
提高带头在橡胶套筒上定位精度的方法
2021-03-28 04:30:20赵宝华
科学技术创新 2021年6期
赵宝华
(宝钢工程技术集团有限公司,上海201900)
1 概述
带头印是卷取时带头与内圈带钢挤压形成的,由于在带头位置带钢厚度突然由0 变到带钢实际厚度,因此会在此处形成一个凸起,加上带钢的张力卷取,这个凸起会在后面接下来的几圈上“复印”,形成周期性的,贯穿整个带钢宽度的缺陷。有的带头印缺陷可能只有几米,有的可能有一百多米,严重影响产品的质量和成材率。为了尽量减少这些缺陷的影响,卷取机普遍采用带有软带的橡胶套筒,软带深度约为3~4mm,宽度约为20mm,卷取时让带头刚好压在软带位置,通过软带位置的弹性变形减小带头凸起程度,从而减少带头印影响长度,提高产品成材率。
2 带头的定位方法和影响因素分析
由于连续生产的机组带钢是不停止的,当出口飞剪剪切完带钢之后,带钢头部以穿带速度匀速向卷取机方向运动,此时卷取机卷筒处于停止状态,带头到达某一位置后,卷取机卷筒带着橡胶套筒开始启动,当带头到达卷筒时,要求卷取机卷筒上橡胶套筒软带也刚好到达,并且与带头速度相同,因此要想在运动过程中把带头准确压到软带位置必须满足两个条件。a.带头作直线运动到达目标位置时,橡胶套筒上的软带也必须同时到达,橡胶套筒上的软带宽度约为20mm,因此带头定位误差要求在±10mm 以内。b.橡胶套筒到达目标位置时外圆面上的切向线速度必须与带头的线速度相同。
由以上两个条件可以看出影响带头定位因素主要是卷取机卷筒和带头的位置精度和速度精度。
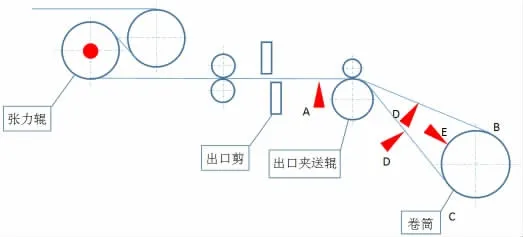
图1 出口设备布置图
某钢厂的热镀锌机组出口段布置如图1,原设计出口剪剪切后,带头穿带到光电开关A位置后标记为零位,带头穿过零位以后通过张力辊上的编码器记录的长度来确定带头的具体位置。由于是自由穿带,所以不同规格(或相同规格不同材质)带钢在穿带过程中从A点到B点在转向夹送辊位置弯曲程度不一样,所以带头到达卷取机卷筒上B点(上卷取方式)实际长度和编码器理论计算长度值不同,加上传动设备等的误差,所以会造成带头不能压到橡胶套筒的软带区域,造成带头定位失败。
