空气弹簧皮囊的硫化装备及工艺
2021-03-28 21:21赵宇余胜东赵昌祥
河南科技 2021年32期
赵宇 余胜东 赵昌祥
摘 要:针对空气弹簧皮囊在硫化处理过程中容易发生受热不均、皮囊层厚度尺度不可控、帘线分布不一致以及皮囊内部产生气泡等问题,提出了一种空气弹簧皮囊的硫化装备及工艺,主要包括空气弹簧皮囊的硫化模具及硫化工艺,可对空气弹簧皮囊依次进行蒸汽硫化、氮气硫化和保压硫化。硫化过程中,空气弹簧皮囊受热更均匀,进而使硫化后的空气弹簧皮囊具备更好的材料一致性,帘线分布更匀称,避免产生气泡。
关键词:空气弹簧皮囊;硫化处理;蒸汽硫化;氮气硫化
中图分类号:U463.334.2 文献标识码:A 文章编号:1003-5168(2021)32-0054-03
Vulcanization Equipment and Technology of Air Spring Leather Bag
ZHAO Yu YU Shengdong ZHAO Changxiang
(Zhejiang Gold Intelligent Suspension Co., Ltd., Wenzhou Zhejiang 325000)
Abstract: Aiming at the defects that air spring leather bag is prone to uneven heating, uncontrollable thickness scale of leather bag layer, inconsistent cord distribution and bubbles in the leather bag during vulcanization treatment, a vulcanization equipment and process of air spring leather bag are proposed in this paper. It mainly includes the vulcanization mold and vulcanization process of the air spring leather bag. The air spring leather bag can be steam vulcanized, nitrogen vulcanized and pressure maintaining vulcanized in turn. During the vulcanization process, the air spring leather bag is heated more evenly, which can make the vulcanized air spring leather bag have better material consistency, uniform cord distribution and completely avoid bubbles.
Keywords: air spring leather bag;vulcanization treatment;steam vulcanization;nitrogen vulcanization
空气悬架通过调节空气弹簧的气体压力,降低系统刚度,获得良好的减振特性,以及提高车辆的舒适性和平顺性[1]。空气弹簧皮囊是空气悬架的重要储能元件和执行元件。汽车电控系统通过电磁阀对空气弹簧皮囊的压力和体积进行控制,实现空气弹簧的伸长量和刚度系数的调节,从而使其智能地适应不同路况和不同车速[2]。
1 空气弹簧皮囊的传统制造工艺及存在的问题
目前,空气弹簧皮囊普遍采用硬芯硫化或内囊方法硫化加工。这些硫化方法生产的空气弹簧皮囊胶体存在受热不均、皮囊层厚度不一致、帘线分布和伸展不匀皮囊的胶体局部容易产生气泡等问题,进而造成空气彈簧皮囊产品易老化、使用寿命短、易漏气等技术问题[3]。此外,现有硫化模具的结构设计不合理,常常导致空气弹簧皮囊产品不易出模,并且模具污染快,不易清理,给实际生产带来了不便[4-6]。
