煤矿硫化氢防治技术的研究现状及趋势
2021-04-17 09:54:48金永飞许亚奇
中国矿业 2021年4期
金永飞,许亚奇,张 典,郭 军
(1.西安科技大学安全科学与工程学院,陕西 西安 710054;2.西安科技大学西部矿井开采及灾害防治教育部重点实验室,陕西 西安 710054;3.陕西正通煤业有限责任公司,陕西 咸阳 712000)
我国煤炭赋存较为丰富,石油与燃气相对较少,当前可以使用的煤炭储量较多,世界排名第三位[1-2]。长久以来,在我国的资源利用中,煤炭一直使用最多,超过其他能源,且短期内依然如此[3-4]。随着时代的发展,煤炭行业中的相关工艺也在不断创新,原煤产量快速增长,与此同时,矿井硫化氢危害也逐渐突出[5-6]。硫化氢会腐蚀井下机械设备[7],对人体有严重的危害。当硫化氢浓度为0.000 1%时就可以嗅到轻微气味,浓度达到0.001 0%时会有明显的气味,浓度达到0.005 0%时,短期内就会出现乏力、视觉衰弱、咽喉疼痛、咳嗽、头晕、意识不清晰等症状,时间过长极可能产生植物神经功能紊乱;当硫化氢浓度达到0.050 0%时,短期吸入就会使人出现脑水肿、肺水肿等症状[8]。
近年来,国内外煤矿生产中发生硫化氢异常聚集现象逐渐增多,人们对硫化氢的防治也逐渐重视。林海等[9]在实验室中模拟了碱液除硫化氢的过程,使碱液喷出水雾并与硫化氢充分接触、反应;孙维吉等[10]判定了某矿煤层注水的可行性并进行了渗透性试验,结合现场实践,认为超前工作面向煤层中注射碱液能有效降低开采时硫化氢气体的涌出量;ZHANG等[11]针对小庄矿硫化氢超限的问题,提出了高压循环脉动注碱治理硫化氢技术;赵登育等[12]为防治煤矿硫化氢气体,建立了硫化氢分解模拟实验系统,采用臭氧紫外分解技术对硫化氢进行分解。此外,还有许多专家学者对硫化氢的防治技术进行了研究,并取得了显著成果。
