
中性笔常用通气结构分析和设计要点
2021-04-10 01:28吴瑛戟
中国制笔 2021年1期
吴瑛戟
上海制笔技术服务有限公司 上海 201615
引言
圆珠笔的书写原理是利用球珠滚动带出书写墨水而形成线迹。中性墨水圆珠笔[1](以下简称中性笔)是圆珠笔的一种,其书写介质为凝胶状水性墨水,墨水的特点是书写时由于球珠滚动剪切使墨水黏度变低,利于出墨形成线迹;当停止书写时球珠静止,墨水黏度变高,不易造成漏墨。中性笔常见笔芯如图1 所示。
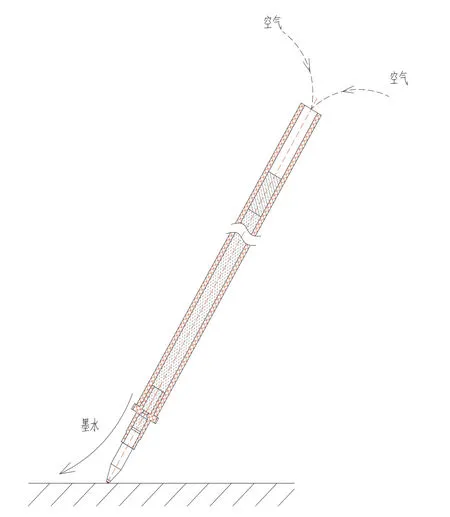
图1 常见插套式中性笔笔芯
同通常的油墨圆珠笔比较,油墨圆珠笔笔芯的油管内径较小,使用的是油墨,其23℃时动力黏度大于1000mPa.s,书写时油墨无明显的黏度变化,其百米出墨量在10mg 左右。而中性笔百米出墨量较大,以0.5mm 的笔头来说,一般在100mg 以上,其出墨量为油墨圆珠笔的10 倍左右,同样的书写长度,笔芯内灌注的墨水量较多。书写时墨水从球珠和球座的间隙处流出,同时需要有同样体积的空气填充进笔芯内,如图1。由于中性笔的出墨量比油墨圆珠笔的出墨量大得多,所以中性笔头球珠和球座的间隙较大,于是会给中性笔带来了两大问题:一是书写时出墨量大,随时补充的空气量就大,要求中性笔结构设计中具有足够的通气通道;二是笔头球珠和球座的间隙大,笔头易于出墨的同时,笔头端也容易进入空气,造成书写断线和墨水倒流等问题的产生,这也同样需要结构设计时要防止空气从笔头端进入。
中性笔常见的结构为插套式和揿动式[2]。以插套式为例,中性笔一般可以分为笔芯、笔杆组件和笔套组件[2]。从结构设计的角度,通气结构的设计十分重要,直接关系到中性笔和笔芯的书写,大多结构设计师对通气结构的设计并未引起足够的重视,为最终的成品埋下了质量隐患。以下对各组件进行通气结构分析,并提出通气结构设计要点。
1.笔芯通气结构分析和设计要点
从单独的笔芯来看,一般由笔芯和笔芯保护套组成。笔芯保护套(见图2)不仅是笔芯制造过程中需要牢固装配在笔头上,保护笔头起到密封的作用,同时笔芯离心时防止墨水漏出。但笔芯保护套的内孔结构需要特别的设计。
