
CVC-T400交织弹性面料连续染整工艺研究
2021-03-30 01:02:46李齐红徐长如王晓丹熊若谷
染整技术 2021年3期
李齐红,徐长如,王晓丹,熊若谷
(四川意龙科纺集团有限公司,四川乐山 613100)
弹性纤维织物因弹性佳、不易起皱、穿着舒适,深受人们的喜爱,现已广泛应用于工装、时装、运动装、内衣等,市场需求量越来越大,成为时尚、主流的纺织产品。
T-400 是原杜邦公司推出的一种新型复合聚酯纤维。该纤维由PET 和PTT 两种不同组分的聚酯纤维并列复合纺丝而成,由于这两种不同聚酯纤维的收缩比不同,使其具有永久的立体卷曲弹性。T-400 面料的优点为弹性适度、易护理、耐水洗、抗折皱,可以保持褶裥,具有平滑的外观和柔软的手感,化学稳定性好,可与涤纶兼容,拉伸强力高,染色效果好,优于氨纶面料的染色性[1]。研究T-400 面料的连续染整工艺,可以大大提高产量,减少色差和落色,提高产品的质量。
1 实验
1.1 材料
织物:CVC 60/40 24s×200D(T400)93×57 85",单位面积质量为135 g/m2,二粒格子布。染化料:退浆酶、烧碱、双氧水、精练剂DM-1306、稳定剂DM-1408、螯合剂DM-8108、渗透剂JFC、分散黑SWF、活性藏青SWF-N、活性黑L-ED、活性红3BE、活性黄3RS、防泳移剂、保险粉、防水剂FK-531、增效剂FKL6、防水专用柔软剂、醋酸。
1.2 设备