本文主要概述了煤矿硫化氢的危害及成因,对目前国内外煤矿硫化氢防治研究状况进行总结,通过对现有硫化氢治理方法进行分析,探讨其适用性、经济性,提出了煤矿硫化氢防治技术存在的问题及发展趋势,旨在为我国煤矿硫化氢防治工作做出指导,对硫化氢治理技术的发展起到借鉴意义。
1 煤矿硫化氢危害
硫化氢呈气态,无色,毒性强烈,可燃。硫化氢在氧气或空气环境中可能会接触火花造成爆炸,爆炸极限为4.3%~45.5%[13]。硫化氢具有腐蚀性,会使井下的机械设备受到损害,使机械设备的使用寿命大大降低[14]。硫化氢的最主要危害是刺激人的黏膜并影响人的呼吸功能,会对人体的生理氧化功能造成障碍,即硫化氢与细胞色素氧化酶中二硫键起作用,影响细胞氧化过程,从而造成人体供氧不足使人窒息。工作空间中硫化氢的含量不同,对人造成的危害也不同,同时人体在硫化氢环境下的暴露时间也影响硫化氢对人体的伤害程度。硫化氢对人体的危害性分析见表1。
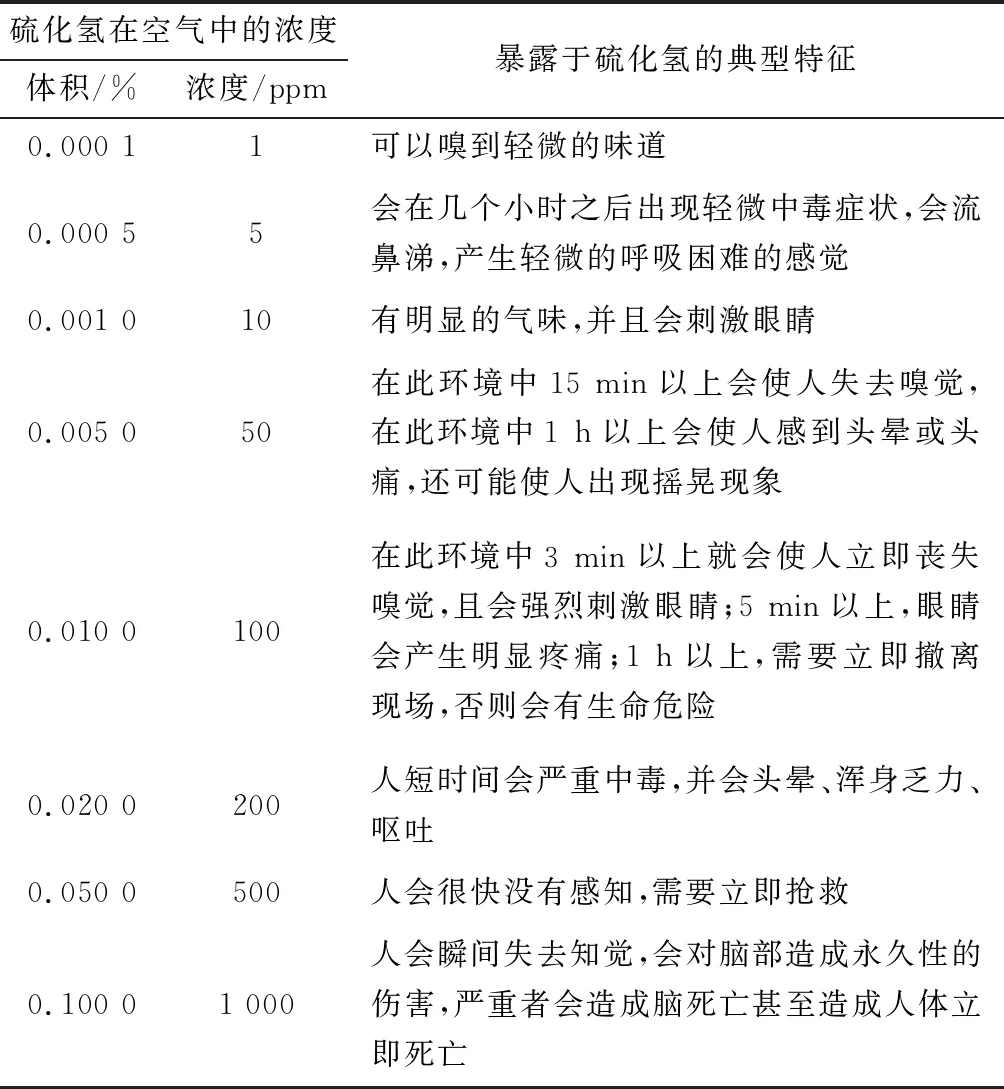
表1 硫化氢对人体的危害性分析Table 1 Harm analysis of hydrogen sulfide to human body
2 煤矿硫化氢成因及来源
2.1 煤矿煤层中硫化氢成因
硫化氢的形成一般有两种途径,一种是地面工厂制造的产物或尾气,如造纸厂、污水处理厂以及化工厂等排出的废气中都含有硫化氢,特点是人为因素形成;另一种是矿井开采生产中形成的,如煤炭开采、石油开采、天然气开发等,都会产生硫化氢,与工厂工业相比,特点是自然形成[15]。
煤矿硫化氢属于自然形成。目前,多数人认同的煤层硫化氢成因有3个:生物硫酸盐还原成因(BSR)、硫酸盐热还原成因(TSR)、岩浆成因[16-17]。硫化氢成因原理见表2。
