Ti60 高温钛合金环件组织性能与分析
2021-04-10 10:12:42李幸福姚彦军胡维贤畅继荣陕西宏远航空锻造有限责任公司
锻造与冲压 2021年7期
文/李幸福,姚彦军,胡维贤,畅继荣·陕西宏远航空锻造有限责任公司
Ti60 高温钛合金具有优良的综合机械性能和抗蠕变性能,是我国航空及国防工业急需的新型高温钛合金。由于Ti60 高温钛合金属于难变形材料,其锻造加热温度范围小,变形抗力和微观组织对热力参数敏感,因此在实际生产中锻件组织与性能的稳定性较差。本文对Ti60 高温钛合金在3t 自由锻锤进行改锻试验,研究其改锻成形热处理后的组织性能,并对该合金的锻造热力学参数进行优化。
在前期试制的基础上,为了进一步考核锻造和热处理工艺的稳定性和合理性,在生产Ti60 高温钛合金环件经3t 自由锻改锻,在φ1200mm 扩孔机成形,热处理后进行组织性能检测与分析,并进行验证性试验。
原材料复验
材料情况介绍
Ti60 高温钛合金环件原材料选取中国科学院金属研究所和宝鸡钛业股份有限公司联合研制的规格为φ250mm 的Ti60 高温钛合金棒材。材料牌号:Ti60;炉号:XXX-20082052;来料规格:φ250mm;锻件重量:70kg;原材料技术条件:XXX/YYY5386-2008;相变点:1050℃;探伤:B 级;化学成分见表1。
高低倍检查
⑴低倍组织(图1)正常、无清晰晶粒,合格。
⑵原材料高倍组织(图2)中两相区加工产生的组织、无连续晶界α,合格。

图1 原材料低倍组织

表1 原材料化学成分(wt%)
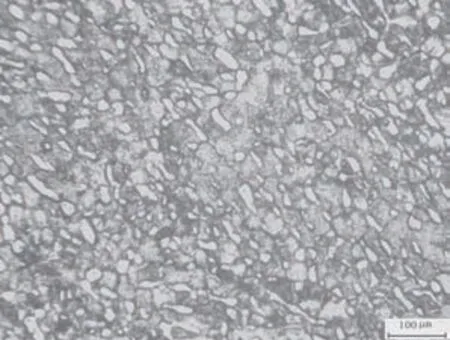
图2 原材料高倍组织(200×)
⑶原材料热稳定性能试验数据见表2。材料状态:退火1025℃,空冷2h ;二次退火650℃,空冷2h。原材料室温拉伸性能合格,高温拉伸性能合格,高温持久性能合格。
锻造主要工艺流程
锻件图如图3 所示,工艺流程为:下料→两端面倒角→改锻→车端面→腐蚀→探伤→锻造(锻荒)→扩孔→热处理→粗加工→腐蚀→探伤→理化→表面清理→打磨→终检→入库。
改锻
⑴锻造设备:3t 自由锻锤。
⑵锻造工步。
第一工步:2镦3拔。温度:Tβ+(20℃~25℃),保温200min,1 火完成;锻造尺寸:φ250mm×320mm 改锻为φ 250mm×250mm,再改锻为φ 200mm×385mm。
第二工步:2 镦2 拔。温度:Tβ-(15℃~20℃),保温160min,1 火完成;锻造尺寸: φ200mm×385mm改锻为φ250mm×250mm。
第三工步:3 镦3 拔。温度:Tβ-(25℃~30℃),保温160min,3 火完成;锻造尺寸:φ 200mm×385mm改锻为φ 250mm×250mm。
第四工步:3 镦3 拔。温度:Tβ-(25℃~30℃),保温160min,3 火完成;锻造尺寸:φ 200mm×385mm改锻为 φ250mm×250mm。
第五工步:拔长。温度:Tβ-(25℃~30℃),保温155min,1 火完成;锻造尺寸:φ 200mm×385mm改锻为φ 250mm×250mm,锻至中间坯φ275mm×220mm。
⑶原材料改锻后的理化检验情况,低倍:模糊晶;高倍:等轴晶,初生α 含量40%~50%。
⑷原材料改锻后棒料探伤结果:①φ0.8mm 杂波满屏;②φ1.2mm 杂波-6 ~-5dB;③φ2.0mm杂波-12dB;④φ3.2mm 杂波-12dB 以下。
锻造(锻荒)
⑴锻造设备:3t 自由锻锤。
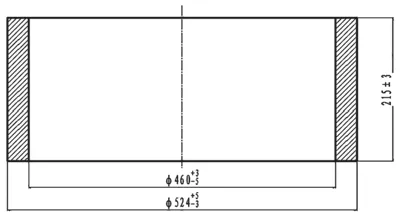
图3 锻件图

表2 原材料热稳定性能试验数据
⑵冲孔尺寸:φ100mm×50mm,1 火完成。
⑶马扩尺寸:φ400mm×φ300mm×218mm,1火完成。
⑷生产温度:Tβ-30℃,保温175min 。
扩孔
⑴扩孔设备:φ1200mm 扩孔机。
⑵扩孔尺寸。第1 火:φ440mm×φ360mm×215mm;第2 火:φ524mm×φ460mm×215mm。
⑶生产温度990℃,保温450min。
热处理
固溶:相变点下,(1025℃~1030℃)×2h,油冷;退火:650℃×2h,随炉冷至280℃~300℃后出炉空冷。
粗加工
粗加工尺寸:φ500mm×φ485mm×200mm,表面粗糙度Ra3.2μm。
探伤
探伤仪器:CTS-2200;探头频率:5MHz;扫描速度:≤50mm/s;扫描间距:≤5mm;定标:φ1.0mm,φ0.8mm;探伤结果:φ1.2mm 平杂波-9~-8dB,φ0.8mm 平杂波-9 ~-6dB。
氢含量H=0.0025(合格范围为≤0.012)。
理化性能检验
理化性能按照锻件图取样图标定位置取样进行理化性能检验,锻件室温力学性能和缺口拉伸性能见表3。
高低倍检验
低倍无清晰晶,未见冶金缺陷,如图4 所示。高
结束语
Ti60 高温钛合金环件采用3t 自由锻锤改锻和制倍组织见及图5 ~图8,表4 为具体检测数据,结果均合格。