以子弹型笔头的保护套为例,保护套内孔为正方形,笔头插入时保护套内的空气需要排出,如图2 中所示四个角的空隙部位为通气部位。还有一个关键的部位是保护套底部的角度α 宜大于笔头角度β,否则两者配合时底部会形成空气集聚区,随着笔头的进一步插入,此区域的空气无法从四个角部的空隙部位排出,只能被挤压进笔头内。这正是笔芯保护套设计的要点之一。其他型号的笔头,使用的笔芯保护套需要按照笔头的形状进行专门的设计,确保笔头插入时通气良好。
另外,从笔芯本体来看(见图3),插套式笔芯的连接件的台阶处,通常是会由尖套内的筋将笔芯压住后固定在笔杆的A 处。对于尾塞处没有通气孔设计的笔,书写时空气就会从连接件的台阶缺口处进入笔杆内孔,再由笔芯尾端补充空气。这里的设计要点是:连接件缺口之间的距离L 要小于配合笔杆内孔的直径D,油管外径d 小于距离L。这样确保空气可以顺畅进入笔杆内孔。
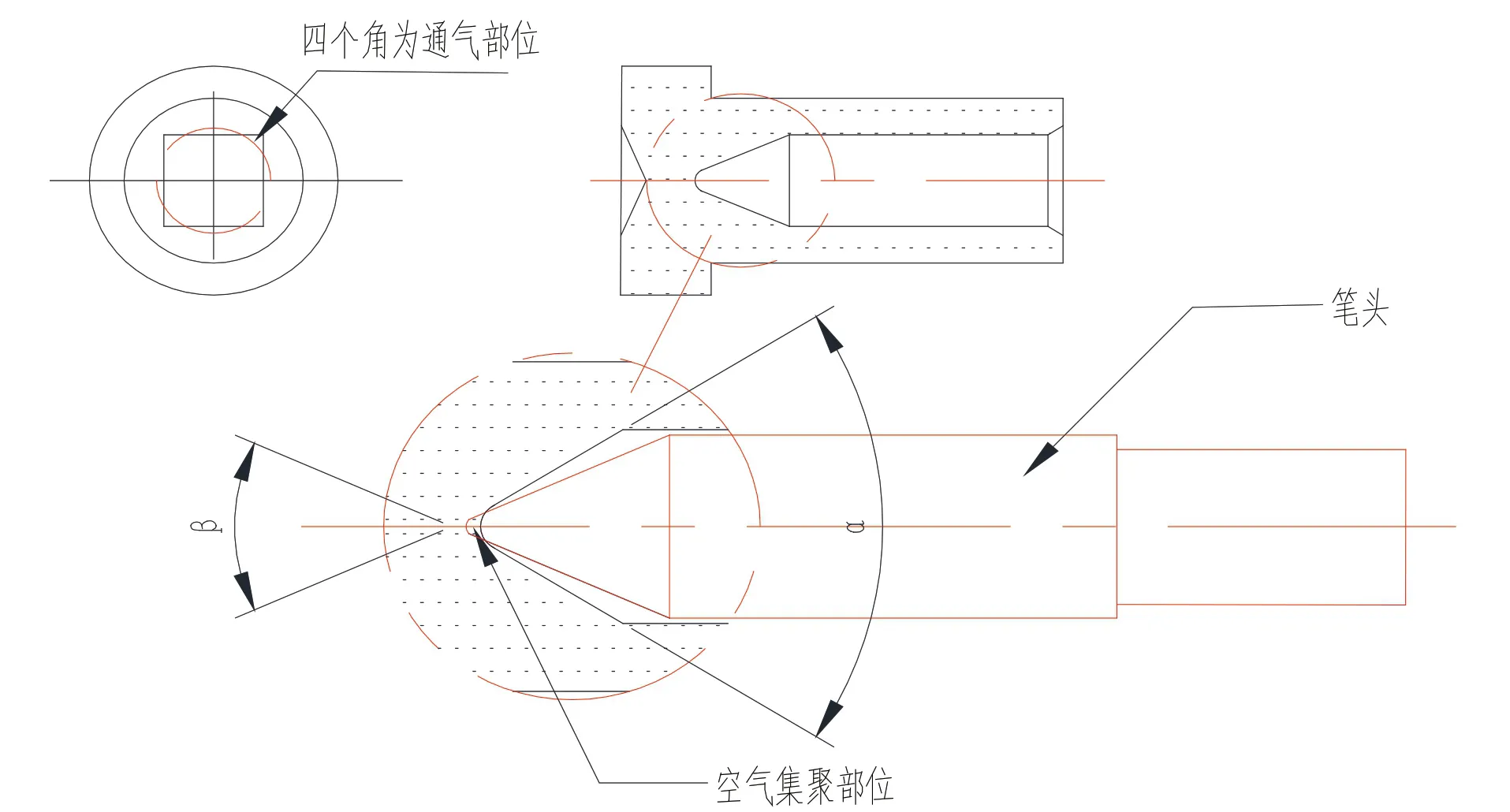
图2 笔芯保护套和笔头配合
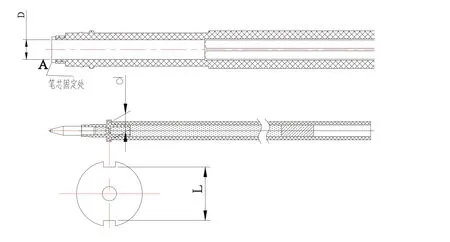
图3 插套型笔芯和笔杆
2.笔杆组件通气结构分析和设计要点
2.1 笔杆组件通气结构分析
插套式中性笔按笔芯的固定方式可分为前定位式和后定位式[2][3],此处以前定位笔杆组件来分析通气结构。前定位式笔杆组件一般由笔杆、尖套、尾塞组成,有的还会在握笔处设计有软的橡胶套,便于手舒适地握住。从功能分析来看,笔杆组件主要功能为固定笔芯和执行手握功能,是完成书写功能的主要部件之一。在结构设计中,同样有许多需要为通气顺畅进行设计校核。
从组件最主要的零件笔杆来看(见图4),笔芯装入笔杆内孔,笔芯的连接件台阶贴合笔杆端面再由尖套内孔的筋将其压住实现固定。其通气通道为图中蓝色线所示,其通路为:尖套与笔头的间隙→连接件缺口→笔杆和油管的间隙→油管尾端内孔。

图4 典型前定位笔杆组件结构及空气通道
2.2 笔杆组件通气结构常见问题及设计要点
