
水剂法提取萝卜籽油的工艺研究
2021-04-16 01:54:32朱涵彬苏志平
粮食与食品工业 2021年2期
朱涵彬,李 靓,苏志平,魏 端
河南牧业经济学院 食品与生物工程学院 (郑州 450046)
萝卜籽中药名莱菔子,多呈黄棕色或红棕色椭圆或者卵圆形,种皮薄而脆,略有气味,味微苦。萝卜籽常作为药材,食用入胃能够消食除肿,缓解消化不良等症状[1]。除了可以治疗疾病外,萝卜籽还具有美容功效,可用于改善皮肤老化、防皱、淡斑和肌肤提亮。油用萝卜籽的粗脂肪含量为35.0%,虽较油菜籽的37.5%略低,仍具有开发利用价值[2]。其中含有90.07%的不饱和脂肪酸[3]和多种生理活性物质[4-6],萝卜籽作为一种新的油料资源,具有广阔的市场前景。
对于萝卜籽的制油方法还处于研究阶段[7-10],其中水剂法是利用萝卜籽中非油组分溶解于水和油的能力不同,且水和油由于比重不同而分层,从而将油与蛋白质等进行分离的制油方法。虽然此法有得率低、后处理复杂、成本髙、三废多等缺点,但此法操作简单且无需其他试剂和昂贵设备[11],避免有机溶剂残留的危害和设备不足的制约,且水剂法制取萝卜籽油的相关研究甚少,因此有一定研究价值。
实验以干燥粉碎的油用萝卜籽为原料,对粗脂肪进行提取,探究萝卜籽油提取率与料液比、提取时间以及提取温度这3个实验因素的关系。为萝卜籽制油工艺提供更多数据,推进萝卜籽油的研究开发。
1 材料与方法
1.1 材料与仪器
油用萝卜籽,品名:超级白美浓,品质:一级,湖北省武汉市蔬菜科学研究所;柠檬酸,分析纯,天津市光复科技发展有限公司;氢氧化钠,分析纯,郑州派尼化学试剂厂。
FA2104A型电子天平,上海精天电子仪器有限公司;DGG-9030A型鼓风干燥箱,郑州南北仪器设备有限公司;HR-08型多功能粉碎机,上海哈瑞斯电器有限公司;HH-6型数显恒温水浴锅,方科仪器(常州)有限公司;H1650型医用离心机,湖南湘仪实验室仪器开发有限公司;H1850R型台式高速冷冻离心机,湖南湘仪实验室仪器开发有限公司。
1.2 实验方法
1.2.1萝卜籽样品制备
将挑选后的饱满油用萝卜籽放置于烘箱中在100 ℃下烘4 h后,用粉碎机粉碎,得到萝卜籽粉,过 40 mm目筛后,置于干燥器中备用。
1.2.2水剂法制油
准确称取2 g萝卜籽粉,按一定的料液比吸取pH 4.5的柠檬酸缓冲溶液,于50 mL离心管中摇匀。在一定的提取时间和提取温度下恒温水浴提取,每隔一段时间用玻璃棒进行适当搅拌,促进萝卜籽油的溶出。提取完成后用8 000 r/min的高速离心机离心20 min,将上清油和乳化层用移液枪吸取至另一50 mL离心管中,用12 000 r/min的高速离心机,机械破乳20 min,后将上清油用移液枪吸取至2 mL离心管中称重,并计算萝卜籽油的提取率。
1.2.3单因素实验设计
以pH 4.5柠檬酸缓冲溶液为提取溶剂,对粉碎后的萝卜籽粉进行萃取。研究料液比、提取时间以及提取温度这3个实验因素对萝卜籽油提取率的影响。对单一实验因素的不同水平进行单因素实验,每一组做3次平行实验,取平均值。
1.2.3.1 料液比对萝卜籽油提取率的影响
设置提取时间为1 h,提取温度为75 ℃,分别以4∶1 (mL/g)、6∶1 (mL/g)、8∶1 (mL/g)、10∶1 (mL/g)、12∶1 (mL/g)、14∶1 (mL/g)的料液比加入pH 4.5柠檬酸缓冲溶液提取萝卜籽油。
1.2.3.2 提取时间对萝卜籽油提取率的影响
设置料液比为12∶1 (mL/g),提取温度为65 ℃,分别对萝卜籽萃取1.5 h、2.0 h、2.5 h、3 h、3.5 h、4.0 h。
1.2.3.3 提取温度对萝卜籽油提取率的影响
设置料液比为12∶1 (mL/g),提取时间为3 h,分别在70 ℃、75 ℃、80 ℃、85 ℃、90 ℃、95 ℃的温度条件下提取萝卜籽油。
1.2.4响应面实验设计
利用Design Expert 8.0.6软件,将料液比、提取时间和提取温度这3个实验因素分别设为A、B和C,以单因素实验结果为基础,用-1、0、1进行水平编码,以萝卜籽油提取率为响应值,设为Y。采用Box-Behnken原理设计实验方案,优化水剂法提取萝卜籽油的工艺条件。
1.2.5数据处理
(1)
式中:W表示萝卜籽油的提取率,%;m1表示2 mL离心管的质量,g;m2表示萝卜籽油和2 mL离心管的总质量,g;m表示萝卜籽样品质量,g。
2 结果与讨论
2.1 水剂法制取萝卜籽油的单因素实验结果
2.1.1料液比对萝卜籽油提取率的影响
如图1所示,当料液小于12∶1 (mL/g)时,萝卜籽油的提取率呈现出先减小后增大的趋势,可能是因为料液比过小,提取溶剂与粉碎的萝卜籽粉形成粘稠物而不易将油脂充分提取出来,且提取出的油与残渣相混合不易分离。当料液比为12∶1 (mL/g)时,萝卜籽油的提取率达到最大值。继续增大料液比,萝卜籽油的提取率不再增加反而开始下降,这可能是料液比过大,油脂与水层乳化,使得萝卜籽油不能被完全提取出来,从而降低了提取率。所以选择料液比为12∶1 (mL/g)最合适。