2 解决方案
针对上述工程问题,提出一种空气弹簧皮囊的硫化模具及硫化工艺,硫化模具结构合理,可对空气弹簧皮囊依次进行蒸汽硫化、氮气硫化和保压硫化。硫化过程中,空气弹簧皮囊受热更均匀,进而能使硫化后的空气弹簧皮囊具备更好的厚薄均匀度和产品性能,从而更好地满足实际需求。因此,需要完成硫化模具、氮气高压硫化处理装置、胶囊固定机构和硫化烟气的排气通道的结构设计。
2.1 空气弹簧皮囊的硫化模具总体结构设计
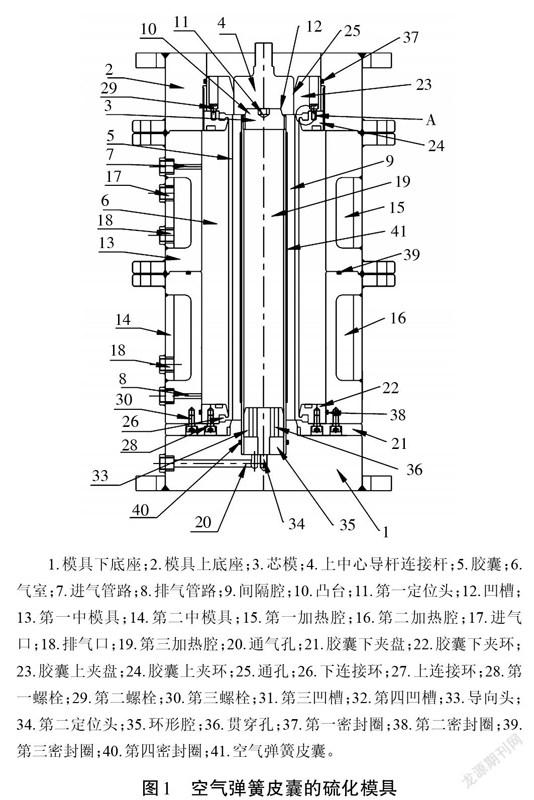
空气弹簧皮囊的硫化模具结构如图1所示,包括模具下底座、中模具、模具上底座、芯模、上中心导杆连接杆、胶囊和胶囊固定组件。模具上底座和中模具可拆卸固定连接且能一起上下运动,模具上底座的中部设有能上下运动的上中心导杆连接杆;芯模的下端安装在模具下底座上,芯模的上端固定于上中心导杆连接杆;硫化模具上设有加热芯模和中模具的加热结构;胶囊固定组件固定在模具上底座和中模具上,胶囊固定组件上固定有胶囊;胶囊与中模具之间形成气室,中模具上设有连通气室的进气管路和排气管路;胶囊能罩在芯模的外侧,胶囊与芯模之间形成间隔腔,间隔腔的顶部设有排气孔,空气弹簧皮囊套设在芯模上且位于间隔腔内。
2.2 氮气高压硫化处理装置
硫化过程中会产生烟气,上中心导杆连接杆向上运动能及时排出间隔腔内的烟气,通过中模具上的进气管路能先后向气室内通入高温蒸汽和高压氮气。胶囊固定组件能方便地固定胶囊,并使胶囊罩在芯模的外侧。高温蒸汽通入气室后,胶囊受热膨胀并贴合到空气弹簧皮囊上,能对空气弹簧皮囊进行蒸汽硫化处理;胶囊受热膨胀并贴合到空气弹簧皮囊上时,间隔腔被压缩,间隔腔内的气体能从排气孔排出,芯模和中模具均能被加热并达到一定的温度。芯模被加热后能对空气弹簧皮囊的内壁进行加热,中模具被加热后能对气室进行保温。蒸汽硫化处理结束后开始向气室内通入高压氮气,能使气室内形成高温高压的环境,由此对空气弹簧皮囊进行氮气硫化处理。氮气硫化处理结束后再对空气弹簧皮囊进行保压硫化处理,中模具上设置排气管路,方便对气室进行排空或抽真空。
2.3 胶囊固定机构设计
为了能更好地固定胶囊,胶囊固定组件包括有胶囊下夹盘、胶囊下夹环、胶囊上夹盘和胶囊上夹环。胶囊下夹盘通过螺纹连接固定在第二中模具的底部,胶囊上夹环通过螺纹连接固定在模具上底座的中部;胶囊下夹盘和胶囊下夹环螺纹连接,胶囊上夹盘和胶囊上夹环螺纹连接;胶囊上夹盘的中部设有与上中心导杆连接杆适配的通孔,上中心导杆连接杆与胶囊上夹盘之间形成有排气孔;胶囊的下端具有向外突出的下连接环,胶囊的上端具有向外突出的上连接环;胶囊下夹盘和胶囊下夹环之间形成有与下连接环适配的下固定槽,胶囊上夹盘和胶囊上夹环之间形成有与上连接环适配的上固定槽。
2.4 硫化烟气的排气通道结构设计
胶囊下夹盘和胶囊下夹环通过第一螺栓固定到一起,胶囊上夹盘和胶囊上夹环通过第二螺栓固定到一起,胶囊下夹盘通过第三螺栓固定到中模具上。胶囊上夹环的外侧设有外螺纹,模具上底座设有内螺纹,这样胶囊上夹环就能通过螺纹连接固定到模具上底座上。上中心导杆连接杆向下运动后,上中心导杆连接杆的下端能卡入胶囊上夹盘中部的通孔内,上中心导杆连接杆底部的第一定位头刚好卡入第一定位孔内,形成的排气孔方便排出间隔腔内的气体,能使胶囊更好地贴合到空气弹簧皮囊上。胶囊下端的下连接环能被夹在胶囊下夹盘和胶囊下夹环之间形成的下固定槽内,胶囊上端的上连接环能被夹在胶囊上夹盘和胶囊上夹环之间形成的上固定槽内。上中心导杆连接杆堵住通孔后能便于形成间隔腔,上中心导杆连接杆向上运动后就离开通孔,进而能更及时地排出间隔腔内的硫化烟气。
3 空气弹簧皮囊的硫化工艺
为了更好地实现空气弹簧皮囊的硫化,所采用的工艺步骤如下。
