大尺寸TFT-LCD GOA Channel CD管控方案的研究
2021-04-12 01:44武汉京东方光电科技有限公司熊嘉琪乔亚峥刘子源董春垒
电子世界 2021年5期
武汉京东方光电科技有限公司 熊嘉琪 乔亚峥 刘子源 张 杰 魏 炎 董春垒
郭会斌 向红伟 林 敏 邱 航 郑 帅
随着GOA(Gate On Array)技术的不断发展,GOA技术在TFT-LCD行业,尤其在窄边框TV显示屏上的应用也愈来愈频繁,但是由于GOA驱动电路工艺的不稳定性和复杂性,可能会导致显示不稳定的问题,同时随着TV市场需求的日益增长,GOA产品的工艺稳定性对于客户端的品质表现显得十分重要。本文主要研究了大尺寸TFT-LCD GOA产品GOA区与AA区关键参数Channel CD(Critical Dimension)的均一性问题,并针对GOA区Channel CD管控的不足,提出一系列管控优化方案,包括Mask设计补正,CD测量过程控制和SPC管控优化措施等,并在武汉京东方光电科技有限公司(以下简称B17)率先应用,提高了产品GOA工艺的稳定性和系统预防监控能力。
近年来,随着TFT-LCD显示技术的高速发展,液晶产品的竞争日益激烈,各厂家为抢占市场开始开发新技术。GOA(Gate On Array)技术是将栅极驱动器集成在玻璃基板上,形成对面板的扫描。因其窄边框,简洁美观和低成本低能耗的优势,已慢慢成为各个面板厂家的主要研究方向,其产品也逐步走向TV市场,更加符合面板未来的发展趋势。
然而,GOA驱动电路结构复杂,由多个器件组合设计,且与阵列基板工艺一起制作完成,易受工艺均一性等因素的影响,与AA(Active Area)区相比,存在关键参数Channel CD的差别,引起特性差异,造成显示不良缺陷,如错充、黑斑不良、RGB水平Mura等。因此,研究GOA产品工艺均一性、GOA Channel CD补正方案和量产管控方法至关重要。
1 产品研发阶段的管控
1.1 GOA产品工艺均一性研究
为研究GOA产品Channel CD工艺均一性问题,本文对某75in量产品GOA区及其附近AA区Channel FICD(Final Inspection Critical Dimension)进行密集点测试,确认不同区域Channel CD大小及差异情况,图1所示为AA、GOA测量点位分布示意图。

图1 产品AA/GOA测量点位分布示意图
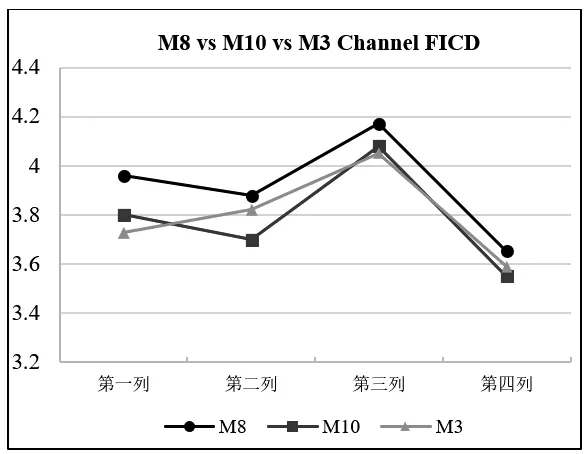
图2 各列单个GOA M8/M10/M3 Channel CD测量结果
1.1.1 GOA不同TFT Channel CD分析
以某75in量产品为例,测量其单行GOA不同位置TFT M8(外边)/M10(中部)/M3(内边)Channel FICD,比较GOA内各位置CD差异,确定GOA Channel CD监控位置。测量结果如图2所示,M8/M10/M3在横向各列均值变化趋势基本一致,第三列最大,第四列最小,与Glass工艺均一性相关。各列中三者Channel CD差异控制在0.25μm以内,其中M3 CD值相对居中且起到主要充放电功能,最为重要,因此GOA区以管控M3 Channel CD为准。这也为产品在量产过程SPC管控中,确立GOA Channel CD的测量点位提供依据。
1.1.2 GOA区和AA区工艺均一性分析
对各列GOA区M3及附近AA区Channel CD进行测量,图3所示为AA、GOA区Channel FICD Mapping示意图。如图3所示,当AA区及GOA区Channel Mask CD设计值均为2.8μm时,各列Channel FICD存在0.15~0.25μm的差异,这是由Mask制作精度、Photo段工艺能力差异(Photo Bias)、Etch段工艺差异(Process Bias)等综合因素引起的。