图1 料液比对萝卜籽油提取率的影响
2.1.2提取时间对萝卜籽油提取率的影响
如图2所示,在提取时间小于3 h的范围内,萝卜籽油的提取率呈现逐渐增大的趋势,可能是随着提取时间的增加,提取溶剂与萝卜籽粉逐渐充分地混合,更便于油脂提取出来。当提取时间为3 h时,萝卜籽油的提取率达到最大值。继续增加提取时间,萝卜籽油的提取率反而降低,可能是提取时间过长,会增加油脂的乳化程度,而使得油水难以分离,从而降低了萝卜籽油的提取率。所以选择3 h为最适提取时间。

图2 提取时间对萝卜籽油提取率的影响
2.1.3提取温度对萝卜籽油提取率的影响
如图3所示,当提取温度小于90 ℃时,萝卜籽油的提取率随提取温度的升高,逐渐增大,可能是油脂的黏度随着温度的升高而降低,更有利于上清油的分离。当提取温度为90 ℃时,提取率达到最大值。继续增加提取温度,提取率反而降低,可能是提取温度过高,导致蛋白质变性和淀粉糊化,将油脂包裹住而无法被提取出来,导致提取率下降。所以选择90 ℃为最适提取温度。

图3 提取温度对萝卜籽油提取率的影响
2.2 响应面实验
2.2.1响应面实验设计与结果
根据单因素实验结果,由Box-Behnken实验设计原理,得出响应面优化萝卜籽油提取工艺实验设计因素水平表,如表1所示,响应面优化萝卜籽油提取工艺实验设计方案,如表2所示。

表1 响应面优化萝卜籽油提取工艺实验设计因素水平表
2.2.2建立数学模型与方差分析
根据响应面实验结果,通过Design-Expert 8.0.6软件拟合的回归图形,得到方差分析结果,萝卜籽油提取率Y关于料液比A、提取时间B和提取温度C的多元回归方程如式(2),方差分析,如表3所示。
提取率Y=8.59-0.42A+0.019B+0.29C+0.24AB+0.18AC-0.38BC+1.01A2-0.50B2+0.98C2
(2)
由表3可得,模型F=4.35,P=0.032 7,差异显著,表明回归方程模型显著。失拟项F=1.97,P=0.261 0,不显著,说明方程的拟合度较高,用作计算萝卜籽油提取率的结果是有意义的。
由表3还可得出,二次项A2与C2,P值<0.01,高度显著,说明其对水剂法提取萝卜籽油提取率呈高度显著影响。比较一次项A、B、C的P值大小可以得出对水剂法提取萝卜籽油提取率影响的大小顺序为:料液比>提取温度>提取时间。
2.2.3二次交叉互相分析
通过Design-Expert 8.0.6软件对数据进行分析得出,料液比、提取时间和提取温度三个实验因素之间两两相互作用对水剂法提取萝卜籽油提取率的影响情况,如图4~图6所示。

