
600 MW 机组高温集箱铸造三通焊缝裂纹分析及处理
2021-03-31 02:58:30陈顺青于长江毛志忠唐海峰
河北电力技术 2021年1期
陈顺青,于长江,毛志忠,唐海峰
(河北国华沧东发电有限责任公司,河北 沧州 061003)
某火电厂1 号锅炉型号SG-2028/17.5-M909,为亚临界参数π型汽包炉,采用控制循环、一次中间再热、单炉膛、四角切圆燃烧方式、燃烧器摆动调节、平衡通风、固态排渣、全钢悬吊结构,半露天布置、运转层下封闭的燃煤锅炉,主蒸汽设计压力17.5 MPa,主蒸汽温度541 ℃,于2006年6月投产。在锅炉压力管道开展定期检验时发现锅炉热箱(大包)内多个过热器高温集箱三通焊缝出现表面环向裂纹。本文对上述裂纹缺陷产生的原因进行分析,并提出合理的焊接及热处理工艺进行修复的方法。
1 高温集箱三通焊缝裂纹缺陷情况
鉴于近期有报导锅炉热箱(大包)内集箱铸造三通焊缝三通侧熔合线出现表面环向裂纹[1],某火电厂对锅炉对应铸造三通部件进行扩大性检验。经过对锅炉热箱内包括省煤器悬吊管出口集箱、低温过热器出口集箱、分隔屏过热器出入口集箱、后屏过热器出入口集箱、末级过热器出入口集箱、屏式再热器出入口集箱、末级再热器出入口集箱在内的总共27个高温集箱铸造三通进行磁粉探伤检验和超声波检验,发现5个铸造三通焊缝出现不同程度的表面环向裂纹,具体位置分布如图1所示,表面裂纹形貌见图2。通过边消除缺陷边进行磁粉探伤检验的形式最终掌握了熔合线裂纹深度及向母材扩展的情况,裂纹具体情况如表1所示。
2 裂纹产生原因分析
由于裂纹位置无法取得断口试样,未开展金相分析和扫描电镜断口分析。本文从宏观应力、材料特性及化学成分等方面对锅炉热箱内高温集箱铸造三通焊缝表面环向裂纹产生的原因展开分析。
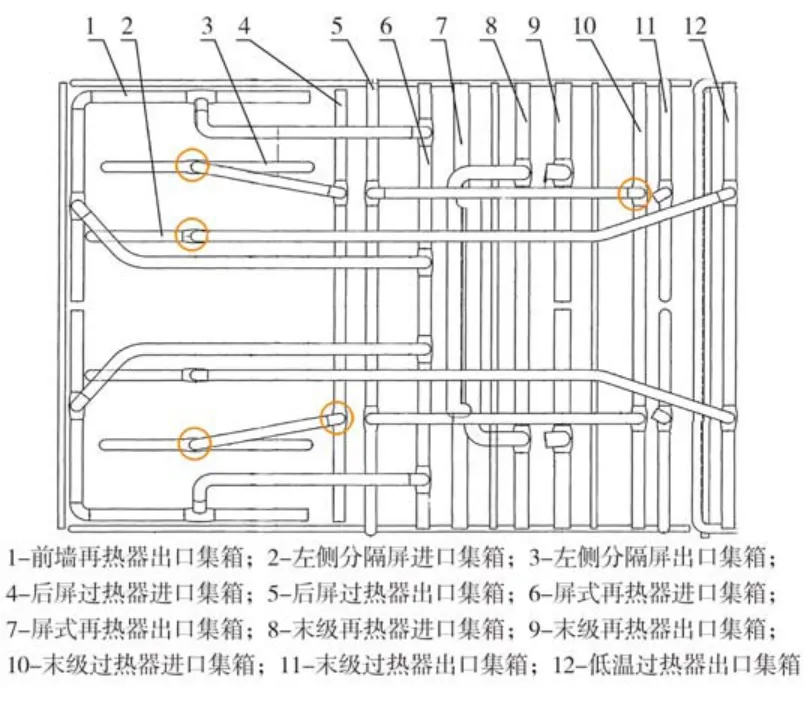
图1 热箱内高温集箱三通裂纹具体位置分布

图2 热箱内高温集箱三通焊缝表面环向裂纹

表1 高温集箱铸造三通裂纹具体情况
2.1 应力分析
某火电厂1号锅炉热箱内高温集箱三通的具体形状如图3所示。三通的结构特殊,焊接热处理加热器布置要求高,不均匀的加热功率造成加热区产生新的热处理残余应力。即焊后进行高温回火热处理不仅不能消除焊接残余应力。而且会形成新的热处理残余应力,在结构中长期存在。这些残余应力和运行中的弯曲应力集中在焊缝上缓慢释放易形成应力释放裂纹。

图3 热箱内高温集箱三通具体形状
a.锅炉热箱内高温集箱三通在整个锅炉管系中的受力和变形比较复杂,在自重、蒸汽压力和持续的外力作用下产生的应力以及热胀冷缩和其他约束因素引起的应力主要作用在高温集箱铸造三通和蒸汽连接管道的交接处。高温集箱铸造三通与蒸汽连接管道焊口之间的过度尺寸较小,蒸汽连接管道与三通的相对位移产生的弯曲应力会传导至该位置接近局部弯曲应力峰值。