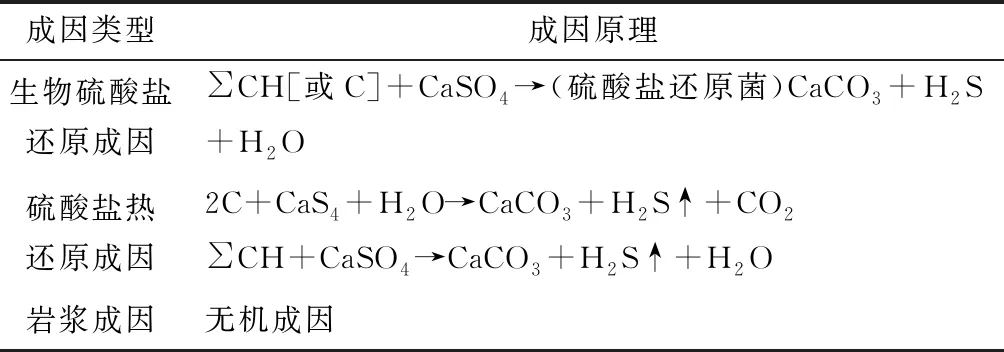
表2 硫化氢成因原理Table 2 Genesis of hydrogen sulfide
现有研究表明,判定硫化氢成因的条件或主要依据如下所述。
1) 生物硫酸盐还原成因的判定条件:①在沉积环境中形成硫酸盐和有机质;②在120 ℃以下的无氧还原环境中生成硫酸盐还原菌;③有黄铁矿的存在。
2) 硫酸盐热还原成因的判定条件:①煤层中的硫酸盐含量较为丰富;②烃类物质在煤层较为丰富;③硫酸盐热还原作用的发生温度在120 ℃以上。
3) 岩浆成因的判定条件主要是有明显的岩浆侵入。
2.2 煤矿硫化氢来源
1) 硫化矿物水解。在煤衍生进程中,可能存在一些如特殊的气候或地质等外界条件,这种条件促进了硫化氢的产生,并存在于煤体裂隙中。
2) 煤(岩)体中涌出。在采煤过程中,采煤机采煤使煤层受到外力影响,煤体中的硫化氢由于外力干扰向外涌出。
3) 其他来源。含硫煤氧化与燃烧、含硫煤尘爆炸、坑木等有机物腐败分解、含有硫化氢的老空水或旧巷积水等也是煤矿硫化氢涌出的主要来源。
3 煤矿硫化氢防治技术
3.1 煤矿硫化氢防治的国内外技术研究
国内外最初治理硫化氢,在油田、气井方面的研究较多,而在煤矿方面的研究相对较少,属于研究的起步期。最早是从苏联时期开始进行研究,通过分析顿巴斯矿区的硫化氢异常涌出情况,研究其防治技术。 山西晋煤凤凰山煤矿在对15号煤层进行开采时,155301工作面出现了硫化氢浓度过高情况,经检测,回风风流中硫化氢检测浓度最高约80 ppm,在工作面空间中,部分地点浓度超过200 ppm,通过在工作面煤壁打浅钻孔进行注水,同时在进风顺槽与回风水槽打深钻孔进行注水,治理硫化氢[18]。