
涂料数码印花应用工艺研究
2021-03-30 01:02黄标转邓东海
染整技术 2021年3期
覃 建,黄标转,邓东海
(广东德美精细化工集团股份有限公司,广东佛山 528305)
近年来,新兴的数码印花工艺顺应了节能减排、绿色环保的发展趋势,发展迅速。涂料数码印花工艺简单、耐光色牢度高,没有污水排放,适用于所有面料,未来发展会很快,市场空间庞大,必将在数码印花领域中占有越来越高的比例[1];然而,其鲜艳度低,印花耐摩擦色牢度和手感效果不佳,一直是制约该技术发展的主要障碍。为了能有效改善上述问题,一般在数码印花之前对织物进行前处理,前处理方式主要有等离子体处理,采用增稠剂和阳离子试剂对织物进行湿态加工处理等,均对得色深度、鲜艳度和轮廓清晰度有一定的提高,但对耐摩擦色牢度提高不明显。
本实验采用广东德美精细化工集团股份有限公司开发的涂料数码印花前处理液DM-8815 对棉织物进行前处理,再通过数码印花后处理液DM-8814B 进行后整理,进一步提高印花织物的得色效果、耐摩擦色牢度和手感等性能。
1 实验
1.1 材料
织物:40s棉针织平纹增白布(广州生业纺织品有限公司)。试剂:涂料墨水黄色、涂料墨水品红、涂料墨水青色、涂料墨水黑色(深圳市墨库图文技术有限公司),涂料数码印花前处理液DM-8815、数码印花后处理液DM-8814B(广东德美精细化工集团股份有限公司)。
1.2 仪器
数码喷墨打印机HJ-8495(广州印可来数码科技有限公司),Color Quest XE 测色仪(美国Hunter Lab公司),Q-sun xenon text chamber 氙弧灯测试箱(美国Q-Lab 公司),Rapid 染色小轧机(厦门瑞比精密机械有限公司),pH 计(Mettler Toledo),Y571N 型耐摩擦色牢度仪(南通宏大实验仪器有限公司)。
1.3 实验方法
前处理工艺:DM-8815 X,自来水Y,总和100%。工艺流程:前处理→烘干→喷印→烘干→焙烘。
后处理工艺:DM-8814B X,自来水Y,总和100%。工艺流程:后处理→湿定形。
1.4 测试
表观得色量(K/S 值):分别用黄色、品红、青色和黑色4 个单色打印10 cm×10 cm 方块,喷墨量180%,烘干、焙烘。采用测色仪在D65光源下测定印花织物正面的K/S值。
高温黄变:印花烘干、焙烘后,采用测色仪在D65光源下测定棉织物未印花部位的白度。