b.蒸汽连接管道和高温集箱三通的厚度都较大,焊接时熔池凝固过程中,因受到周围金属凝固产生的拉应力作用[2]而产生的焊接残余应力很难被焊后热处理完全消除。
c.蒸汽连接管道和高温集箱铸造三通存在一定的厚度差,如分隔屏过热器出口集箱三通厚度为75 mm,而且在热处理过程中两端散热,同时还有相连的小径管散热,蒸汽连接管道厚度为65 mm,在热处理过程中为单向散热,与三通散热情况完全不同,使得在焊接预热和后期热处理过程中升温速度不同,产生温差应力。
2.2 材料特性及化学成分分析
12Cr1Mo VG 钢是国内高压、超高压、亚临界电站锅炉广泛采用的钢种[3],该钢具有较高的持久塑性、持久强度和良好的抗氧化性能,同时具有优良的工艺性能。其原始正火组织为铁素体+层片状珠光体[4-5]。其化学成分[3]处于再热裂纹形成敏感成分范围,但正常条件下,再热裂纹不会发生,在晶粒粗化后同时受到高拉应力的作用,再热裂纹有可能发生[6],即12Cr1Mo VG 钢存在一定的再热裂纹倾向,加之锅炉热箱内高温集箱三通大部分工作在541 ℃左右,处在再热裂纹敏感温度区域500~700 ℃内,若再满足上节中所述的存在复杂应力条件,则满足再热裂纹产生的条件。
2.3 宏观分析
裂纹位于熔合线处,与熔合线形态相吻合处在焊接热影响区,这与再热裂纹沿粗晶区开始相吻合,裂纹打磨后消失,说明裂纹是从外壁开始,这与焊缝横向应力分布一致。综上所述,此种高温集箱三通表面环向裂纹属于再热裂纹,由焊缝熔合线处复杂应力释放造成。
3 焊缝处理措施
3.1 消除缺陷
一般裂纹缺陷采用角磨机打磨挖除的方法,如果缺陷在处理过程中扩大就要采用车刀整圈环切消除,需要边消除缺陷边进行检验,确认无缺陷后,再进行焊前准备。对已消除缺陷的部位向两侧开坡口,两侧15 mm 的范围进行除锈垢、油污直到露出金属光泽,坡口宽度能够保证焊条摆动宽度,可有效控制熔合比,防止未焊透缺陷的产生。
3.2 焊前准备
在处理高温集箱铸造三通裂纹缺陷前,用光谱仪再次核实三通、管道的材质,防止在选择焊条材质方面出现问题。确认材质为12Cr1MoVG 钢,选择使用规格为φ3.2的E5515-B2-V(R317)焊条,并用光谱仪核实焊条成分。在使用前需按照要求烘烤焊条,使用时装入专用保温筒内,随用随取。焊机选用逆变直流焊机,热处理设备使用ZWK-180 KW 智能温控仪2台,WRNK-181型铠装热电偶8支(4支温控、4支监测),柔性陶瓷电阻加热器若干(包括履带式和绳式加热器,而且检查加热器无破损)。准备好合适的电源开关及电缆,防止因升温至高温区间时功率过大,电流过载导致电源跳闸影响热处理质量。此外,依据DL/T 616—2006《火力发电厂汽水管道与支吊架维修调整导则》,对所在集箱、管系相应支吊架进行固定及管道加固工作,确保铸造三通处理缺陷前后管系局部和整体的受力合理,吊点载荷承载合理,保证系统稳定性,防止施焊及热处理作业过程中发生变形。
