
煤矿井下管道自动除锈工艺的研究及应用
2021-03-29 01:40李志红马宏业梅瑞
装备维修技术 2021年20期
李志红 马宏业 梅瑞

摘 要:对煤矿井下使用的管道除锈提出了一种新工艺处理方法,实现了对管道外、内壁同时进行除锈,除锈过程全自动,形成了流水线作业,除锈质量、速度双提升,人员投入、成本双下降。现场验证效果显著,解决以往采用人工上料、砂轮打磨除锈体力劳动强度大,效率低,除锈质量差,防锈处理达不到重新喷漆预期效果,抗腐蚀能力差,处理过程中灰尘及噪音大,对环境造成很大污染和危害人员健康问题。新工艺除锈处理方法已经推广应用,达到管道内、外壁锈斑清除的目的。
关键词:新工艺 管道除锈 全自动 流水线
中文分类号:TD76 文献标识码:A 文章编号:
引言
随着综采、综掘机械化在煤矿的大规模应用,大批高产高效矿井逐渐形成,该类矿井采掘速度快、巷道延伸长,则供水、压风、排水、注浆、注氮管路系统敷设频繁且距离较长,需使用大量管路。按照煤矿质量标准化要求,管路必须除锈经过喷漆防腐处理方可使用。
目前管道除锈靠人工使用钢丝刷或用角磨机操作,效率低,且除锈质量差,防锈处理达不到预期效果,抗腐蚀能力差。因管路在井下潮湿污染的环境下使用,管道外壁、内壁腐蚀十分严重,造成管壁厚度减少,耐压指标下降,对生产和安全构成隐患。故井下拆卸下来的管道需升井除锈防腐后再使用。
目前煤矿管道除锈普遍采用砂轮打磨进行处理,此方法存在如下问题:
1、管道除锈采用砂轮打磨进行处理中安全隐患非常大,打磨过程中的锈块很容易把人打伤,另外,处理后使管道壁厚减小,达不到井下安全使用标准,存在安全隐患;
2、每次除锈投入人员多,上料需要人工搬运,体力劳动强度大,费工、费时,效率低,并且处理过程中灰尘大,对环境造成很大污染和危害操作人员身体健康。
因此,采用先进自动化除锈装置代替人工除锈就显得极为必要和迫切。
经过多年迅速发展起来高压水射流技术应用在各行业运用已体现出独特的优越性。随着大型化、智能化以及专用化的高压水射流设备的迅速发展,该技术也渗透众多应用领域。高压水射流以水为工作介质,通过增压设备和特定形状的喷嘴产生高速射流束,具有极高的能级密度,合理的用于除锈清洗作业中。所谓高压水射流,将自来水由高压泵进行加压,以某种适合的压力通过特殊设计的喷嘴,并以极高的速度喷出的高能量、高集中的水流,来进行管道的内壁、外壁除锈以及其它污物。
高压水射流自动装置除锈主要优点:成本低、效率高、质量好、速度快、无环境污染、安全性好。
1、管道自动除锈上下料流水线的主要组成及工作原理
根据管道除锈的工艺要求,确定了流水线的总体方案。该流水线主要由机械结构、液压系统、电气控制系统、高压泵站系统4部分组成。
1.1、机械结构
机构结构由上料架、管道输送机构、水射流喷嘴固定行走框架、工作台、下料架部分组成,见图1 。
1.1.1、上下料架
上料架由置料架、液压支柱、导向板组成。当置料架上放上管道时,液压支柱支起置料架形成一定角度,管道利用自重滚到锯齿形输送板块上,导向板自动对管道进行校整调平。除锈完的管道由工作台上移到下料架,液压支柱支起置料架形成一定角度,管道利用自重移动到地面上。