山西焦煤汾西矿业高阳煤矿在对S1105工作面开采时,检测到硫化氢浓度将近80 ppm,分别在进风巷与回风巷打深钻孔,注入碳酸钠溶液,使得工作面硫化氢突出情况得到治理[19-20]。神华宁煤石炭井焦煤公司石炭井二矿在开采21062工作面时,硫化氢检测超标,通过向煤层注入碱液同时在工作面喷洒吸收液,使得异常情况得到治理[21]。
煤矿硫化氢防治的国内外技术在不断研究中得到很大的进步,硫化氢的各种防治技术也逐渐出现,现场常用的硫化氢治理方法见表3。
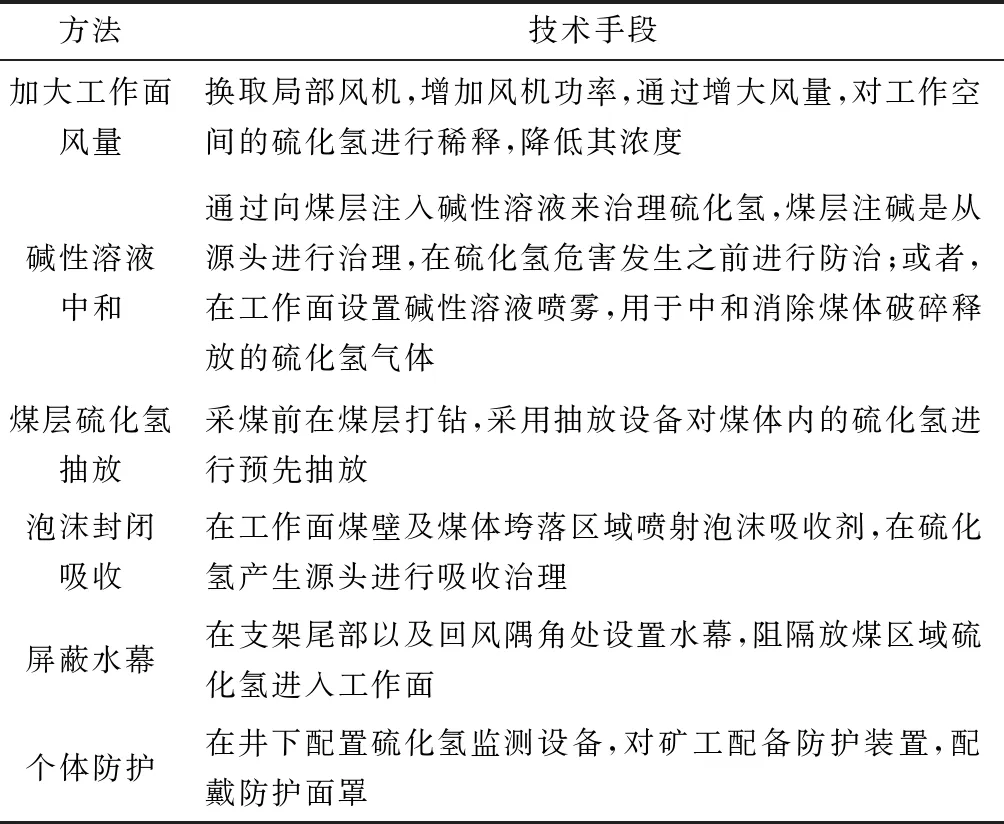
表3 现场常用的硫化氢治理方法Table 3 Common treatment methods of hydrogensulfide on site
3.2 煤矿硫化氢防治的主要技术
3.2.1 煤层注碱
目前在我国煤矿开采过程中,对于硫化氢突出危害多是通过向煤层注入碱性溶液来治理。煤层注碱是从源头进行治理,在硫化氢危害发生之前进行防治。煤层注碱钻孔之间的距离设计对硫化氢治理效果有很大影响。注碱钻孔之间距离过大,超过碱液渗透范围,未渗透范围的煤层内硫化氢不能与碱性溶液进行接触,发生反应,使得硫化氢吸收不彻底,治理效果差。注碱钻孔之间距离过小,碱液渗透范围发生重叠,造成碱液注入过多,经济成本增大。同时,钻孔数量增加,会极大增加工程量,影响注碱进度。针对这一问题,王宇锋[22]在煤层打钻之前进行了注碱钻孔间距试验,设置3个钻孔用来试验,其中,在1个孔内进行注入碱液,通过另外2个孔进行观察,如图1所示。根据煤层湿润半径公式,同时参照中国煤层注水一般间距,最终确定钻孔布置间距。
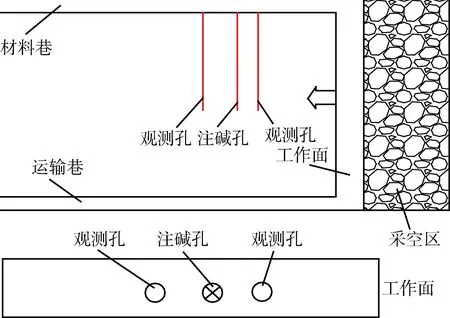