3.3 焊接及热处理
开始焊接及热处理前需要对施焊及热处理作业人员进行资质审核及试验件实操考核,保证作业人员技能水平合格。由于是返修补焊,5个缺陷三通焊缝均未磨透,故只采取手工电弧焊焊接方法,热箱内部属密闭空间,无需考虑防雨、防风等措施。为保证焊接质量,不出现返口问题,严格控制焊接过程,加强质量过程管控,安排专业技术人员24 h监控。根据锅炉热箱内高温集箱铸造三通裂纹具体情况,依据相关技术规程中返修焊件的相关标准制定了焊接及热处理工艺卡,焊接方面重点从层间温度、焊接电流、焊层厚度等参数进行全面监控;预热、焊后热处理方面重点从加热时间、升温速度等参数进行监控。焊前预热和焊后热处理时,除对焊缝加热外还要采取辅助加热方式保证焊缝上下升温及温度的均匀性。焊前预热加热器安装在距坡口边缘20~30 mm 处,加热范围单侧400 mm,保温宽度单侧800 mm。预热过程中除热电偶监控外还要用远红外测温仪测量坡口处温度,切实保证预热温度达到工艺要求。
达到预热温度且温度保持恒定后开始焊接工作,采用SMAW 焊接方法、多层多道焊方式,控制好层间温度,保证采用小线能量焊接。每完成一层进行自检合格后才能进行下一层焊接,并根据焊口的实测温度对预热温度进行随时调整。每层都需要用1.5磅圆头锤,锤击焊道6~8下/cm2,整个焊层表面形成均匀麻点,整个焊接过程要一气呵成。焊接具体工艺参数见表2,焊接及焊后热处理工艺曲线见图4,焊后热处理柔性陶瓷加热器布置示意见图5。
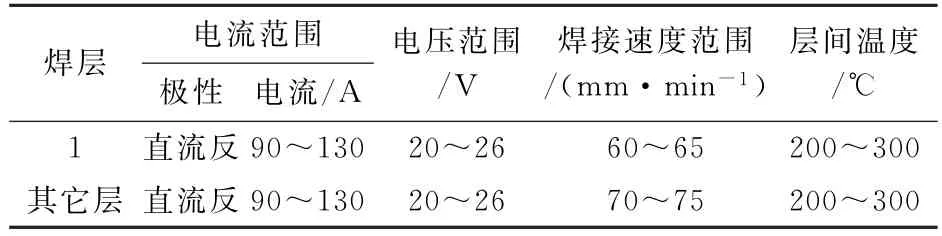
表2 焊接工艺参数

图4 焊接及焊后热处理工艺曲线
3.4 焊后检验及结果
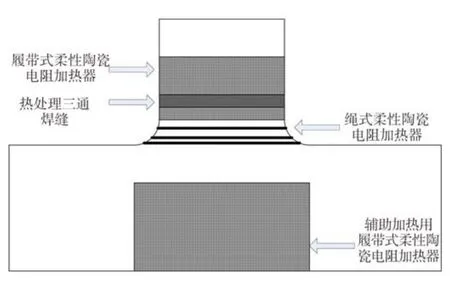
图5 焊后热处理柔性陶瓷加热器布置示意
焊后热处理48 h后对焊缝进行磁粉探伤、超声波探伤检验,检验全部合格。随后对焊缝进行硬度检查,热处理前后具体硬度值见表3,根据DL/T 438—2016《火力发电厂金属技术监督规程》附录C中要求,12Cr1Mo VG 母材硬度值应在135~195HB范围内,DL/T 869—2012《火力发电厂焊接技术规程》中要求同种钢焊接接头热处理后焊缝的硬度,不超过母材布氏硬度值加100(HBW),且不超过下列规定:合金总含量小于或等于3%,布氏硬度值不大于270HBW;合金总含量小于10%,且不小于3%,布氏硬度值不大于300HBW。因此,由表3数据可知,此次热处理后硬度值符合相关规程要求。综合上述检验结果可知,该厂成功修复了高温集箱铸造三通表面环向裂纹缺陷。