由实际测量发现该机组带钢的位置定位精度一般为±30mm,带钢的速度控制精度可以达到±0.25mm/s。由此可见该机组的位置定位精度不能满足带头定位到橡胶套筒软带区域的要求。对不同规格、不同材质带钢带头在橡胶套筒软带区域的定位进行跟踪记录,然后根据统计结果在控制系统里进行补偿,可以将带头在橡胶套筒软带位置定位精度提高到±15mm,但是仍然不能满足±10mm 的要求,造成带头定位失败,减短带钢带头印长度的目标无法实现。
3 改进方法
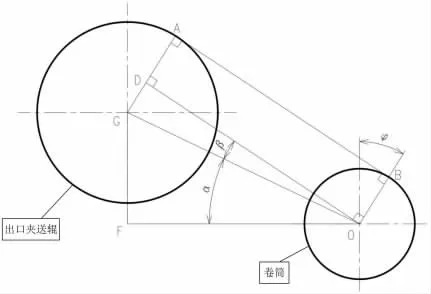
图2 上卷取时带钢与水平线夹角
上卷取带钢与卷筒的切点位置B如图2 所示,AB为上卷取时带钢位置,线段DO平行于线段AB,由图可知φ 为OB与竖直线的夹角,并且可得以下公式:
由机组布置图可知GF=1830mm,OF=3300mm,GA=500mm,OB=305mm。通过计算可得到φ=31.97°。
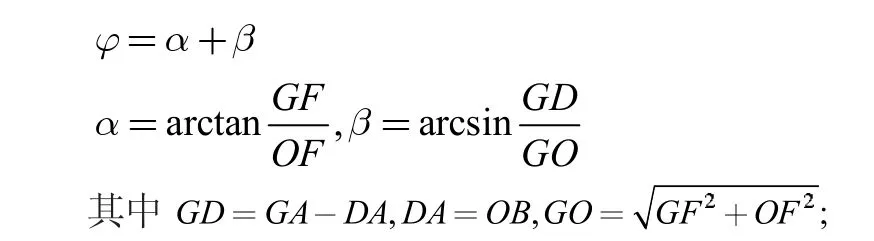
下卷取时带钢与卷筒的切点位置C如图3 所示,AC为下卷取时带钢位置,直线DO 平行于直线AC,则下卷取时OC 与水平线之间的夹角为η,并且可得以下公式:
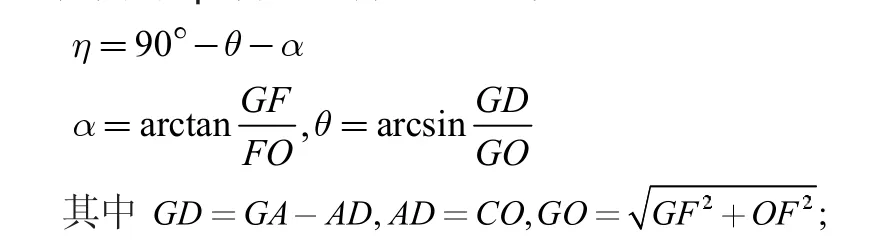
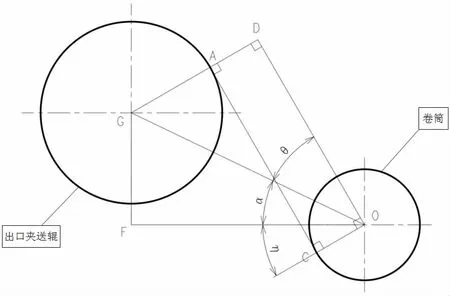
图3 下卷取时带钢与水平线夹角
由机组布置图可知GF=1830mm,OF=3300mm,GA=500mm,OC=305mm。通过计算可得η=48.67°。
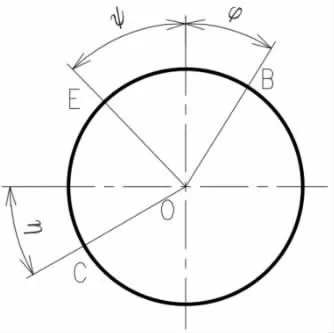
图4 E 点位置
E 点位置如图4 所示,则由图可知OE 与竖直线的夹角为ψ,并且可得如下公式:
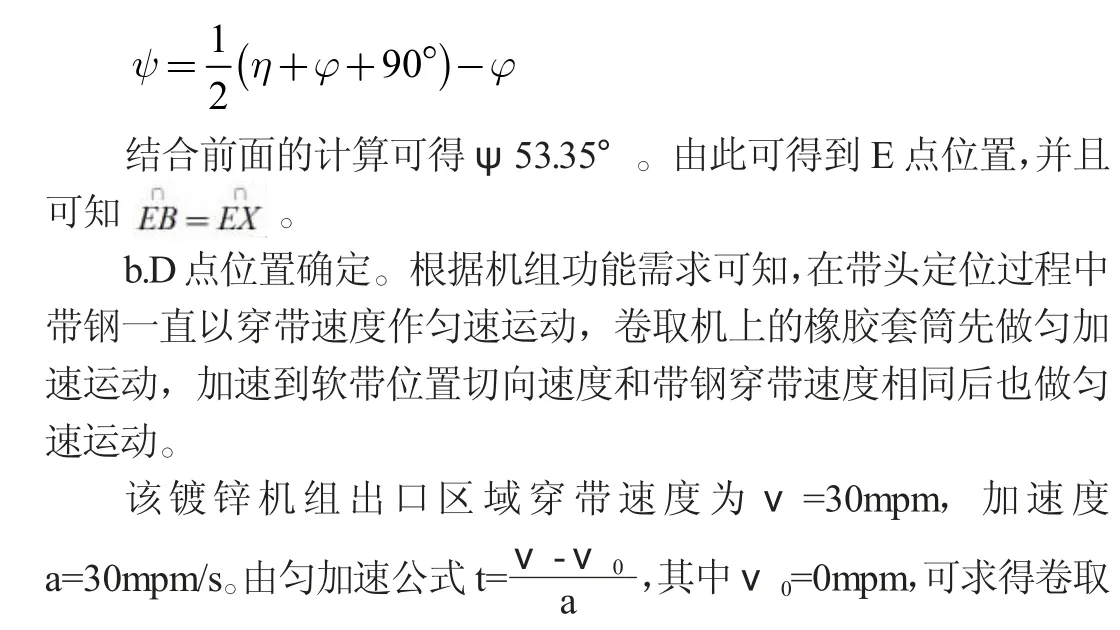

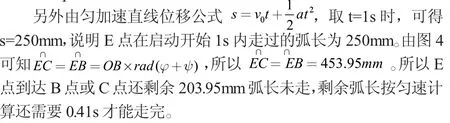

图5 速度时间曲线
根据以上计算可得卷取机橡胶套筒上软带位置切向速度与时间的曲线如图5 所示,从图5 上可以看出ED段为卷取机卷筒上橡胶套筒的匀加速阶段,DB段为达到带钢穿带速度后的匀速运动阶段,曲线EDB与坐标轴围起区域的面积即为橡胶套筒上软带从E点开始以匀加速度启动,然后匀速运动到达B点走过的弧长s。