图1 注碱钻孔间距试验Fig.1 Alkali injection hole spacing test
确定注碱孔距后,根据煤矿现场实际情况,在煤层的中间部位打钻,打钻方向尽量垂直于煤壁,在材料巷与运输巷交错、间隔布置钻孔,如图2所示。
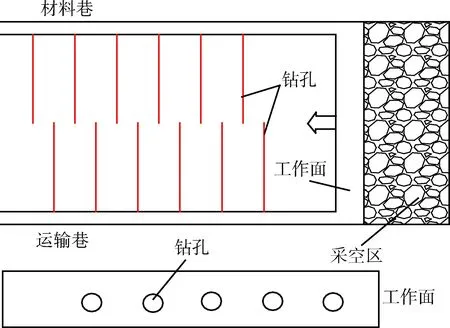
图2 煤层注碱钻孔布置图Fig.2 Layout of alkali injection holes in coal seam
3.2.2 喷洒吸收液
在工作面喷洒吸收液是治理硫化氢的一种主要手段。将吸收液喷洒设备安装在采煤机上,在割煤过程中,喷洒吸收液,吸收煤体破碎涌出的硫化氢,进行消除。然而,据统计分析,在采煤机采煤过程中喷洒吸收液吸收硫化氢后,风流中的硫化氢并不能完全吸收。有部分残余硫化氢会随着风流运移,且放煤区域也会产生硫化氢,仅对割煤处硫化氢进行吸收,治理并不彻底。针对这一问题,杨宏伟等[23]、刘奎[24]根据采煤时煤层破碎产生的硫化氢含量以及随风流在工作面空间内的运移规律,提出了在割煤处喷洒吸收液进行治理,同时在风流下游进行拦截的综合治理措施。
1)割煤区域硫化氢治理。将吸收液喷洒装置安装在采煤机上,在割煤同时喷洒吸收液,在源头处消除硫化氢,进行初步治理。割煤区域硫化氢治理如图3所示。
2) 随风流扩散硫化氢治理。工作面空间内随着风流传播运移的硫化氢,在支架下风侧安装喷洒装置,喷洒吸收液,消除风流中的硫化氢,进行二次治理。随风流扩散硫化氢拦截喷雾布置如图4所示。
3) 放煤区域硫化氢治理。支架移动后,顶煤层垮落会释放其中的硫化氢,可以对放煤区域喷洒吸收液,吸收放煤区域涌出的硫化氢,使得治理更彻底,更全面。放煤区域硫化氢治理如图5所示。