从空气通道的流向来看,空气从尖套和笔头之间的间隙流入,根据中性笔的国家标准要求,尖套的内孔和笔头外径的差值小于0.2mm。据笔者多年的经验,此差值一般控制在0.08mm ~0.15mm 之间为佳,这样既可保证通气量的要求,也可防止间隙过大书写时笔头晃动的问题产生。尖套设计时另外一个设计要点是,在图4 中B 处连接件和尖套的内孔斜面处必须有间隙,这是设计师和制造过程容易忽视的地方。如果这里堵塞,空气将不能流通,这样的问题经常在金属尖套内出现,因为很多设计师和制造人员将金属尖套固定笔芯的接触点设计在这里,这样的风险较大,如果没有其他的空气通道,空气回路会被堵住。如果要将尖套内孔和连接件接触(固定)位置设计在B 处的话,连接件的前端(配合笔头的方向)要有通气缺口,这种设计适合连接件此处壁厚较厚的情形,如图5 所示的笔芯,在连接件和笔头的配合处设计有通气缺口。金属尖套比较合理的固定笔芯的接触点可以设计在图4 的C 处,因为C 处在固定住笔芯的同时仍有缺口让空气流通。
从笔芯和笔杆内孔的配合来讨论,笔芯油管外径和笔杆前端内孔要有0.2mm 以上的间隙为佳。由于笔芯的连接件和油管配合处是过盈配合,此处配合后油管的外径会增大0.05mm ~0.08mm 不等,设计时不能忽略这一因素。目前市场上出现较多的、笔杆较细的中性笔,油管外径和笔杆前端内孔的配合间隙在0.1mm 以下,考虑油管和连接件配合后胀大的因素,往往此处配合为过渡配合,造成了通气问题。此处间隙过小,在笔的装配过程中,笔芯插入笔杆的速度较快,笔杆内的空气无法排出,笔杆内空气压力瞬间加大,挤压笔芯,极易造成笔头处漏墨的情况发生。同样笔芯比较快的拔出时,笔杆内部会形成瞬间的负压,造成笔头前端吸入空气,产生书写断线的问题。
另外比较常见的做法是,笔杆在E 处设计有通气缺口,再由螺纹处设计通气槽F 和通气缺口G(往往浇口也在此处),这样可以保证通气良好。如图6所示的笔杆就是这种情形。
从尾塞来看,在不影响外观的情况下,通常会设计通气小孔,保证即使书写时笔套反插也有较好的通气效果,在后面讨论笔套组件反插时会进一步讨论这一问题。但从市场上的各类插套式中性笔出现的质量问题来分析,墨水倒流普遍,此时墨水和硅油就会从尾塞的小孔流出而污染到手和衣物等。