图3 Channel FICD Mapping示意图

图4 Channel Photo Bias Mapping示意图

表1 G10.5产品GOA Channel CD设计端补正方案

表2 倚分析数据采集表
图4所示为AA、GOA区Channel Photo Bias(Chanel DICDMask CD)Mapping示意图,GOA区Channel Photo Bias较AA区小0.33μm。在曝光过程中,由于GOA区Pattern密度较AA区大很多,透过的光线减少,衍射强度也随之降低,整体曝光能量较AA区弱,Channel DICD(Develop Inspection Critical Dimension)较小;在显影过程中,GOA区显影液消耗量低于AA区,使该区显影液浓度偏大,从而导致Channel DICD增大。在两者综合因素影响下,出现Channel DICD呈GOA区低于AA区的现象。
图5所示为AA、GOA区Channel Process Bias(Channel FICDDICD)Mapping示意图,GOA区Channel Process Bias较AA区大0.14μm。在刻蚀过程中,GOA区与AA区差异主要受刻蚀液浓度影响,由于GOA区Pattern密度大,刻蚀液消耗量小于AA区,使该区刻蚀液浓度偏大,导致Channel Process Bias变大。与Photo段工艺数据对比可以发现,后者为工艺能力差异主要影响因素。
由于Glass不同区域工艺能力的差异,产品GOA区与AA区关键参数产生差异,存在GOA相关不良隐患。因此,从设计端及工艺端寻求GOA Channel CD补正方案,降低GOA与AA参数差异,对提升产品品质尤为重要。