1.1.2、管道输送机构
输送机构由两块锯齿形输送板块组成,其中一块是固定的,另一块由液压支柱控制可以上下移动,两块锯齿形输送板块有一定错位,利用锯齿错位可以把管道向前输送到工作台上。
1.1.3、水射流喷嘴固定行走框架
行走框架上安装移动轨道、步进电机、水射流喷嘴,水射流喷嘴在步进电机控制下可以左右移动,喷嘴喷出由高压泵站产生的高压水射流,除去管道表面上锈斑。
1.1.4、工作台
工作台由两个主动轮两个从动轮组成,管道放置在上面,主动轮由电机控制旋转,带动管道旋转。
1.2、液压系统
液压系统为液压支柱提供驱动力,使各运动部分按照程序控制的要求进行动作。主要包括液压缸、电机、油泵、电磁换向阀、溢流阀、液控单向阀、压力表及各种压力调节阀。在液压系统中安装液压单向阀其目的是当油管破裂时液压系统失压情况下,使油缸处于保压状态以保证液压系统的安全。
1.3、电气控制系统
电气控制系统由可编程控制器、控制程序、变频器、行程开关、按钮组成。PLC控制稳定可靠,维修方便,能在各种现场的恶劣环境中工作,并可根据工艺要求随时更改动作流程。由变频器控制高压泵站机,可实现高压泵站输出水射流的流量平穩并可无级调整水射流的大小。
1.4、高压泵站系统
由电机、精密过滤器、前置增压泵、柱塞泵、换热器、气动高压阀组成。电机驱动增压泵,实现电能与高压水能的转换,通过变频器来控制电机的转速从而控制泵的流量,通过气动控制阀门来实现高压水射流的控制。
1.5、电气控制系统
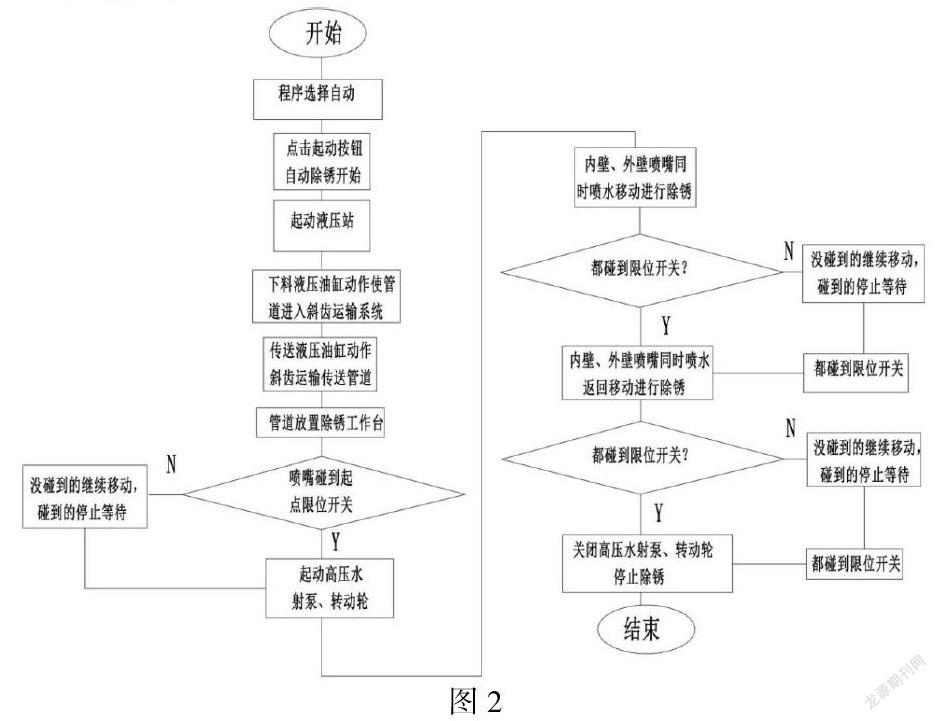
自动控制系统对管道自动上、下料机构、管道输送机构、高压泵站、工作台及每个横向行走机构独立控制,确保其运行状态互不影响。自动除锈装置的除锈起止位置、横纵向移动时间和距离均为可调,采用行程开关控制。自动控制系统以PLC为核心,通过控制程序、继电器的配合使用,完成自动除锈过程。
控制程序见2。
2、主要技术参数
2.1、超高压泵站参数
2.2.1、供电电压(V):AC :380V(允许电压波动±10%);
2.2.2、泵压力:2000bar;
2.2.3、作业压力:1800bar;
2.2.4、流量:30L/min;
2.2.5、驱动功率:90KW;
2.2.6、柱塞数量:3;
2.2、液压站
2.2.1、供电电压(V):AC :380V(允许电压波动±10%);
2.2.2、泵压力:250bar;
2.2.3、流量:16L/min;
2.2.4、驱动功率:4KW;
2.2.5、油泵结构:齿轮式;
3.3、控制柜
3.3.1、供电电压(V):AC :380V(允许电压波动±10%)
3.3.2、主电机启动方式:软启动
3.3.3、主控PLC系统:Siemens
3.3.4、辅助中间控制:CHNT
3、结束语
煤矿井下管道自动除锈装置除锈与传统的机械式除锈相比,可产生如下效果:基于高压水射流
3.1、无污染:高压水射流以清洁的自来水作为介质,对环境没有任何污染,并且喷射出的射流雾化后还能降低除锈作业区的粉尘浓度,不需除锈后处理,属环保型除锈方法。基于高压水射流
