变化,工况突变,变化较大,波动范围在±10%。
当摩擦因数设计值取 0.28 时,许用值约为 0.33,考虑到材料系数波动,测试值必须大于 0.36。
2.3 衬垫研制
衬垫材料主要成分包括基体材料、添加剂和填充剂。基体材料选用粉末丁腈橡胶和酚醛树脂;添加剂选用不溶性硫磺和 DTDM;填充剂包括气相白炭黑、氧化铝和硫酸钙晶须等。
衬垫研制的过程:①按照密炼、开炼、破碎、压制的工艺进行产品的试制;② 通过硬度测试,密度测试,拉伸、弯曲、压缩性能测试,疲劳弯曲性能测试,摩擦磨损性能测试,摩擦因数及磨损率测试,优化试验配方及试制工艺;③重复以上步骤进行反复试验,最终得到满足性能需求的摩擦衬垫。
最终得到的衬垫摩擦因数测试结果如图 1 所示。干净状态下,最大摩擦因数为 0.680,最小摩擦因数为 0.499,平均摩擦因数为 0.547;淋水状态下,最大摩擦因数为 0.726,最小摩擦因数为 0.588,平均摩擦因数为 0.649;涂脂状态下,最大摩擦因数为 0.455,最小摩擦因数为 0.373,平均摩擦因数为 0.404。可见,新衬垫的摩擦因数满足测试值必须大于 0.36 的要求。

图1 3 种状态下衬垫摩擦因数测试结果Fig.1 Test results of friction coefficient of liner in three modes
2.4 衬垫稳定性试验
单凭一次试验远远不够,可能会因偶然因素导致试验结果偏高或偏低。在一定时间内进行了多次试验,试验状态为涂增摩脂,试验结果如图 2 所示。

图2 涂脂状态下衬垫稳定性试验结果Fig.2 Test results of liner stability in greasing mode
由图 2 可以看出,在涂脂状态下,衬垫摩擦性能较好且稳定,平均摩擦因数为 0.45,满足测试值必须大于 0.36 的要求。
2.5 衬垫比压试验
制成 3 块试样,编号为 1~ 3 号。在相同试验条件下,对摩擦衬垫施加一定的压力,设定试验结束条件为压缩变形 5 mm。试验结束后计算比压值,结果如表 1 所列。由表 1 可知,平均比压为 8.8 MPa,满足测试值必须大于 7.2 MPa 的要求。

表1 衬垫比压的试验结果Tab.1 Test results of specific pressure of liner
2.6 衬垫抗比压能力试验
将新衬垫与 K25、K25SC 一起,分别进行 5、6、7、8、9、10、11 和 12 MPa 条件下抗比压能力试验,以验证新衬垫的抗比压能力。根据实际情况可调整压力工况,调整到 K25、K25SC 不能承受的比压为宜。试验结果如表 2 所列。