第一,将空气弹簧皮囊套到芯模上,对气室进行抽真空并合模;空气弹簧皮囊套到芯模上后,通过上中心油缸带动上中心导杆连接杆下移到设定位置,然后打开真空阀门通过排气管路对气室进行抽真空,再通过锁模油缸带动模具上底座和中模具一起下移到设定位置实现合模。胶囊跟随模具上底座和中模具一起下移后能罩在芯模和空气弹簧皮囊的外侧。
第二,通过进气管路向气室内通入高温蒸汽,并开始对芯模和中模具进行加热。进入气室的高温蒸汽使胶囊受热膨胀后贴合到空气弹簧皮囊上进行蒸汽硫化处理。
第三,停止通入高温蒸汽,然后通过进气管路向气室内通入高压氮气,进入气室的高压氮气与高温蒸汽混合后使胶囊对空气弹簧皮囊进行氮气硫化处理。关闭气室蒸汽阀门后就停止通入高温蒸汽,然后打开高压氮气阀门,通过进气管路向气室内通入高压氮气。进入气室的高压氮气与高温蒸汽混合后能形成高温高压环境,作用于胶囊后能对空气弹簧皮囊进行氮气硫化处理。
第四,停止通入高压氮气,然后对空气弹簧皮囊进行保压硫化处理。关闭高压氮氣阀门后,停止通入高压氮气,接着开始对空气弹簧皮囊进行保压硫化处理。保压硫化处理的时间可根据工艺要求进行设置。
第五,保压硫化处理结束后停止对芯模和中模具进行加热,然后对气室进行排空,排空结束后对气室进行抽真空。关闭中模蒸汽阀门后停止向第一加热腔、第二加热腔和第三加热腔内通入高温蒸汽,然后打开排空阀对气室进行排空,接着再次打开真空阀门通过排气管路对气室进行抽真空,直至气室内压达到安全值。开模后,取出空气弹簧皮囊。
4 效果
传统的硫化工艺中,产品的帘线居中偏差为0.3~0.5 cm,帘线均匀性偏差为10 cm±10根,厚薄均匀性公差为±1 mm,疲劳寿命200~300万次。根据优化的硫化工艺,产品的帘线居中偏差控制在0.1~0.2 cm,帘线均匀性偏差为10 cm±2根,厚薄均匀性公差为±0.4 mm,疲劳寿命600~800万次。可见,各项性能得到了显著提升。
5 结语
设置能被加热的芯模和中模具,并在空气弹簧皮囊外侧设置胶囊,且胶囊与中模具之间形成能先后通入高温蒸汽和高压氮气的气室,由此对空气弹簧皮囊依次进行蒸汽硫化、氮气硫化和保压硫化。硫化过程中,空气弹簧皮囊受热更均匀,硫化后的空气弹簧皮囊具备更好的厚薄均匀度和更好的产品性能,从而能够更好地满足实际需求。
采用高温蒸汽对芯模、第一中模具和第二中模具分别进行加热,能方便地将芯模、第一中模具和第二中模具加热到一定温度。高温蒸汽能通过进气口通入第一加热腔和第二加热腔,使得高温蒸汽能对第一中模具和第二中模具进行加热;高温蒸汽能通过通气孔通入第三加热腔,使得高温蒸汽能对芯模进行加热。
胶囊固定组件包括有胶囊下夹盘、胶囊下夹环、胶囊上夹盘和胶囊上夹环,胶囊下端的下连接环能被夹在胶囊下夹盘和胶囊下夹环之间形成的下固定槽内,胶囊上端的上连接环能被夹在胶囊上夹盘和胶囊上夹环之间形成的上固定槽内,使得胶囊固定组件能很好地固定胶囊。
参考文献:
[1]邬明宇,李雪冰,尹航,等.空气弹簧动刚度模型关键非线性参数辨识及动态特性研究[J/OL].机械工程学报:1-9(2021-11-03)[2021-11-13].http://kns.cnki.net/kcms/detail/11.2187.H.20211102.1605.034.html.
[2]马英照,严天一,赵燕乐.新型电控空气悬架系统集成控制策略研究[J].汽车工程,2021(9):1394-1401.
[3]柴宇君.汽车空气弹簧力学特性研究[D].杭州:杭州电子科技大学,2020:50-68.
[4]陈万成,赵宇,张海,等.一种空气弹簧皮囊的硫化模具及硫化工艺:202011185365.8[P].2021-02-26.
[5]张晨昊,李欢,任鹏杰.普通硫化体系和平衡硫化体系对不同硫化温度下天然橡胶性能的影响[J].轮胎工业,2021(11):688-692.
[6]李萌芳,于海涛,周鹏程,等.多功能橡胶硫化活性剂对子午胎胎面性能的影响[J].重型汽车,2021(5):13-14.