由带头定位的条件,结合图5 可知,带头检测开关设置在曲线上D点最合适,因为D点以后带头和橡胶套筒上软带位置的线速度相同,而且到达同一点花费的时间也相同。图5 中阴影线区域的面积即为带头通过图1 中D点后走过的距离s,它与橡胶套筒软带位置切向速度达到带钢穿带速度后走过的弧长相同,即为203.95mm。当带头走到D点后,检测橡胶套筒上软带从启动到此时走过的弧长,与理论上启动1S后走过的弧长相对比,然后在到达B点前这个区间进行补偿,从而减小定位误差。
由此可见图1 中D点带头检测光电开关应该设置在距离B点203.95mm的位置。
按照上面的原理定位带头时,除了动态定位过程中位置控制要准确,软带启动时的位置也直接影响着最终定位的精度,因此卷取机在卸完卷后,卷取机卷筒应该低速转动,实现精确停车定位。
通过以上的分析、计算结合实际运行情况,得到以下改进方法:a.把带头检测光电开关设置在距离B点203.95mm的位置。b.橡胶套筒软带启动位置设置在与竖直线53.35°的位置,为了提高橡胶套筒的停车定位精度从正反向两个设置各设置一个接近开关。c.卷筒低速转动精确定位软带停止位置。d.结合实际情况通过电气系统对误差进行补偿。
4 结论
通过以上简单的改进,完全能够满足带头在橡胶套筒软带位置±10mm 的定位要求,可以有效减少带头印的长度,提高产品质量和成品率,实现低成本投入、高收益回报的目的。
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
中学生数理化·七年级数学人教版(2020年12期)2021-01-18 06:57:42
语数外学习·高中版上旬(2020年8期)2020-09-10 07:22:44
重型机械(2020年2期)2020-07-24 08:16:20
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:38
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
广西电力(2016年5期)2016-07-10 09:16:44
广东第二课堂·小学(2015年11期)2015-11-30 21:57:32
有色金属加工(2014年1期)2014-09-19 10:29:06