Y(B)813 型织物沾水性测试仪,Y571B 摩檫色牢度仪,YG033A 落锤式织物撕裂仪,YG(B)026H-250电子织物强力仪,SW-24E 型耐洗色牢度仪,Y902N型汗渍色牢度仪,YG(B)401T 型马丁代尔耐磨仪,红旗MH992-180 型热熔染色机,红旗LMH232-180 型直辊布铗丝光机,红旗LMH005-200 型退煮漂联合机,TYPE5469-CY200X 型定形机。
1.3 测试
断裂强力:参照GB/T 3923.1—2013《纺织品 织物拉伸性能第1 部分:断裂强力和断裂伸长率(条样法)》测试。
撕破强力:参照GB/T 3917.1—2009《纺织品 织物撕破性能第1 部分:冲击摆锤法撕破强力的测定》测试。
耐摩擦色牢度:参照GB/T 3920—2008《纺织品色牢度试验耐摩擦色牢度》测试。
耐皂洗色牢度:参照GB/T 3921—2008《纺织品色牢度试验耐皂洗色牢度》测试。
耐汗渍色牢度:参照GB/T 3922—2013《纺织品色牢度试验耐汗渍色牢度》测试。
织物水洗尺寸变化率:参照GB/T 8629—2017《试验用家庭洗涤和干燥程序》测试。
抗起毛起球性能:参照GB/T 4802.2—2008《纺织品织物起毛起球性能的测定第2 部分:改型马丁代尔法》测试。
弹性拉伸和回复性:参照ASTMD3107—2003《弹性机织物拉伸及弹性回复性测试》测试。
拒水性能:参照AATCC 22—2017《拒水性 喷淋试验》测试。
拒油性能:参照AATCC 118—2013《拒油性测试》测试。
2 大样实验
2.1 前处理
根据3 种纤维的性质,选择4 种前处理工艺:冷堆法[2]、低碱低温碱氧一浴煮漂法、低碱高温一煮一漂法[3]、高温高碱一煮一漂法。
冷堆法工艺流程如下:
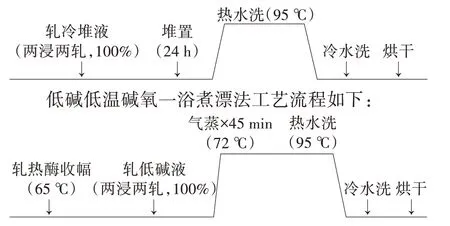