表3 线性分析数据采集表
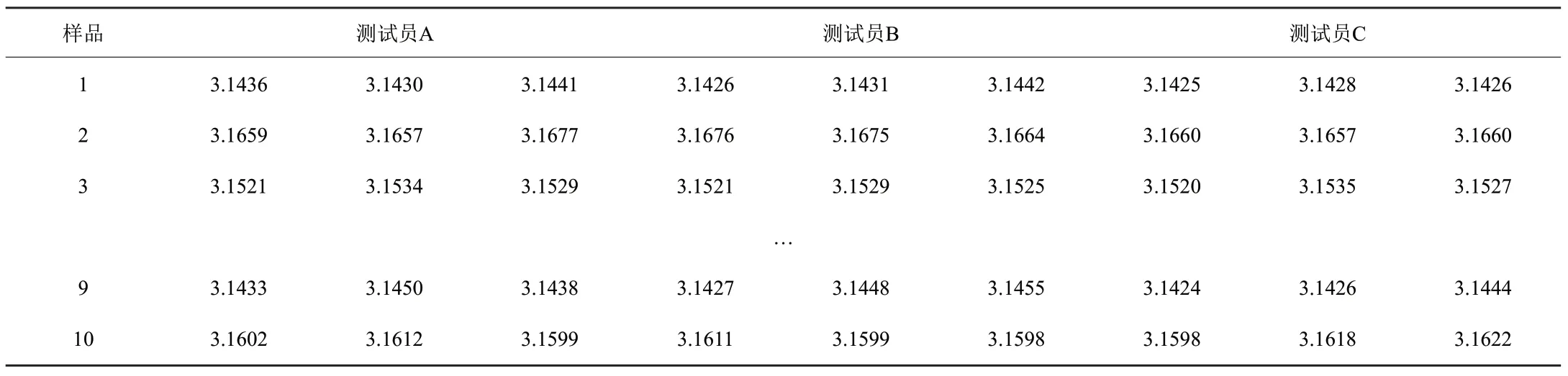
表4 R&R分析数据采集表
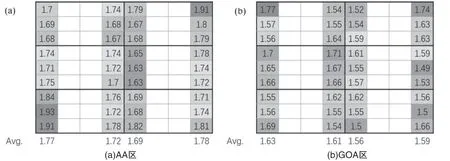
图5 Channel Process Bias Mapping示意图
1.2 GOA Channel CD补正方案
本文统计了G10.5不同尺寸产品在无补正条件下的GOA与AA区Channel CD差异,根据GOA分布方向及Mask类型归纳出Mask设计端补正方案,如表1所示。
设计端GOA Mask CD补正方案可以降低GOA与AA区Channel FICD的差异,再配合工艺段补正方式,如利用Photo工艺段的LEX-I设备对GOA区域进行分区补正,可进一步提高产品Channel CD均一性,从而消除GOA不良隐患。
2 产品量产阶段的管控
2.1 GOA Channel CD测量过程管控
为了确保量产过程中的GOA产品工艺稳定,首先要确保生产过程中对产品的测量和监控是值得信赖的。因此,我们针对GOA Channel CD的测量过程进行分析和研究,以确保其测量过程得到有效控制,测量结果尽可能接近真值。
测量过程控制主要是对影响测量结果的相关要素(包括测量人员、量具、被测量工件、程序/方法、环境以及上述的交互作用关系等)加以识别并控制,以达到减少或消除其影响的目的。为此我们采用测量系统分析的方法,本文对用于量测GOA Channel CD的测量设备(关键线宽&残膜膜厚测量机)进行了研究,通过分析测量系统发生的变动对工程变动的影响,来判断测量系统的适合与否,主要分析该测量系统的精密度(Gage R&R)、准确度等,以确保量产中量测数据的准确度和精确度。
在此之前,先简单介绍用于测量GOA Channel CD质量特性的量测设备(关键线宽&残膜膜厚测量机),该设备主要用于测量Photo工艺后产品的关键线宽和的PR残膜厚度(含GOA沟道),如SDT/HGA mask后的PR残膜厚度等半成品特性。该设备主要是采用光的干涉原理,通过设备的高精度相机等光电系统对测量对象进行扫描,从扫描图像中提取最佳聚焦图,从而提取出测量数据。下面举例,对关键线宽&残膜膜厚测量机在对某款量产品的GOA Channel CD测量过程中的偏移、以及进行重复性和再现性分析。