表2 衬垫抗比压能力试验结果Tab.2 Test results of specific pressure resistant capacity of liner
由表 2 可以看出,与 K25、K25CS 相比,新衬垫在不同压力下的变形较小;在 K25、K25CS 开裂的情况下,新衬垫依然具有较好的抗比压能力。可见新衬垫适用于超深井、高比压工况。
2.7 硬度的温度特性试验
为考察温度对衬垫性能的影响,在不同温度下对新衬垫和 K25、K25SC 的硬度进行了测试,将测试数据绘制成衬垫温度特性曲线,如图 3 所示。需要说明的是,硬度值为多点平均值。
由图 3 可以看出,新衬垫的硬度比 K25 和 K25SC高;硬度随温度的变化趋势与 K25 和 K25SC 相似;新衬垫的耐高温性能较好。
2.8 压力特性试验
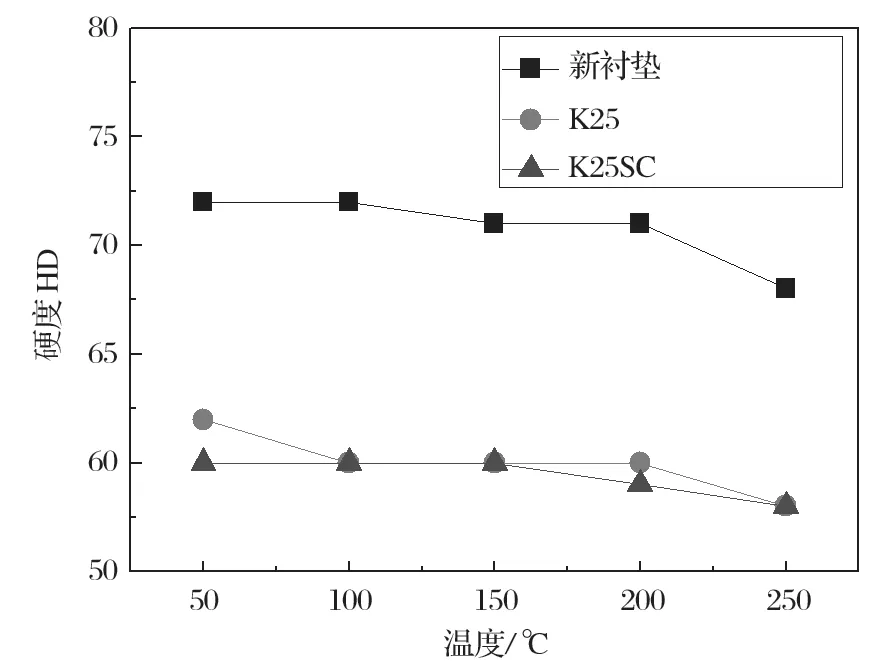
图3 衬垫温度特性试验结果Fig.3 Test results of temperature characteristics of liner
为考察新衬垫的摩擦性能随压力变化的情况,测试了新衬垫的压力特性,试验条件为表面干净状态,结果如表 3 所列。从表 3 可以看出,不同压力下,新衬垫完全满足摩擦因数测试值大于 0.36 的要求;试验结果和摩擦理论中压力增加摩擦因数降低的规律相吻合。

表3 衬垫压力特性试验结果Tab.3 Test results of pressure characteristics of liner
2.9 磨损试验
为考察新衬垫的耐磨性能,进行了磨损试验。将新衬垫与 K25、K25SC 试样在相同条件下进行试验。试验条件为:室温为 24 ℃,压力为 2.5 MPa,滑速为8 mm/s,绳径为 28 mm,滑动距离为 5 m,表面状态为干净。试验结果如表 4 所列。

表4 衬垫磨损试验结果Tab.4 Test results of wearing of liner
从表 4 可以看出,同等条件下,新衬垫具有较好的耐磨性能。
3 第三方验证
委托黎明化工院新材料检测中心对衬垫比压进行检测。对衬垫施加一定的压力,设定结束条件为压缩变形 5 mm,试验结束后计算比压值。经检测,比压值达到 9.8 MPa,满足测试值大于 7.2 MPa 的要求。
委托国家矿山机械质量监督检验中心对衬垫摩擦因数进行检测,试验条件如下。
(1) 衬垫及钢丝绳表面状态为涂增摩脂,增摩脂为摩擦提升专用爱丽丝 400 型钢丝绳脂;
(2) 衬垫压力为 2.5 MPa;
(3) 衬垫相对于钢丝绳的滑动速度为 1 m/s;
(4) 试验时的环境温度为 24 ℃。
试验结果如图 4 所示。经检测,衬垫最大摩擦因数为 0.453,最小摩擦因数为 0.370,平均摩擦因数为 0.411,许用摩擦因数为 0.381,满足测试值大于0.36 的要求。

图4 衬垫摩擦因数检测结果Fig.4 Test results of friction coefficient of liner
4 结语
研制了一种深竖井、大吨位矿井提升机用比压为2.5 MPa、摩擦因数为 0.28 的摩擦衬垫,通过对衬垫进行第三方验证,摩擦因数达到 0.381,比压值达到 9.8 MPa,满足该类矿井提升机对衬垫高比压、高摩擦因数的要求。
猜你喜欢
数学小灵通·3-4年级(2024年2期)2024-05-15 02:03:36
山东冶金(2022年4期)2022-09-14 09:00:00
电子乐园·上旬刊(2022年5期)2022-04-09 21:19:35
国际骨科学杂志(2022年5期)2022-03-15 23:15:22
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:08
小学生学习指导(低年级)(2020年9期)2020-11-09 09:11:30
食品工业科技(2019年4期)2019-03-28 11:08:46
小学生学习指导(高年级)(2017年3期)2017-02-17 10:29:23
水利科技与经济(2016年7期)2016-04-25 13:03:50
山西煤炭(2015年4期)2015-12-20 11:36:20