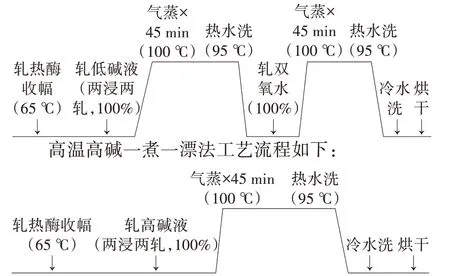
低碱高温一煮一漂法工艺流程如下:
4种前处理工艺配方见表1。
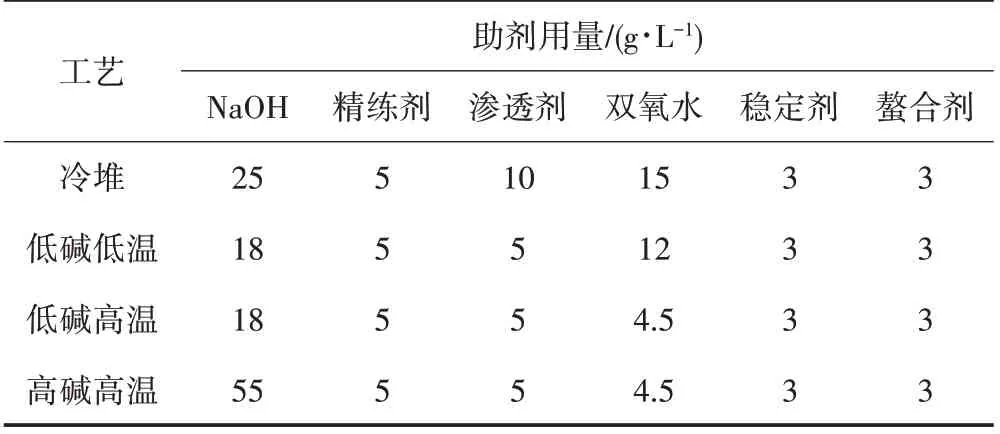
表1 4种前处理工艺配方
由表2 可知,冷堆法处理的织物撕破强力好,门幅收缩较小,弹性回复率较高,但毛效偏低;低碱低温碱氧一浴法处理的织物强力适中,弹性回复率和弹性伸长率较好,毛效高;低碱高温一煮一漂法处理的织物撕破强力偏低;高碱高温一煮一漂法处理的织物对T400 损伤较大,不适用于此品种的生产。结合工厂的实际情况,选择低温低碱工艺试生产。
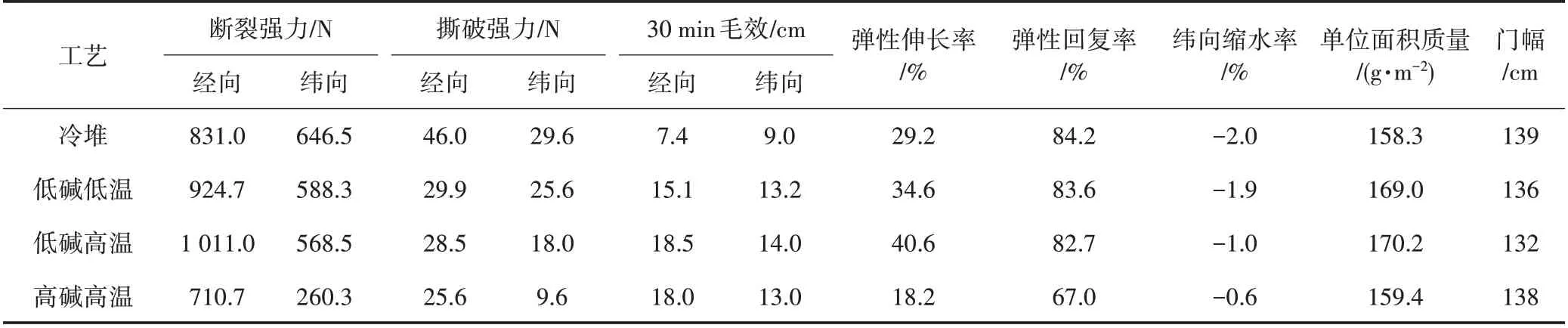
表2 4种前处理工艺煮漂后的织物参数
2.2 烧毛
选择煮漂后烧毛工艺,实验2 个工艺:一正一反和二正二反,车速120 m/min。对烧毛后的织物进行强力测试,结果证明强力都有损伤,一正一反工艺的强力损伤较小,二正二反工艺的强力损伤较大,T400 损伤也大,所以可采取不烧毛或轻烧毛工艺。
2.3 定形
取低温低碱煮漂下机布,分别在160、170、180、190、200、215 ℃进行定形实验,定形时间20 s,扩幅165 cm,定形温度对织物物理指标的影响见表3。由表3 可知,温度越高,定形下机门幅越大,布面颜色越黄,手感越硬,断裂强力损伤不大,但撕破强力有损伤,弹性伸长率变小,但回复率变化不大,说明弹力未损伤,但弹性织物的定形和定形温度及定形时间有很大的关系,要非常准确地控制好弹性织物的定形温度和时间(车速),否则织物将失弹。
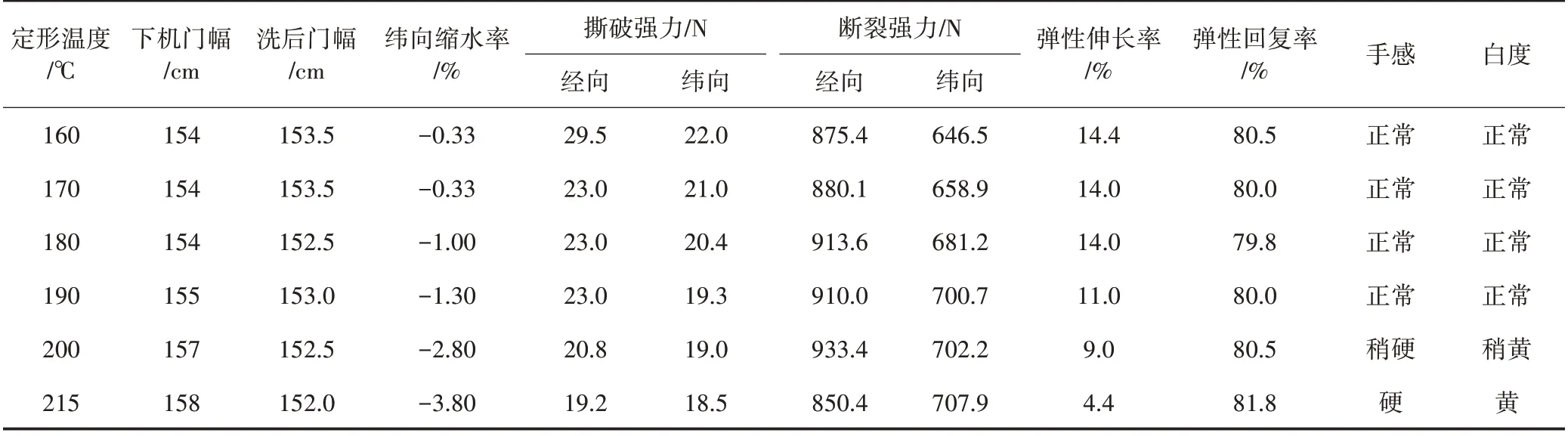
