
基于NX的压气机罩壳数控编程、仿真及加工
2021-04-12 08:30陈荣向成刚李昊
陕西广播电视大学学报 2021年1期
陈荣 向成刚 李昊


[摘 要]压气机罩壳内外型面均为回转曲面,其数控加工程序的编制只能借助CAM软件完成。本文针对压气机罩壳,设计了零件加工工艺,介绍了基于NX车削自动编程过程,并且使用自建的后置处理构造器生成符合加工人员实际操作的机床程序。编制的压气机罩壳数控加工程序在FANUC系统数控车床上进行加工实验,结果满足零件的工艺技术要求。
[关键词]车削;数控编程;仿真;NX
[中图分类号] G459 [文献标识码] A [文章编号]1008-4649(2021)01-0092-05
Abstract:The internal and external surfaces of the compressor housing are all rotary surfaces, and the NC machining program can only be programmed by CAM software. In this paper, the machining process of the compressor Housing is designed, the NX based auto-programming process is introduced, and the self-built post-processing constructor is used to generate the machining program. The NC machining program of the compressor housing is tested on the CNC lathe of Fanuc System, and the results meet the technological requirements of the parts.
Key words:Turning;CNC programming;Simulation;NX
生产实际中,数控车削加工零件其母线多为直线和圆弧组成,编程相对简单。压气机罩壳内外型面主要为回转曲面,母线为非园曲线,其数控编程必须借助CAM软件来完成。NX是面向先进制造业、CAD/CAM紧密集成的工业软件,其数控车削模块提供了丰富的功能,可满足各类回转体零件的数控编程需求。因此用NX进行产品设计和加工编程是一个很好的選择,特别是针对复杂的非圆曲线轮廓的模型更具有优势。
以NX软件为代表的CAM软件数控车削编程过程,如图1所示。
压气机罩壳三维建模
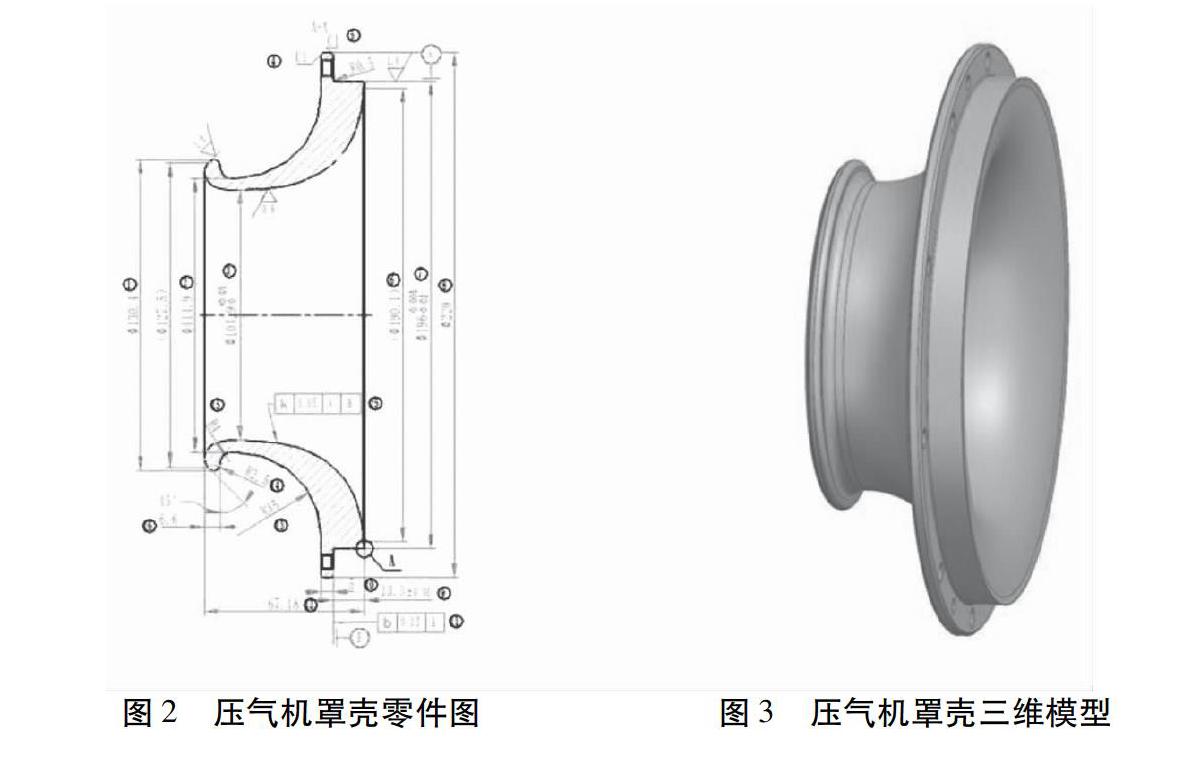
压气机罩壳零件图如图2所示。该零件主体为回转体,法兰边有10个Φ6.6mm孔及3个M6螺纹孔。三维建模利用NX草图绘制回转截面,旋转后生成主体,利用孔及阵列功能做出Φ6.6mm孔及3个M6螺纹孔。建好后的三维模型如图3所示。