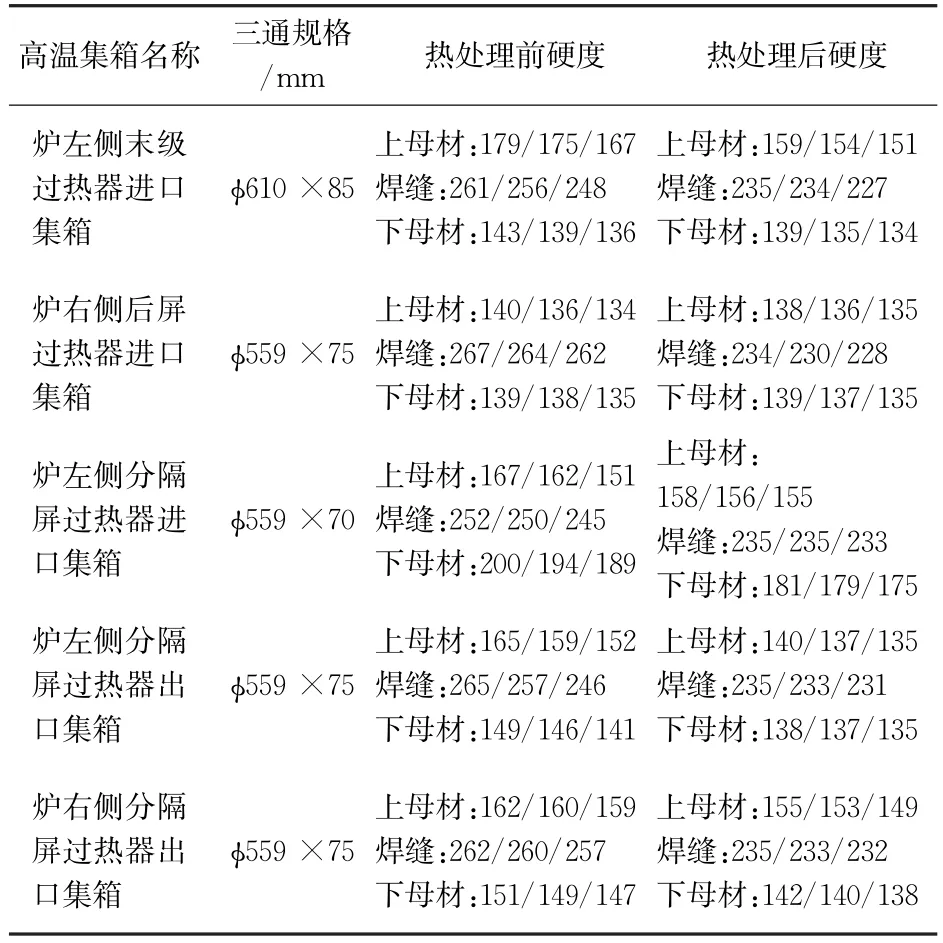
表3 高温集箱三通热处理前后硬度参数对比
4 结论及建议
本文从宏观应力、材料特性及化学成分等方面分析了600 MW 亚临界机组高温集箱三通焊缝裂纹产生的原因,最终确认该裂纹属于再热裂纹,由焊缝熔合线处复杂应力释放造成。随后,通过采取合理的焊接及热处理工艺成功修复了裂纹缺陷。针对整个缺陷分析及处理过程,提出以下建议。
a.对类似高温集箱三通加强金属监督力度。一般此类高温集箱三通焊缝裂纹缺陷处理时间较长,需要结合检修工期,及时开展此类三通的金属监督检验工作,合理安排工期。通过该厂锅炉热箱内高温集箱铸造三通裂纹具体位置分布和现场情况可知:高温过热器集箱是重点监督对象;日常炉外支吊架检查,有变形松动现象的联箱是监督重点;高合金铸造三通是监督重点,其他情况可适当抽检,如有缺陷再进行扩大性检验,将修复过的铸造三通列为定期检验金属监督部件,加强监督检验力度。
b.此类高温集箱铸造三通表面环向裂纹缺陷处理时,如果缺陷深度超过15 mm,超过管道壁厚的10%且长度超过三通周长的1/3圈时,建议采用车刀整圈环切的方式消除缺陷,防止修复后缺陷裂纹末端集中应力释放出现延伸裂纹,影响检修工期或者管材使用寿命。
c.在修复此类三通焊缝裂纹缺陷时需要保证输入小的焊接线能量,以及较高的预热温度;焊后每层都用锤子锤击焊道释放焊接应力;焊后热处理时要采用辅助加热、增加保温厚度和加热宽度,保证热处理效果。
d.修复完成后需要进行磁粉探伤、超声波探伤及硬度检验,检验需要等待焊缝完全冷却至室温后48 h再进行。
猜你喜欢
中国特种设备安全(2021年6期)2021-12-02 03:05:50
中国特种设备安全(2021年2期)2021-07-21 08:48:24
中国特种设备安全(2019年8期)2019-10-14 00:32:32
中国特种设备安全(2019年5期)2019-07-16 08:51:56
中国特种设备安全(2019年5期)2019-07-16 08:51:54
中国特种设备安全(2018年12期)2018-03-15 05:34:54
西夏研究(2017年4期)2017-08-17 08:53:10
新闻传播(2016年4期)2016-07-18 10:59:22
小学教学研究(2016年13期)2016-04-16 05:17:26
焊接(2016年2期)2016-02-27 13:01:17