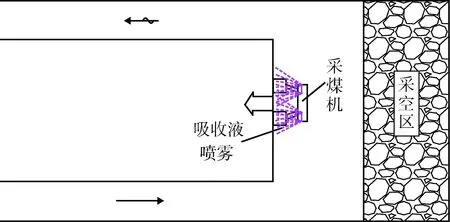
图3 割煤区域硫化氢治理示意图Fig.3 Schematic diagram of hydrogen sulfidetreatment in coal cutting area
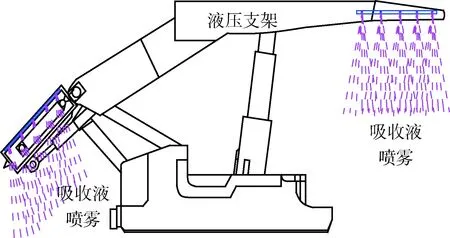
图4 随风流扩散硫化氢拦截喷雾示意图Fig.4 Sketch diagram of hydrogen sulfide interceptingspray with air flow diffusion
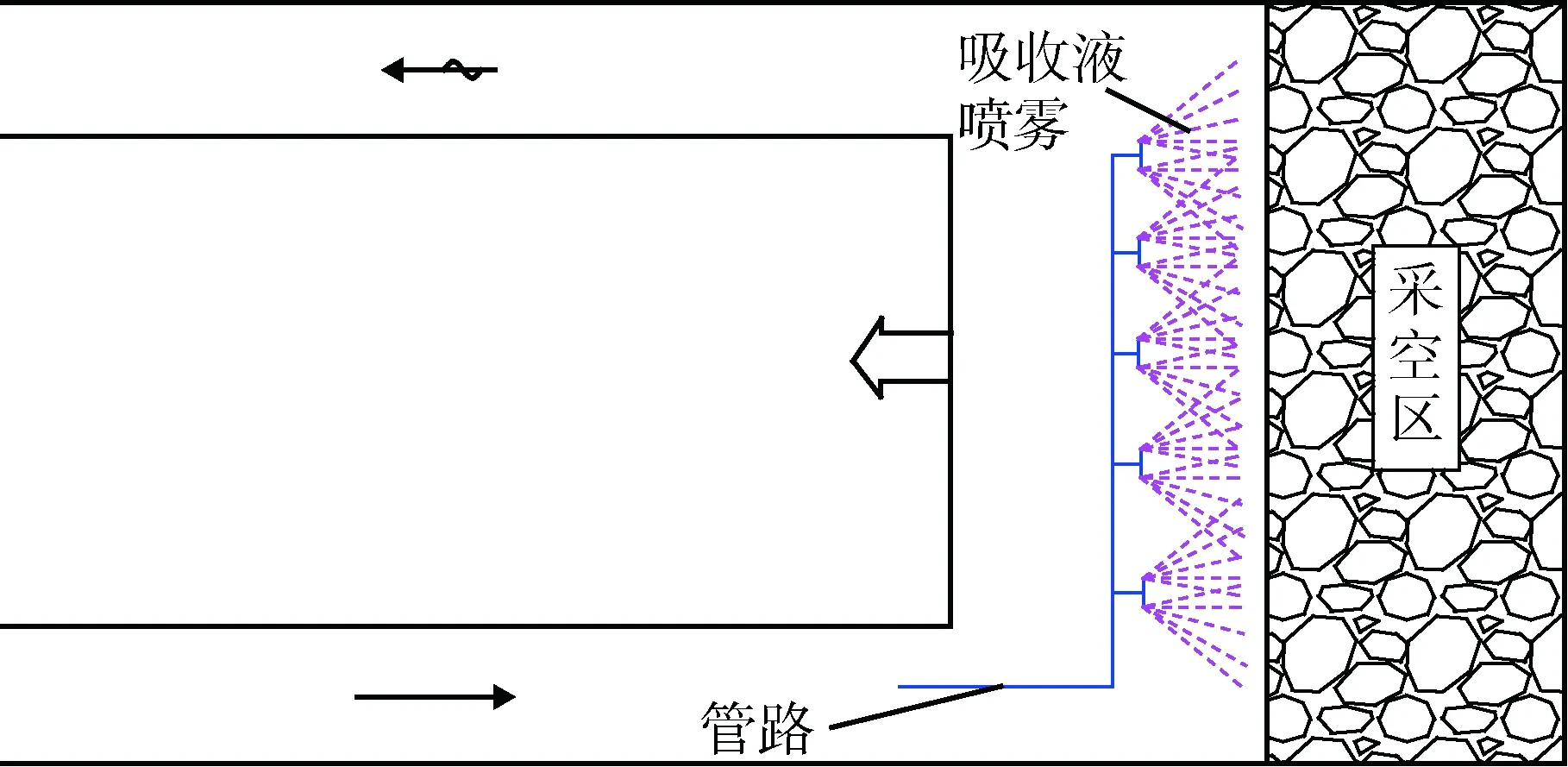
图5 放煤区域硫化氢治理示意图Fig.5 Schematic diagram of hydrogen sulfidetreatment in coal caving area
3.2.3 泡沫治理技术
泡沫治理技术是在工作面煤壁及煤体垮落区域喷射泡沫吸收剂,在硫化氢产生源头进行吸收治理。对煤体而言,有着较低的孔隙率,且对硫化氢有着相对较大的吸附性,导致煤层硫化氢抽采效果不好。同时,对于垮落区域,吸收液总是不能布满整个空间,使得吸收效果并不理想。刘奎[25]针对这一问题,设计了泡沫吸收液喷射装置,如图6和图7所示,在整个割煤过程中,割煤前2 min,在工作面煤体表面及放煤区域喷射泡沫吸收剂,泡沫吸附在煤体表面,会把硫化氢隔离消除在其产生源头处,防止其随风流传播到全部工作空间;同时,泡沫有着相对较大的比表面积,使得吸收剂更容易捕捉到游离的硫化氢,大大提高硫化氢的吸收效果,进一步提高治理效率。
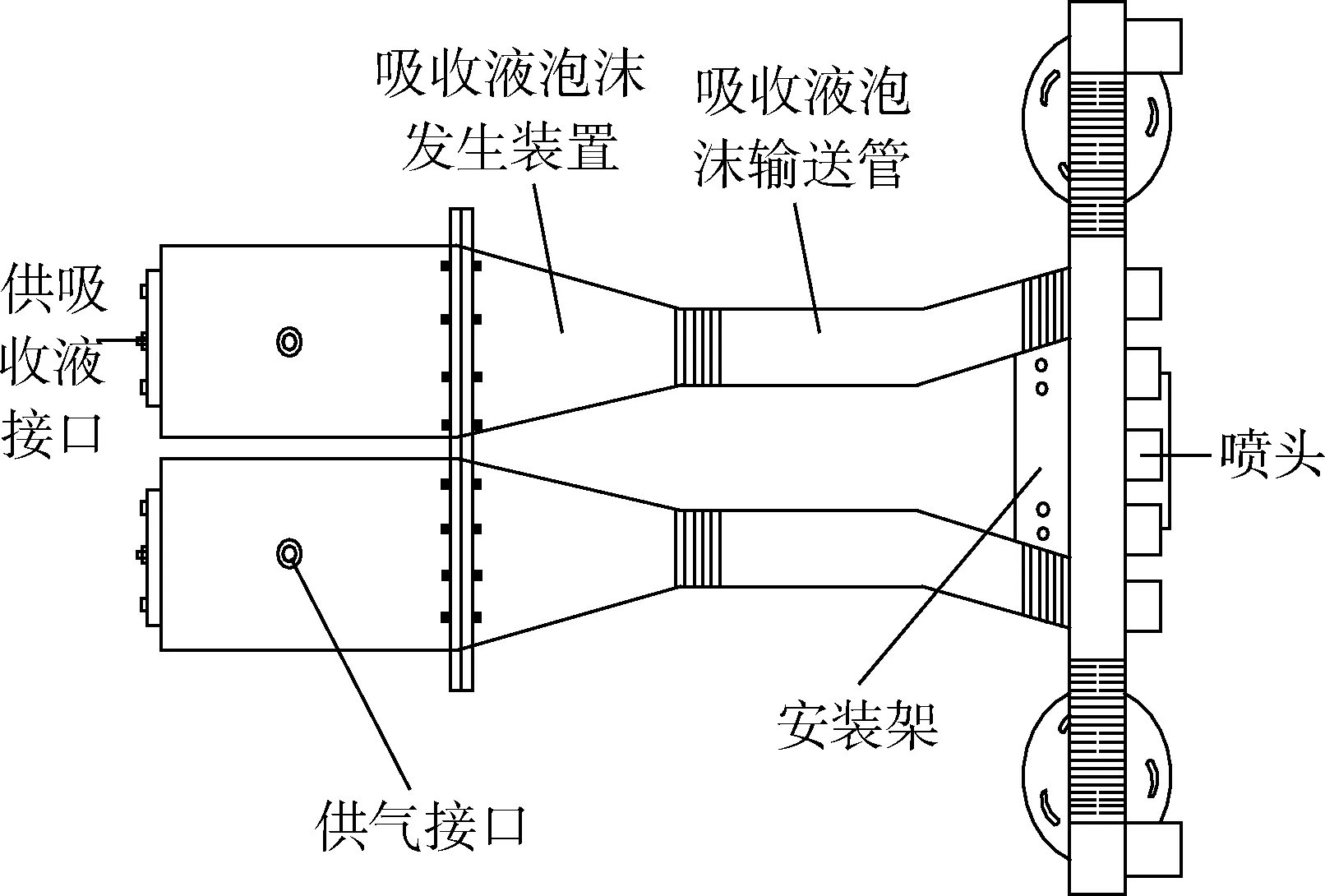