加工工艺分析
根据压气机罩壳结构特点,该零件加工分为两次装夹加工。先粗精车大端内外型面,再夹持大端法兰台阶粗精车小端内外型面。大端选用外圆车刀及内孔车刀。小端为避免接刀保证外型面一次切削完成,选用圆头霸王刀,该刀具既可以纵向粗切又可以XZ两坐标联动精车外形。小端内型选用内孔车刀。法兰面孔系在其它机床上加工,不再详述。整体加工工序安排见表1。
CAM程序编制及加工
进入NX加工模块后,需要对加工几何、切削刀具、程序组等父节点等进行定义,为后续工序创建做好准备。
加工几何定义
加工几何的设置包括加工坐标系、工件、毛坯、车削几何体以及非切削运动控制点位信息设置等。自己创建的模型都会自带有层级关系的几何体,只需设置就好。另有需要也可以在相应的节点创建。
NX软件加工坐标系的设置应该与机床坐标系一致。因该零件加工分为两次装夹,进入NX数控车编程模块后,需要定义两个加工坐标系(MCS_MAIN_SPINDLE、MCS),MCS_MAIN_SPINDLE为系统自带,需要进行设置,MCS为新建坐标系,用于零件调头加工。第一次装夹的坐标系(MCS_MAIN_SPINDLE)定义在大端端面与中心线相交位置,用于加工小端。第二次装夹坐标系(MCS)定义在大端法兰面与中心线相交位置,用于加工大端。两坐标系ZM轴方向相反,X坐标与设计坐标系X向一致。
在WORKPIECE_MAIN中指定工件几何体为部件,毛坯采用包容圆柱体创建,调整为实际毛坯大小。
TURNING_WORKPIECE_MAIN用于定义车削工件的部件边界和毛坯编辑,两个选项均设置为自动获取方式。AVOIDANCE_MAIN用于定义起始点、逼近点、退刀点等非切削运动特殊点位信息,可根据机床实际情况确定,要求符合不能和机床、工件、夹具发生干涉。为保证IPW(过程几何体)的传递,各几何体层级关系可设置为图4所示。MCS下WORKPIECE可自动继承经过第一个加工坐标下工序完成后的几何信息。创建完成的加工几何体层级关系如图4所示。
刀具定义
NX可以通过模板创建或者从刀具库中调用刀具。点击创建刀具图标,在模板中类型选择“turning”,可创建车削类刀具,比如外圆刀、内孔刀、切断刀等;选择“hole_making”可创建孔加工类刀具,比如钻头、丝锥、螺纹铣刀等。根据工艺的安排,按照上述方法分别进行外圆车刀、内孔车刀以及霸王刀的定义。外圆车刀选择80°C型刀具左偏车刀OD_80_L,既可以加工外圆也可以加工端面。内孔车刀选择ID_80_L,霸王刀选用OD_GROOVE_L,修改其刀宽为4,半径为2,如图5所示。
工序创建
NX中创建工序的过程类似,本文以创建外圆车削工序进行说明。点击创建工序图标,如图6所示,工序子类型选择外径粗车,依次设置好刀具,几何体选项,弹出外径粗车工序对话框,如图7所示。