表3 定形温度对织物物理指标的影响
2.4 染色、后整理
丝光NaOH 180~190 g/L,选择190 ℃定形丝光布在染色焙烘机中实验焙烘温度对织物强力的影响,结果见表4。由表4 可知,在170~200 ℃时,染色焙烘温度对织物强力影响不大,对织物的弹性稍有影响,但很小。为了达到好的染色效果,染色焙烘温度选择195~200 ℃。
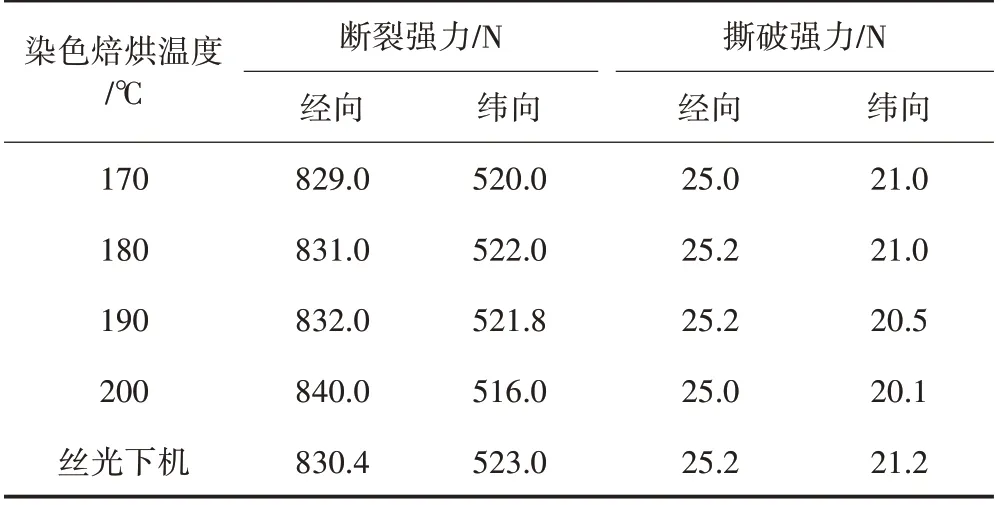
表4 染色焙烘温度对织物强力的影响
丝光半制品用分散/还原一浴法连续染色(深蓝色),焙烘温度200 ℃,各种定形温度下定形织物染色后的门幅见表5。由表5 可知,热熔染色经过高温,门幅收缩较大,定形温度越高染色下机门幅越大。
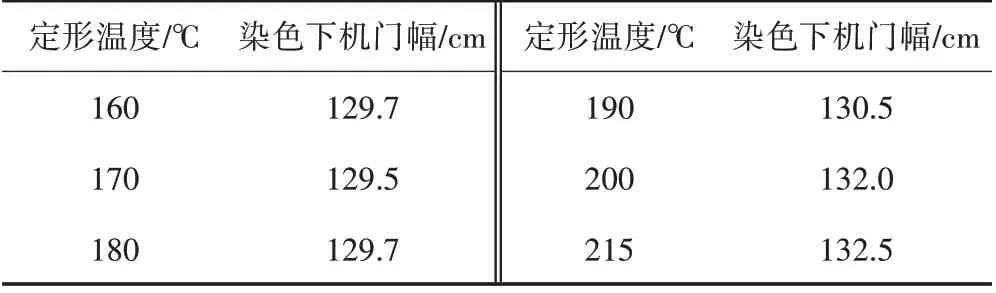
表5 染色后织物门幅
柔软后整理中,拉幅机温度160 ℃,车速60 m/min,拉幅机扩幅162 cm。柔软整理配方:硅油208 20 g/L,柔软剂V18 30 g/L,柠檬酸3 g/L。定形时间20 s,不同定形温度下定形的织物经过丝光、染色、拉幅、成品后的性能见表6。
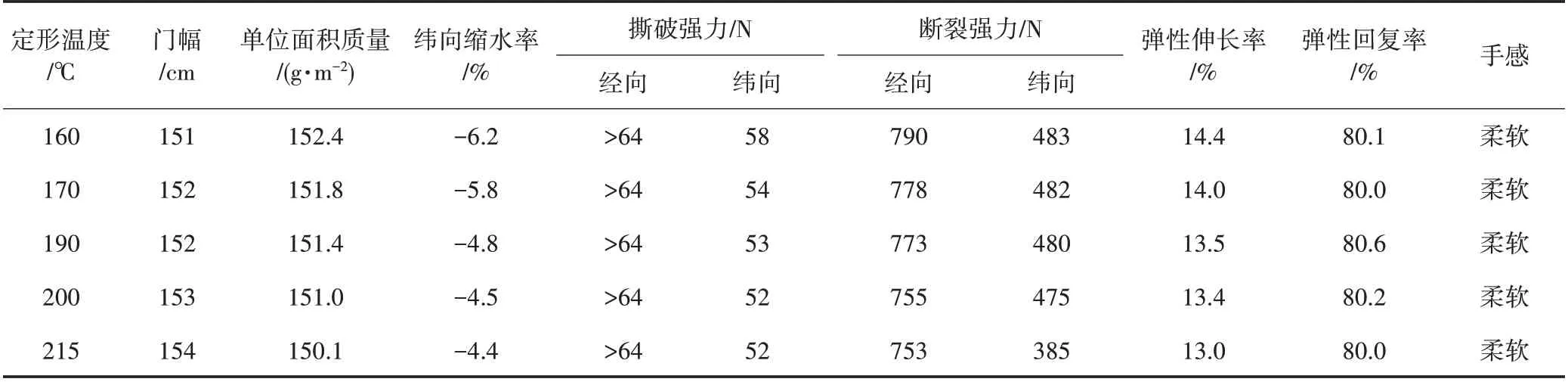
表6 不同定形温度定形的织物成品数据
由表6 可知,定形温度为160~215 ℃时,温度对织物的弹性伸长率、弹性回复率以及手感影响不大,但对织物的纬向缩水率有影响;定形温度在160~170 ℃时,织物的纬向撕破强力损伤为6.8%左右,定形温度在170~215 ℃时,纬向撕破强力损伤变化不大;随着定形温度的上升,经向断裂强力逐渐降低,变化不大,在160~200 ℃时,纬向断裂强力变化也很小,但定形温度为200~215 ℃时,强力损伤19%。