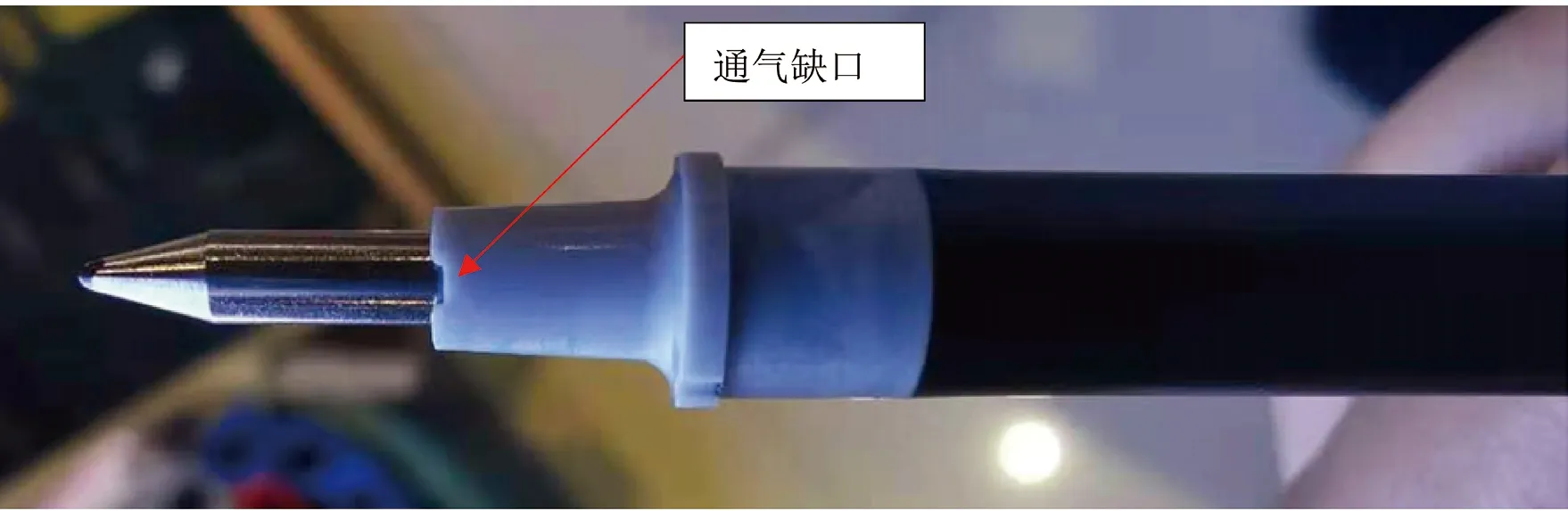
图5 连接件的前端有通气缺口的情形
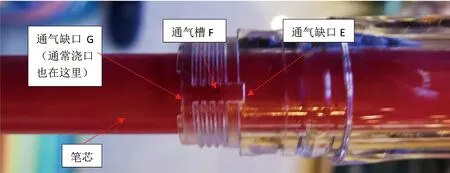
图6 笔杆螺纹处的通气结构
3.笔套组件通气结构分析和设计要点
3.1 笔套组件通气结构分析
中性笔笔套组件一般由笔套、笔夹和密封圈组成,主要承担防护功能。在书写时要将笔套拔下,一般反插在笔杆的尾部;书写完成后,一般提示将笔套套好,起到保护笔头和密封笔头的作用。所以从这些动作来分析,笔套和笔杆组件的配合(笔套一般套在笔杆或笔颈上)是活动的,笔套套入瞬间笔套内空气被压缩,需要即时排出多余的空气;笔套拔出瞬间,笔套内空气需即时补充,为此结构设计时需充分考虑足够的空气通道。
从图7 笔套组件和笔杆组件的配合可以看到,两者的配合为活动扣位的配合。一般是笔杆为扣环,笔套为扣点。在笔套和笔杆相扣时,笔套内空气瞬间被压缩,多余的空气通过笔套内孔与尖套和笔杆之间的间隙,再通过扣环和扣点区域往外排出。这条通道如图7 中的蓝色线所示,笔套与尖套间隙→笔套与笔杆间隙→笔套与扣环间隙往外排出。
3.2 笔套组件通气结构常见问题及设计要点

图7 笔套组件和笔杆组件配合
从笔套组件的设计来分析,其空气通道主要通过笔套和笔杆组件的间隙排出,所以笔套设计时,笔套内孔与尖套、笔杆之间需要有足够的间隙。根据实际试验得出的数据,一般此间隙双面要达到0.2mm 左右比较安全。但此时笔套套入笔杆后,由于间隙较大,会引起笔套的晃动,合理的解决方法是笔套内部加多条筋或多个轴向的小平面来减小配合间隙,从而在保证通气的状况下改善晃动。市场上一些质量较次的中性笔,往往笔套配合后要么晃动较大,要么笔套内孔与扣环处间隙很小,甚至过渡和过盈配合,通气回路设计极其不合理,漏墨和书写断线问题严重。
另外,笔套结构设计时,为了改善笔套配合时的通气状况,往往在笔套或笔夹的顶部设计小孔与笔套内孔相通,或者在不影响外观的条件下,在笔套位于笔夹夹面以下部位设计排气孔。这样,可以在笔套套入笔杆的瞬间,笔套内的空气即时排出,不至于将部分空气挤压进笔头,造成书写断线。