图6 泡沫吸收液喷射装置Fig.6 Foam absorption liquid ejection device
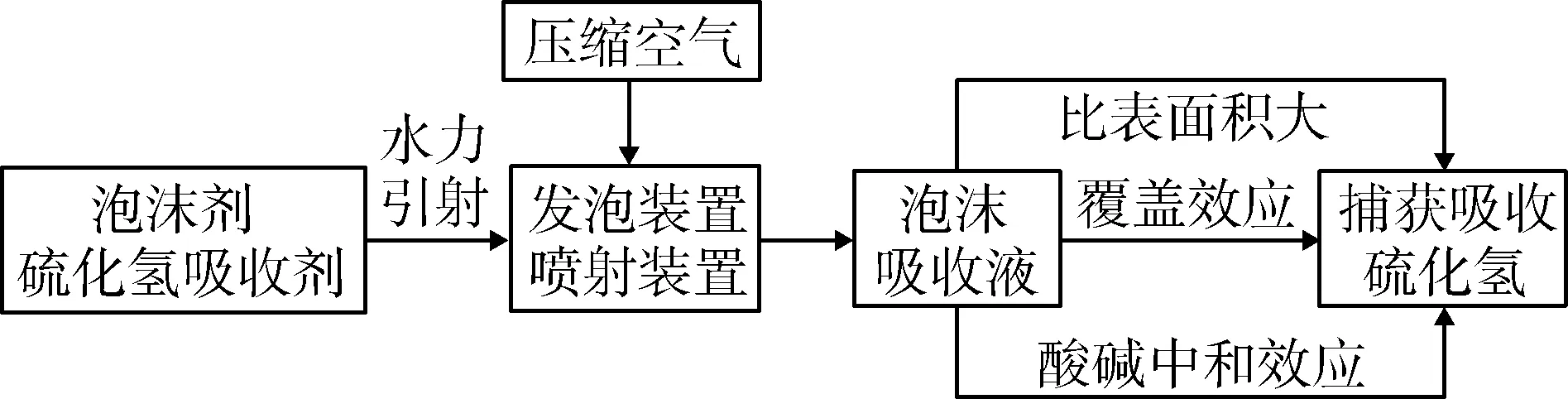
图7 泡沫治理技术原理Fig.7 Foam treatment technology principle
4 煤矿硫化氢防治技术存在的问题及发展趋势
4.1 存在的问题
我国政府部门、相关单位及煤矿开采技术人员对煤矿开采过程中的硫化氢突出问题高度关注,针对硫化氢的防治,许多学者也做了相关研究,并获得了较为显著的成果。目前,对我国煤矿硫化氢的防治技术来说,还有以下问题需要解决。
1) 进一步加大煤矿硫化氢防治技术的基础理论研究。目前,对煤矿硫化氢的产生来源、吸收液的新材料及硫化氢防治新工艺等理论基础还需加强研究。
2) 在煤矿硫化氢防治技术方面虽然已经取得了许多成果,但就治理效果而言,难以实现完全吸收。还需对煤矿硫化氢的原煤层、工作面、采空区等多源头综合治理技术进行研究。
3) 在硫化氢防治过程中,总是会有吸收液材料利用不充分的现象,造成资源浪费。 需要对不同区域不同浓度的硫化氢进行分级,针对浓度等级分级治理。
4) 煤矿硫化氢防治中的自动化程度不高,难以实现快速智能监测与多区域联合治理。
4.2 发展趋势
1) 加强对煤矿硫化氢防治技术理论基础的研究,开发煤矿硫化氢防治新工艺。 紧跟科技的进步,运用现代化手段,对煤矿原煤层硫化氢赋存规律、工作面硫化氢运移规律以及采空区硫化氢分布规律进行模拟,对影响硫化氢治理效率的各种因素进行研究。
2) 分别对原煤层、工作面以及采空区提出硫化氢治理措施,进行硫化氢分源治理,使得治理效果更佳。
3) 对煤矿硫化氢进行分级预警,以便针对不同级别的硫化氢危害采取不同的治理措施,使硫化氢治理更高效、更经济。