从以上大样成品测试数据来看,此面料优选定形温度160~200 ℃,定形时间20 s,染色焙烘温度200 ℃及以下。大样实验给CVC-T400 弹性织物连续生产提供了可靠的生产工艺参数。
3 大生产
3.1 产品要求
坯布为CVC60/40 24s×200D 93×57 85",大化两粒格T400 弹力布。防水:洗前5 级,洗5 次3 级;防油:洗前5 级,洗5 次4 级;单位面积质量160~165 g/m2;pH 4.0~8.5;门幅150 cm;经向断裂强力700 N(±10%),纬向断裂强力大于等于400 N;撕破强力大于等于25 N;经向缩水率小于等于-3%,纬向缩水率小于等于-5%;耐干摩擦色牢度4级,耐湿摩擦色牢度2~3级。
坯布性能测试结果见表7。
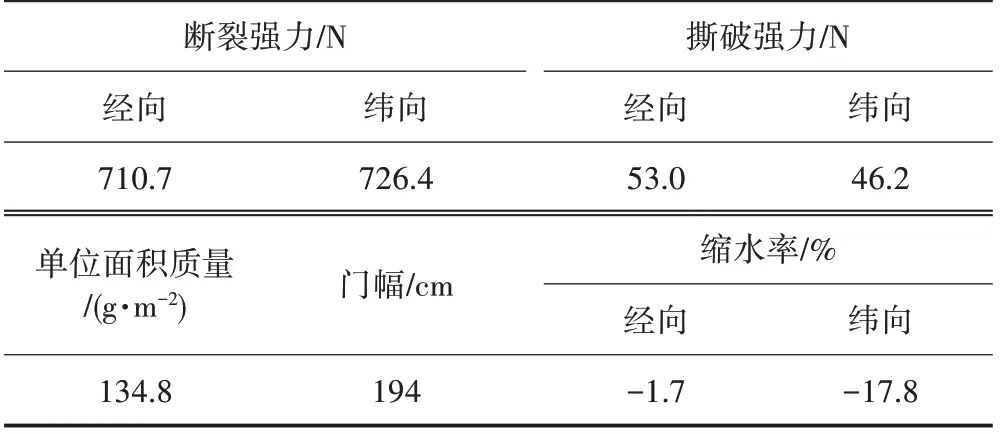
表7 坯布性能测试结果
3.2 生产工艺流程
翻布→缝头→轧酶收幅→练漂→预定形→丝光→染色→拉幅上防水→焙烘→预缩→验布包装。
3.3 前处理
烧毛:因为此布毛羽很少,为保证织物弹性及强力,选择不烧毛工艺。轧酶收幅:宽温退浆酶5 g/L,渗透剂JFC 2 g/L,轧酶温度75 ℃。煮漂:NaOH(20±2)g/L,H2O210 g/L,气蒸72 ℃,堆置时间45 min。定形:温度190 ℃,扩幅165 cm,车速50 m/min,下机门幅154 cm。丝光:NaOH 190 g/L,扩幅165 cm,下机门幅151 cm。染色:分散/还原一浴,焙烘温度200~205 ℃。后整防水:拉幅温度160~170 ℃,扩幅170 cm,防水焙烘165 ℃。后整拉幅:160~170 ℃,扩幅165 cm。