图8 常见一体笔笔套反插
对于笔套组件需要考虑的另一个问题是笔套组件的反插。对于笔杆组件通气孔在尾端的情况,设计时同样要严格校核笔套反插时的通气回路。目前市场上比较流行的一体笔,也就是没有单独的中性笔芯,墨水直接灌注在笔杆内,书写长度比普通的中性笔要长的一类中性笔。对于这一类笔,由于前端无法设置通气孔,在尾塞处都设计有通气孔,但笔套反插时就要特别注意。这类笔杆往往后端直径小,笔杆脱模斜度较大,笔套反插时插入距离较大,有的在笔套内未有可靠的止口设计,使用时一直可以插入直至笔套内的密封圈将尾塞的通气孔堵住(如图8 所示)。笔套反插到底后,极易造成A 处闷气,这要引起设计师、开发人员和检测人员密切关注。
总结
中性笔产品具有完整的出墨系统,通气结构的设计至关重要,直接关系到笔的书写质量,但在实际的设计和制造过程中往往不重视通气结构的确认。为了确保中性笔通气结构的合理性,设计师在设计校核时要将通气回路作为重要的设计审核项目之一。试样阶段,同样要将通气性能作为重要的检验项目之一。整笔可以利用划线书写仪进行正常的书写检验,是否有因为通气不良引起的书写变淡或断线现象;试样的成笔可以进行小范围的试用,收集试用人群的使用习惯,可以最大限度地发现设计中是否存在通气的问题。
文章从中性笔产品的特点出发,阐述了产品通气结构的重要性,并从笔芯、笔杆组件、笔套组件入手,对前定位插套式中性笔的常见通气结构进行分析,对笔芯保护套、连接件、尖套、笔杆、笔套等零件进行了通气结构设计要点阐述,希望能对产品设计人员、制造人员和检测人员提供指导和借鉴。
猜你喜欢
中国制笔(2018年3期)2018-11-14
小天使·二年级语数英综合(2016年11期)2016-12-12
中国制笔(2016年1期)2016-12-01
红领巾·萌芽(2016年4期)2016-11-19
小天使·二年级语数英综合(2016年7期)2016-05-14
小天使·二年级语数英综合(2016年5期)2016-05-13
中国制笔(2015年3期)2015-02-28
中国制笔(2015年3期)2015-02-28
小主人报(2015年4期)2015-02-28