图6 偏倚数据分析结果

图7 线性数据分析结果

图8 重复性&再现性数据分析结果
2.1.1 偏倚分析
本次偏移分析,测试人员为B17 Array曝光科的设备工程师,选取生产线中的关键线宽&残膜膜厚测量机(量具编号:OAEX-002)作为测量设备,厂商提供的标准件作为样品,其基准值GOA Channel CD为3.1418um,共测量15次,测量结果如表2所示,JMP统计学软件对测量数据处理分析结果如图6所示。
均值为3.1425um,偏倚为0.0007um(均值与基准值之差),取α=0.05(95%置信度),数据分析结果显示偏倚的95%置信区间上限为0.0018841,偏倚的95%置信区间下限为-0.000977,结论为“0”落在偏倚值的95%置信区间内,则偏倚在α水准上是可以接受的。结论:“0”落在偏移值附近的95%置信度界限内,则偏移在5%水准上是可以接受的。
2.1.2 线性分析
本次线性分析,测量人员选择测量值覆盖量具的操作范围的5个样品(不同规格产品的厂商标准件作为样品),每个样品测量15次,量具量程为2.0~25.0um之间,测试结果记录如表3所示,并采用JMP统计学软件对策了数据进行线性分析,结果如图7所示。
利用散布图和JMP统计分析软件得出bias均值的拟合线。由于量程范围内Bias 95%置信区间都包含”0”,且“Bias=0”的线包含于bias与参考值拟合线的95%区间内,故判定该测量系统的线性可接受。
2.1.3 重复性和再现性分析
重复性和再现性分析,又称Gage R&R分析。本次测量共选择10个样品(要求样品在规格内均匀散,即随机抽取样品),选择三名经过测量认证合格的人员,按随机顺序对10个样件各循环测量3次,测试结果记录如表4所示,并采用JMP统计学软件对测量数据进行R&R分析,结果如图8所示。
利用量具R&R的均值图和JMP分析软件得出%Gage R&R和可区分类别数,根据量具重复性和再现性的判定可得,其合计量具R&R占研究变异的8.529%<10%,可区分类别数ndc为16>5,故该测量系统可接受。
经过以上针对GOA Channel CD测量系统的偏移、以及进行重复性和再现性分析,可以判定在实际工艺制程中,GOA Channel CD的测量系统发生的变动对工程变动的影响可以忽略不计。但是,由于考虑测量设备在实际使用过程中存在仪器老化、磨损和测量设备机差等情况,故后续仍需针对测量设备、人员进行周期性认证,并对同种测量设备进行Correlation校正,以确保产品量产阶段的测量过程是始终得到有效控制的。
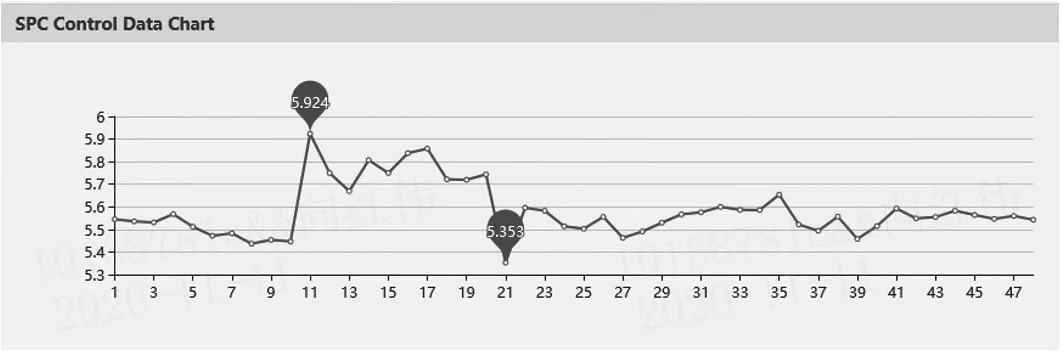
图9 单点超标Alarm界面
2.2 GOA Channel CD的SPC管控
当GOA Channel CD的测量过程得到有效控制后,接下来需要进一步对生产制造过程加以控制。SPC即统计过程控制,主要是通过使用控制图等统计技术来分析过程或其输出,以便采取适当的措施保持统计控制状态,进一步提升工艺制程能力,最终达到保证产品质量的目的。故合理地利用SPC系统对量产阶段的GOA Channel CD进行监控,对其过程控制是十分必要的。本文针对GOA Channel CD的SPC管控,除了常规的SPC系统管理外,还分别从SPC管控Rule和控制图报警能力两方面探究现有管理的不足,并提出了对应的管控优化方案。
2.2.1 GOA Channel CD SPC管控Rule优化
根据GB/T 4091《常规控制图》中规定的八大判异准则,这8个准则触发确实可以发现制程中的异常情况,但是通常为小概率事件。在实际的工艺制程中,仅靠这8个准则是无法完全甄别出制程过程中的细小变异,这一缺点在大尺英寸TV产品上更加显著,主要是因为大尺英寸TV产品的单张Glass面积更大,测试点位更多,当Glass局部的质量特性出现波动时,通常很难识别出来。
因此,我们在原有的SPC系统增加了SRO(单点超标)Alarm管控规则,从原有的均值超标Alarm管控规则优化为均值和单点值超标均Alarm的管控模式,以便更及时地识别产品异常和风险。例如,某SPC系统重点监控项目CD为例,其测量点位有48个,在导入SRO Alarm管控规则前,无法识别局部区域异常,而导入SRO Alarm管控规则后,如图9显示,可以看出11点位和21点位超标,可以识别出局部点位的异常。当触发SRO Alarm时,系统会自动报警,并邮件知会到对应科室工程师。这样工程师能第一时间确认产品情况,并对超标原因展开调查,及时防止局部点位超标的风险品Flow到下个工序,降低公司损失。目前已在GOA Channel CD项目中导入单点超标报警规则,已成功预警并有效拦截异常50余次。
2.2.2 GOA Channel CD控制图报警能力优化
SPC控制图的报警能力通常能说明SPC系统的实际应用情况,控制图报警能力的优化对于SPC系统的预警和实际应用过程的管理都是至关重要的。通过调研京东方各现地工厂的情况,我们发现目前控制图报警方面主要有2个缺点,一方面是部分现地存在控制限未计算,直接将spec内缩进行管控,导致控制限过宽,无法侦测制程异常的情况。另一方面则是部分现地存在产线中不同设备和不同chamber统一管控,未考虑设备别差异,包含较多干扰变异,从而导致OOC报警率普遍较高,但准确性较低;使得跟踪分析耗时长,无法第一时间锁定异常原因,从而导致SPC管控实际效益低。
因此,进行SPC精细化管理:首先提高控制限设置合理性,由原来按照一定比例压缩Spec制定控制限优化为定期依据生产数据计算控制限,以3个月为一个周期,刷取生产数据,清洗数据以剔除异常值,依照控制图类型计算控制限,保证控制限与当前制程能力相匹配。通过查阅SPC手册可知,常用控制图的计算公式见图10所示,公式中的A2,B3,B4,D3和D4为控制限计算的常数,查手册系数表可得。