洗水沾色:印花烘干、焙烘后,将印花织物放入洗水机在温水中洗涤100 min 后取出,采用测色仪在D65光源下测定棉织物未印花部位的白度。
手感:用手触摸的方法评定手感效果,由5 人评定并打分,最后进行综合排序,分数越高手感越好。
耐摩擦色牢度:按GB/T 3920—2008《纺织品 色牢度试验耐摩擦色牢度》测试。
2 结果与讨论
2.1 前处理工艺优化
2.1.1 DM-8815 用量
对纯棉织物进行前处理,改变前处理液DM-8815 用量,搅拌均匀后,一浸一轧,烘干,喷墨印花,焙烘,对比青色、黄色、红色和黑色的K/S 值及K/S 值之和,结果如表1 所示。由表1 可以看出,当DM-8815用量小于5.0%时,随着用量的增加,K/S 值逐渐提高;当DM-8815 用量达到5.0%后,随着用量的增加,4 色的K/S 值总和趋于稳定。当DM-8815 用量较低时,前处理溶液中的阳离子化合物不断吸附到棉织物表面,使织物表面具有一定的正电荷,并通过离子键的作用将涂料颗粒更多地吸附到织物表面,减少了其渗透到纤维内部的量,织物喷墨印花的K/S 值随之增大;当前处理溶液的用量达到5%时,吸附到棉织物表面的DM-8815 临近饱和状态,K/S 值不再增加,所以选择DM-8815用量为5.0%。
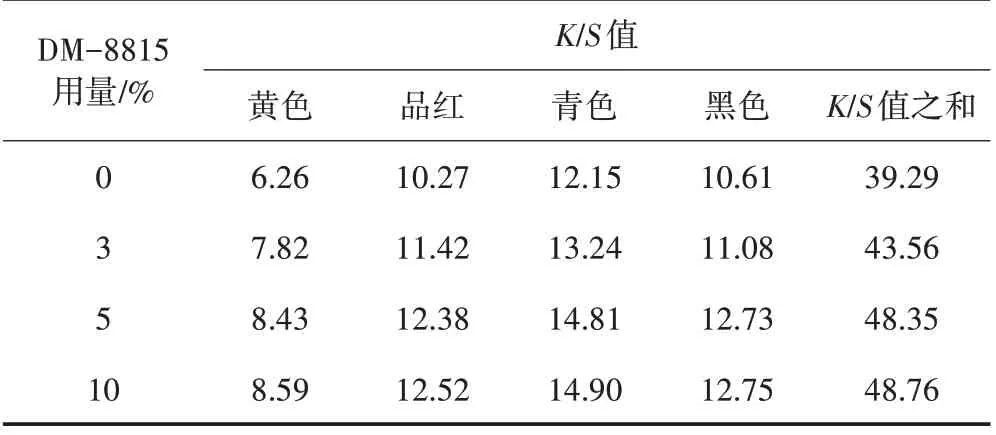
表1 DM-8815用量对表观得色量的影响
2.1.2 焙烘温度
对纯棉针织增白布进行前处理,其中DM-8815 5.0%,一浸一轧,烘干,喷墨印花,焙烘(改变焙烘温度,焙烘时间120 s),焙烘温度与青色、黄色、红色和黑色的K/S 值及K/S 值之和,耐摩擦色牢度和白底黄变效果的关系如表2、表3所示。
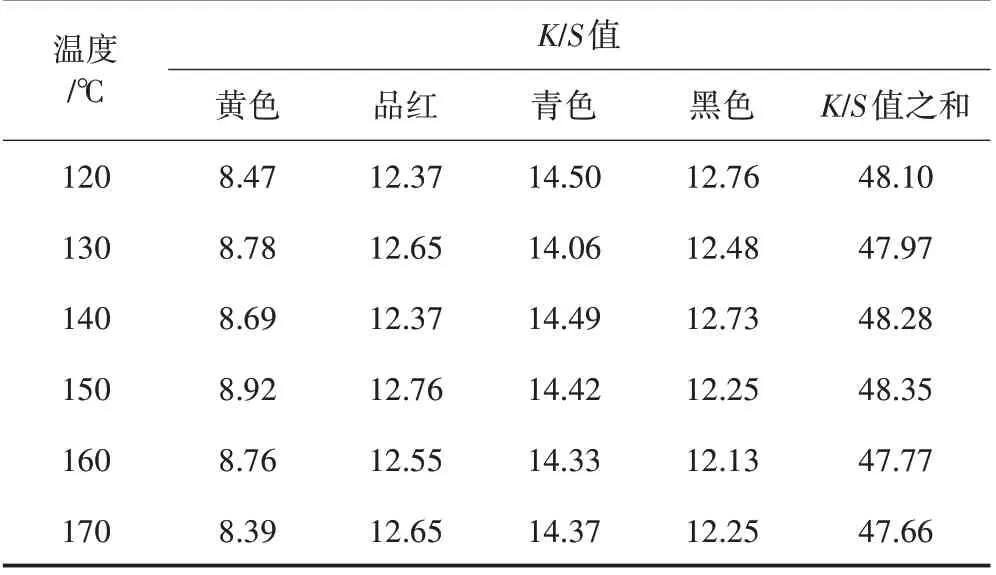
表2 焙烘温度对表观得色量的影响

表3 焙烘温度对耐摩擦色牢度和白度的影响
由表1、表2 可以看出,焙烘温度达到160 ℃后,织物白度大幅度下降,导致K/S 值降低;而当焙烘温度达到150 ℃以后,织物表层黏膜牢度已达到最佳水平,耐摩擦色牢度不再提升。综合考虑K/S 值、耐摩擦色牢度和底布白度,焙烘温度选择150 ℃。
2.1.3 焙烘时间
对纯棉针织增白布进行前处理,其中DM-8815 5.0%,一浸一轧,烘干,喷墨印花(焙烘温度150 ℃,改变焙烘时间),焙烘时间与青色、黄色、红色和黑色的K/S 值及K/S 值之和,耐摩擦色牢度和白底黄变效果的关系如表3、表4所示。
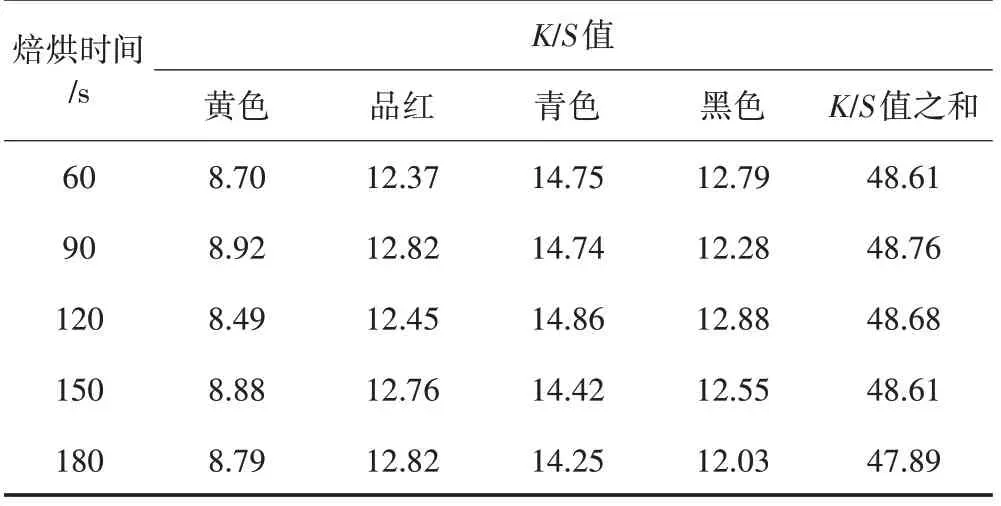