依次对选择左侧选项对各选项参数进行设置。“主要”中设置“切削深度”,“进给率及速度”选项设置转速或者线速度、进给速度等参数。“策略”栏中勾选“附加轮廓加工”,选择“全部精加工”选项,。“余量、公差、安全距离”栏中检查余量设置,设置余量为零。这样粗加工完后会进行一次轮廓精加工,粗精加工一个工序完成。
“程序和机床控制”栏中“运动输出”选项选择“机床加工周期”,这样后处理时G代码输出位循环指令代码,程序更加简介,易于识别、检查。
点击“生成”图标,生成刀轨。检查刀轨是否符合预期,比如切削区域、非切削运动关键点位及运动方式(进刀点、接近点、返回点等)、切削方向等。如不符合预期在相应栏中进行设置调整。无误后可进行下一个工序的创建。压气机罩壳所有工序创建完成后的示例见图8。
刀轨仿真及后处理
工序创建完成后,选择需要仿真的工序,点击确认刀轨图标进行切削仿真,模式选择“3D动态”,如图9所示。点击“播放”进行切削过程模拟。刀轨无误后就可以通过后处理器把刀轨文件转成数控代码(G代码)。点击“后处理”图标对工序进行后处理,如图10所示。在后处理对话框中“后处理器”选用自开发的FANUC 0i Mate-TC2轴车床后处理器,点击确定就会生成数控代码文件。此后处理器输出代码格式符合机床格式,并且可输出G71、G72等循环指令。
数控加工
该零件数控加工在大连CK6136机床进行,控制系统为FANUC 0i Mate-TC。通过网络连接输入代码到机床数控系统。按照顺序安装、调整好刀具。零件采用三爪卡盘装夹。调头车削时采用自镗软爪保证零件同轴度。零件每次装夹后,利用百分表进行找正,试切对刀。为保证內型面接刀准确,内孔车刀对刀保证误差在0.02毫米内。加工时注意观察,如出现震刀、缠屑等情况,实时调整转速及进给量,保证切削状态良好。图11为加工完成的零件。经检测,尺寸公差、形位公差、表面粗糙度满足零件设计要求,见图11。
总结
压气机罩壳为学院合作企业一个实际产品,通过对NX车削自动编程过程的研究及工艺设计,解决了压气机罩壳这类非圆曲线回转体类零件数控加工编程难题。经过程序的仿真及加工验证,结果显示,相关参数符合设計要求。此方法对其它类似的零件数控车削加工具有一定的借鉴意义。
[参考文献]
[1] 刘志勇,刘可可.UG数控车综合编程[J].内燃机与配件,2019,(08)
[2] 郭世帅.UG NX数控车编程优化设置的研究[J].内燃机与配件,2018,(05)
[3] 吴永钢,刘波,杨兴隆.UG/CAM数控车编程加工的关键技术及应用[J].现代制造技术与装备,2018,(04)
[4] 刘镝时.UGNX数控车零件调头编程的方法研究[J].煤矿机械,2017,(11)
[责任编辑 李 帆]
猜你喜欢
科学与财富(2016年18期)2016-12-22
科技资讯(2016年18期)2016-11-15
数字技术与应用(2016年9期)2016-11-09
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
电脑知识与技术(2016年13期)2016-06-29
企业导报(2016年6期)2016-04-21