注意事项:煮漂必须用低碱,烧碱用量不能超过30 g/L,定形时要控制好定形温度和定形时间,防止织物强力损伤过大和失弹。
3.4 染色
分散/活性二浴法染深藏青色工艺:浸轧分散染料(轧余率55%)→预烘→烘干→焙烘(200 ℃,100 s)→浸轧还原清洗液(轧余率100%)→气蒸(102 ℃,90 s)→热水洗→皂洗→水洗→烘干→浸轧活性染料(轧余率55%)→预烘→烘干→浸轧固色液(轧余率100%)→气蒸(102 ℃,90 s)→热水洗→皂洗→水洗→烘干。
染色配方(藏青色):分散黑SWF 18.9 g,活性黑L-ED 12 g,藏青SWF-N 20.8 g/L,红3BE 4.15 g,黄3RS 3.6 g/L,烧碱25 g,保险粉25 g/L,纯碱30 g,元明粉150 g/L。
3.5 防水
拉幅机上防水:防水剂FK-531S 100 g,增效剂FK-L6 30 g,防水专用柔软剂15 g,HAc 2 g/L,拉幅机温度170 ℃,扩幅170 cm,下机门幅160 cm。
3.6 焙烘
165 ℃,车速25 m/min(2 min),焙烘下机门幅148 cm。
3.7 拉幅
后整理拉幅机超喂拉幅温度160 ℃,拉幅下机门幅150~151 cm。
3.8 成品
成品测试指标见表8。
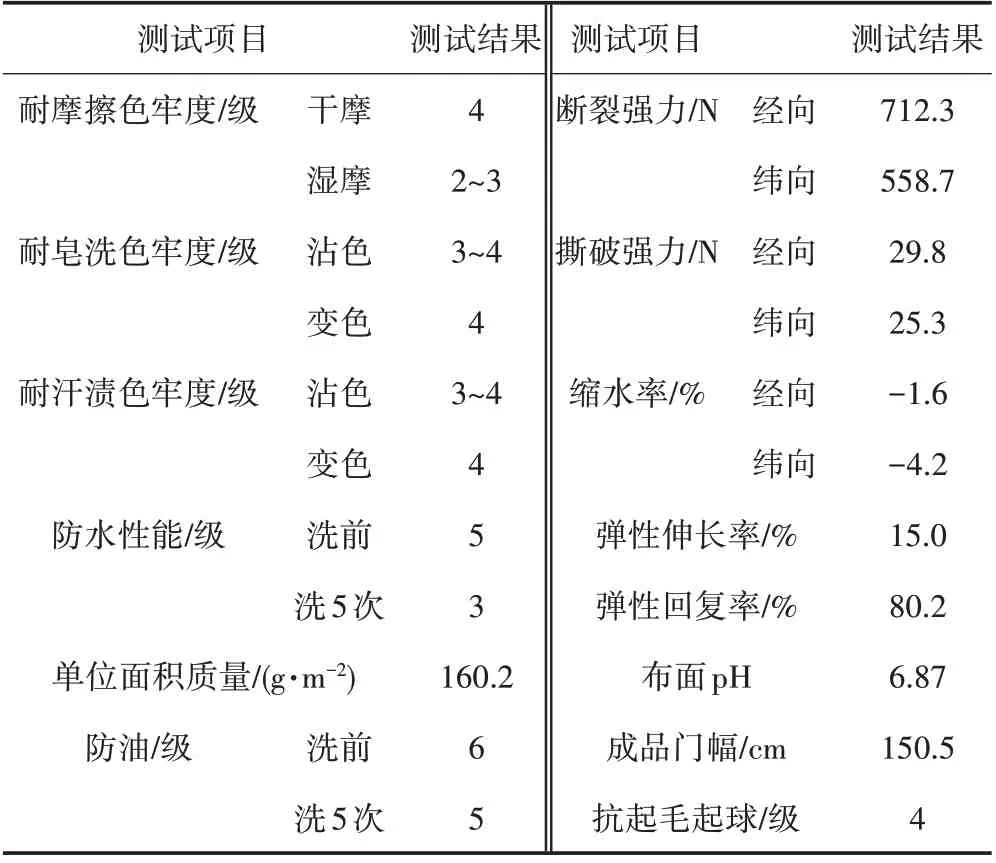
表8 成品测试结果
4 结论
(1)烧毛对CVC-T400 交织物中T400 的强力和弹性影响大,如确实需要烧毛,对工艺要严格控制,并需要做专项实验。