表4 焙烘时间对表观得色量的影响

表5 焙烘时间对耐摩擦色牢度和白度的影响
由表3、表4可以看出,焙烘时间对印花织物的得色效果几乎没有影响,但对耐摩擦色牢度影响较大,当焙烘时间延长到120 s后,耐摩擦色牢度明显提升,但时间继续延长,耐摩擦色牢度已基本不再提升,且底布白度稍下降。综合K/S 值、耐摩擦色牢度和黄变来看,焙烘时间选择120 s。
综上所述,涂料数码印花前处理最佳工艺为:DM-8815 5.0%,焙烘温度150 ℃,焙烘时间120 s。
2.2 DM-8814B 用量
DM-8815 用量5%,焙烘温度150 ℃,焙烘时间120 s,按此工艺进行喷墨印花,印花织物的手感及耐摩擦色牢度一般,现通过后处理工艺来改善织物的表现得色量、手感及耐摩擦色牢度等性能,固色柔软整理配方:DM-8814B 0~80 g/L,一浸一轧,轧余率为75%,160 ℃湿定形、2 min,结果见表6、表7。由表6、表7可以看出,当DM-8814B 用量为0~50 g/L 时,表现得色量、耐摩擦色牢度及手感均随用量的增加而逐步提升,当用量继续增加超过50 g/L 后,性能提升效果极其微弱。DM-8814B 最佳用量为50 g/L。
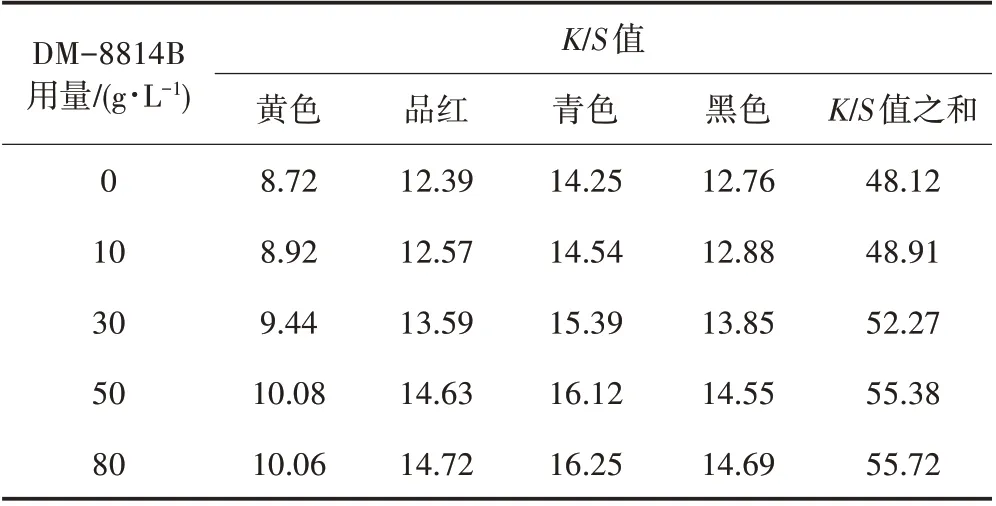
表6 DM-8814B 用量对表观得色量的影响

表7 DM-8814B 用量对耐摩擦色牢度和手感的影响
3 结论
(1)涂料数码前处理液DM-8815 应用于棉织物数码印花,前处理最佳工艺为:DM-8815 5.0%,一浸一轧,烘干,喷墨印花,烘干,150 ℃焙烘2 min。
(2)前处理后的印花织物经后处理液DM-8814B 50 g/L 整理后,能有效赋予印花织物鲜亮的得色效果及较柔软的手感,耐干、湿摩擦色牢度均能达到3 级以上。
猜你喜欢
佛山陶瓷(2022年7期)2022-08-04
汽车实用技术(2022年11期)2022-06-20
科教新报(2021年27期)2021-08-26
纺织高校基础科学学报(2021年2期)2021-07-13
保健与生活(2021年1期)2021-02-04
幼儿智力世界(2020年2期)2020-10-26
佛山陶瓷(2020年4期)2020-05-15
散文诗世界(2019年10期)2019-09-10
印刷技术·数字印艺(2015年12期)2016-02-18
中国纤检(2015年13期)2015-11-16