4) 今后可考虑向智能化方向发展,实现不同区域硫化氢的自动化监测、智能识别与分级预警、多区域联合分级治理,并不断完善其管理制度,逐步实现煤矿硫化氢防治技术的标准化和经济高效化。
5 结 语
通过近些年研究与应用,我国煤矿硫化氢防治技术取得了显著成就,研究出了加大工作面风量、碱性溶液中和、煤层硫化氢抽放、泡沫封闭吸收、屏蔽水幕以及个体防护等多种硫化氢防治工艺,并提出了多方位硫化氢综合应用,使得我国煤矿硫化氢防治技术达到了一个新高度。煤矿硫化氢的防治,对于保障煤矿工人的生命安全、保护机器设备不受腐蚀损害进而减少经济财产损失有着重大意义。然而,受开采深度加深等因素影响,硫化氢精准高效防治还存在一些难题,今后还需要进一步加强相关理论基金研究,掌握硫化氢的产生赋存特征,构建硫化氢分级预警体系与智能监测预警系统,开发多区域煤矿硫化氢防治新工艺,在实践中对煤矿硫化氢防治技术不断研究、不断创新。使硫化氢治理更高效、更经济。
猜你喜欢
石油沥青(2021年5期)2021-12-02 03:21:12
中学生数理化·八年级物理人教版(2021年10期)2021-11-22 08:00:02
能源工程(2021年1期)2021-04-13 02:05:54
中国盐业(2018年12期)2018-09-21 07:14:08
宝藏(2017年7期)2017-08-09 08:15:19
唐山文学(2016年11期)2016-03-20 15:25:54
中国资源综合利用(2016年10期)2016-01-22 08:36:08
山西煤炭(2015年4期)2015-12-20 11:36:18
采矿与岩层控制工程学报(2015年3期)2015-12-16 19:20:48
河南科技(2014年16期)2014-02-27 14:13:12