3.2、不腐蚀:水射流中没有任何酸碱药剂、清洁剂,既不腐蚀管道,又不会损伤被除锈对象的基体。
3.3、质量好:除锈装置的除锈质量可达 Sa50级,其表面粗糙度可达理想的状态,有利于提高漆膜附漆膜附着力。涂层未于
3.4、除锈效率高:任何尺寸大小不一、形状的管道,只要选择了正确的水射流参数,即压力、流量功率及喷头选择合适,就能高速、有效的除锈。基于高压水3.5、除锈成本低:高压水射流使用自来水为介质,同时又选择了高强度、高耐磨性的喷咀、喷头作喷射枪具,其磨损程度非常微小,综合成本低、效率高的双重效果。高压水射流除锈属细射流喷射,除锈时只用水、电,所用喷咀直径小,每小时只消耗水1~3,属于节水环保型技术。基于高压水称枷辟酝签
3.6、应用范围广:能方便地完成常规除锈方法难以完成的除锈作业,能除锈形状和结构复杂的部件。此种除锈方法对设备、管道的大小、材质、形状及垢物种类均无特殊要求,因此应用范围极其广泛。
参考文献
[1]王孝红;韩丹.组态软件上位机监控系统设计与开发.信息技术与信息化,2005:78-80
[2]庞振基,黄其圣.精密机械设计[M].北京:机械工业出版社,2000.7
[3]谢锡纯,李晓豁.矿山机械与设备[M].徐州:中國矿业大学出版社.2000.5
[4]侯玫,张传俊.现代工业中几种先进除锈方法的对比研究.机械研究与应用,2007,20(4):19—20.
[5]王信,张博蓉,刘建国,等.管道外防腐涂层补1:3新技术.石油工程建设,2003,29(5):35—36.
[6]胡伟,闫清文.封闭式喷砂系统在施工现场中的应用.全面腐蚀防护,2008,22(2):40—41;48.
[7]牛继磊,徐依吉,李根生.石油油管防腐预处理新工艺.腐蚀与防护,2003(2):35—38.
[8]姚冠新,施国洪.钢管壁面喷砂除锈作业线的设计.农业机械学报,2000,31(5):114~116.
[9]王鸿儒.基于PLC的钢管矫直机工业自动控制系统.山西冶金,2011(4):28—29;66.
[10]彭远强.基于PLC的机械吊臂模糊控制系统.柳州职业技术学院学报,2011,11(4):62—65.
作者简介:
李志红,1975年08月生,男,安徽怀宁人,硕士研究生,研究领域为煤矿掘进。已发表论文7篇。
马宏业,1983年12月生,男,河南周口人,硕士研究生,研究领域为煤矿掘进。已发表论文5篇。
梅瑞,1977年10月生,男,安徽淮南人,高级技师,研究领域为煤矿机电。已发表论文2篇。
猜你喜欢
河南科技(2022年9期)2022-05-31
锦州医科大学报(2022年2期)2022-05-07
科学与财富(2021年34期)2021-05-10
当代工人(2020年4期)2020-05-11
儿童故事画报(2019年8期)2019-08-14
故事大王(2019年4期)2019-05-14
永善文学(2017年1期)2017-07-18
中国信息技术教育(2017年11期)2017-07-01
现代园艺(2016年17期)2016-10-17
小火炬·阅读作文(2014年6期)2015-04-07