图4 低倍组织无清晰晶及冶金缺陷

图5 中心取样点1 的高倍组织
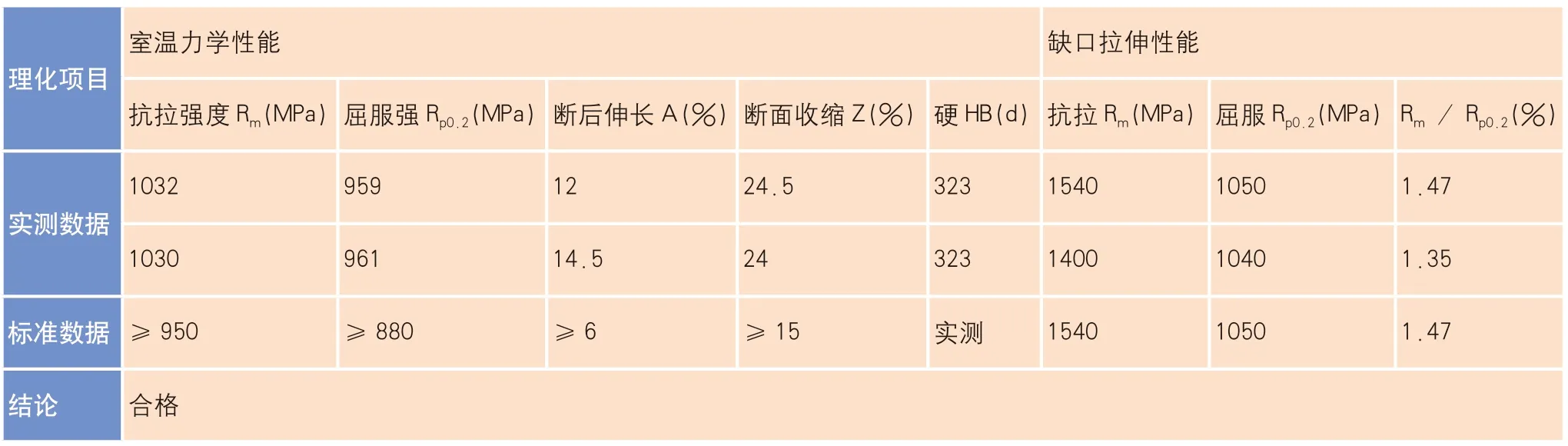
表3 锻件室温力学性能

图6 中心取样点2 的高倍组织

图7 外圆取样点的高倍组织

图8 内圆取样点的高倍组织

表4 锻件高倍检验

表5 锻件高温拉伸性能和热稳定性能
高温拉伸性能和热稳定性能见表5;冲击性能、高温持久和高温蠕变性能见表6。坯,在φ1200mm 扩孔机上成形,并在热处理和粗加工后进行全面理化性能检测,以验证现行热加工工艺的合理性及有效性,为后续生产Ti60 高温钛合金锻件提供实践经验。

表6 锻件冲击性能和高温持久、高温蠕变性能
试制过程及理化性能检验结果显示:
⑴在3t 自由锻锤上进行Ti60 高温钛合金原材料改锻、制坯工艺合理可行。通过自由锻锤制坯、马扩、扩孔等工序的变形后对Ti60 高温钛合金环坯进行探伤,结果φ0.8mm 平底孔杂波为-12 ~-6dB,φ1.2mm 平底孔杂波为-12dB 的水平;改锻效果比较明显,高低倍组织符合技术要求。通过端面低倍检查无异常。
⑵力学性能,室温拉伸、600℃拉伸、缺口拉伸、600℃+100h+试样热稳定性、持久和蠕变性能均得到了较好的试验数据(高低周疲劳未进行检测)。
⑶试制表明轻击快锻及多火次对Ti60 高温钛合金组织影响显著,具体定量研究快速变形对Ti60 合金的影响尚未明确,待其他相关工作进一步深入研究。
通过以上Ti60 高温钛合金环件锻造过程试制:φ500mm×φ485mm×200mm 环件Ti60 高温钛合金锻件满足组织性能要求。试制结果显示:探伤、高低倍组织、力学性能各项目检测均能满足技术条件要求。

猜你喜欢
模具工业(2024年3期)2024-04-07 03:53:10
科学与信息化(2021年30期)2021-12-24 08:00:20
冶金设备(2021年1期)2021-06-09 09:35:10
锻压装备与制造技术(2020年6期)2021-01-25 07:42:06
制造技术与机床(2017年3期)2017-06-23 08:11:25
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
重型机械(2016年3期)2016-04-01 08:03:01
重型机械(2016年1期)2016-03-01 03:42:09
西北工业大学学报(2015年3期)2015-12-14 13:08:44
遥测遥控(2015年2期)2015-04-23 08:15:22