(2)练漂工艺不建议用高碱高温;定形温度可选择涤纶的定形温度来进行,对T400 的弹力和强力基本没有影响;染色可用高、中、低温型分散染料进行。
(3)成品物理指标单位面积质量、门幅、缩水率是否稳定最终由坯布上机参数决定,选用总结出的染整工艺对其影响甚微。
(4)从整个染整工艺的关键点来看,结合染厂的生产条件,对T400 性能产生不可逆影响的工序是烧毛和高温高碱。高温低碱练漂工艺的可行性为溢流染色提供了支持,部分大货也采用了溢流练漂-染色工艺,大货强力/弹力都保持很好。
(5)通过对CVC-T400 交织弹性面料试样和大生产实践,工厂可根据客户对单位面积质量、门幅、缩水率等的要求来订做,缩水率可以控制在1%以内。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:38
初中生学习指导·中考版(2022年1期)2022-02-09 11:46:09
四川劳动保障(2021年9期)2022-01-18 05:11:30
纺织科学研究(2021年7期)2021-12-02 02:56:27
纺织科技进展(2021年5期)2021-07-22 08:41:38
今日农业(2019年15期)2019-09-03 01:08:34
小哥白尼(军事科学)(2018年2期)2018-05-25 03:12:52
中国洗涤用品工业(2015年8期)2015-02-28 19:02:53
兴趣英语(2013年6期)2013-08-29 07:45:26
儿童故事画报(2013年5期)2013-04-29 00:44:03