图4 料液比与提取时间对萝卜籽油提取率的影响

图5 料液比与提取温度对萝卜籽油提取率的影响
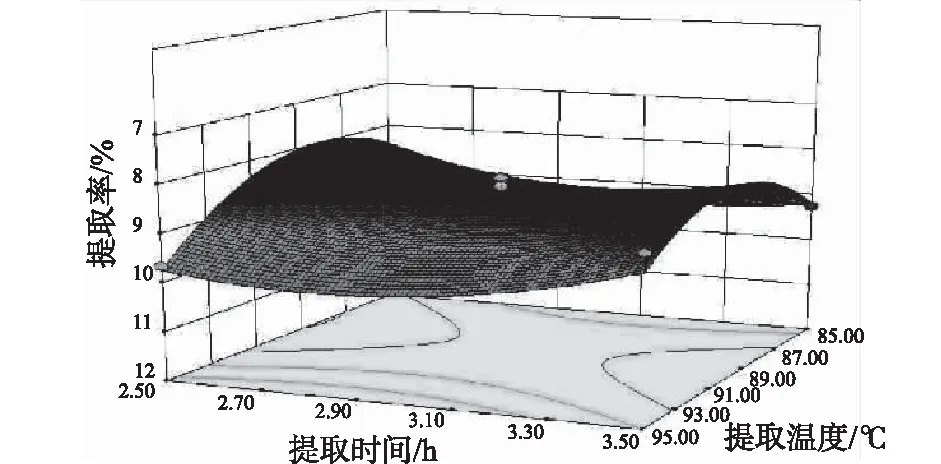
图6 提取时间与提取温度对萝卜籽油提取率的影响
根据图4~图6可知,AB、AC和BC交互作用的等高线图没有呈现明显的椭圆形, 对水剂法提取萝卜籽油提取率影响效果不显著,这与表3方差分析中的二次项因素AB、AC和BC的P值结果一致,说明A、B和C的交互作用,对水剂法提取萝卜籽油提取率影响较小。
2.2.4最佳工艺检验
通过Design-Expert8.0.6软件分析,得到水剂法提取萝卜籽油的最佳工艺条件:料液比为10∶1 (mL/g)、提取时间为2.7 h、提取温度为95 ℃,此时提取率最高,萝卜籽油提取率可达11.28%。
经过3次平行实验,证明应用上述最佳制油工艺条件,测得水剂法提取萝卜籽油的提取率平均值为11.25%,与模型预测值相近,说明此最佳工艺条件具有可操作性。
3 结论
实验探究了水剂法提取萝卜籽油的最佳工艺条件,利用响应面法优化提取工艺条件,得出当料液比为10∶1 (mL/g)、提取时间为2.7 h、提取温度为95 ℃时,萝卜籽油的提取率最高,可达到11.28%。经分析得出,料液比、提取时间以及提取温度这3个实验因素对水剂法提取萝卜籽油提取率的影响顺序为:料液比>提取温度>提取时间。
水剂法制油与破乳工艺密不可分,可以对破乳离心时离心机的转速、破乳时间以及破乳温度进一步研究,来优化破乳工艺条件,使水剂法提取萝卜籽油的提取率得到进一步的提高,降低水剂法制油成本。水剂法提取萝卜籽油可以同时制取萝卜籽中蛋白质、淀粉等物质,如萝卜籽蛋白、萝卜籽淀粉等产品,可应用于食品或饲料生产等,实现萝卜籽的综合开发利用。
猜你喜欢
辽宁化工(2022年9期)2022-09-29 02:30:08
科技视界(2020年26期)2020-09-24 03:25:06
科技视界(2020年17期)2020-07-30 14:03:27
天然产物研究与开发(2018年3期)2018-05-07 06:38:52
化学教学(2018年1期)2018-02-28 21:26:29
中成药(2017年8期)2017-11-22 03:19:23
西安工程大学学报(2016年6期)2017-01-15 14:08:22
中国粮油学报(2016年1期)2016-02-06 02:16:56
中国塑料(2015年9期)2015-10-14 01:12:31
应用化工(2014年7期)2014-08-09 09:20:21