图10 控制图控制限计算公式
其次进行过程能力分层级管理,增加生产设备别、Chamber过程能力监控,实现整体-设备别-Chamber层级管理,异常发生时精确至生产最小单元,提高异常分析效率,同时识别相同生产设备/Chamber制程能力差异,提高过程监控准确性。
3 结论
本文通过对大尺寸TFT-LCD GOA产品存在的工艺均一性问题、GOA Channel CD补正方案和量产管控方法的分析研究,从新产品的研发过程到量产过程,针对GOA区域管控的不足,提出对应的一系列管控优化方案,主要结论如下:
(1)Photo段工艺能力差异是导致GOA与AA区Channel CD不同的主要因素。
(2)根据G10.5产品GOA分布方向及Mask类型,提出Mask设计端和工艺端补正方案,降低GOA与AA区工艺均一性差异。
(3)定期对测量系统进行偏倚、线性以及重复性和再现性分析,确保测量过程得到有效控制。
(4)SPC控制图Rule新增单点超标管控规则有助于识别产品局部异常,控制限设置的合理性和过程能力分层级管理能提高过程监控准确性。
本文提出的管控优化方案已在B17工厂取得了较好的实际验证效果,将对同为TFT-LCD行业的公司具有很大的参考价值。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08
中国交通信息化(2022年12期)2022-02-11
建材发展导向(2021年9期)2021-07-16
山东冶金(2019年6期)2020-01-06
中国电子报(2019年54期)2019-10-24
世界农药(2019年2期)2019-07-13
中国外汇(2019年22期)2019-05-21
制造技术与机床(2017年2期)2017-05-04
铜业工程(2015年4期)2015-12-29
石油化工应用(2014年8期)2014-03-11