驱动电动机用密封深沟球轴承设计分析
2021-03-25 10:00赵圣卿郭向东苏柏万
汽车工艺师 2021年3期
赵圣卿,郭向东苏柏万
1.洛阳轴研科技股份有限公司 河南洛阳 471039
2.“高端轴承摩擦学技术与应用”国家地方联合工程实验室 河南洛阳 471003
3.河南省高性能轴承技术重点实验室 河南洛阳 471039
4.滚动轴承产业技术创新战略联盟 河南洛阳 471039
近年来,新能源汽车作为节能环保的新产品,成为汽车产业未来发展的方向。新能源汽车的快速发展为驱动电动机行业的发展提供了很好机遇,驱动电动机轴承作为其核心部件之一,发展前景广阔[1]。随着新能源汽车行业的迅猛发展,对驱动电动机配套轴承的需求和消耗也将大增。
为支撑国内蓬勃发展的新能源汽车产业,实现驱动电动机轴承的国产化配套,开展驱动电动机轴承的设计开发及相关技术研究十分必要。本文针对某驱动电动机用密封深沟球轴承的工况条件和使用要求,对其设计关键技术进行系统化地分析。
工况条件
新能源汽车驱动电动机(水冷)一般采用双面密封深沟球轴承来支承电动机转子轴(见图1)。该轴承结构如图2所示,由内圈、外圈、密封圈、保持架和钢球构成。电动机工作过程中,轴承主要承受转子自重、弹簧预紧载荷、磁拉力和随机冲击振动载荷,正常工作载荷约占轴承额定动载荷的3%~6%。

图1 新能源驱动电动机结构

图2 密封深沟球轴承结构
为满足汽车频繁起停、过载(速)能力强、高可靠性、长寿命以及环境适应性等复杂工况及特性,要求驱动电动机轴承应具有低温(-40℃)、低扭矩、无异响、耐高温(+150℃)、高速(密封、脂润滑条件下dmn值达60万mm·r/min以上)、长寿命(NEDC——新能源汽车欧洲新能源汽车续航测试工况下不小于3000h,见图3)、免维护、低噪声(Z3组)以及优越的急变速性能等特点。
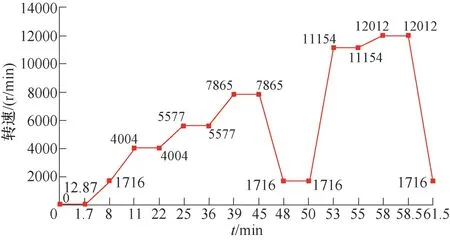
图3 NEDC工况速度谱
为考核验证轴承在高速、高温(NEDC高速段)工况下的运转性能及可靠性,还需要通过不少于1000h的极限耐久(高温、高速)试验以及1.2倍最高转速超速试验。
显然,驱动电动机轴承对承载能力要求不高,但受密封类型以及保持架材料结构限制,标准的双面密封深沟球轴承dmn值一般在50mm·r/min以下,而驱动电动机轴承dmn值最高达90万mm·r/min以上。并且伴随较高的环境温度,试验考核周期长,常规脂润滑球轴承难以满足使用要求。这样一来就对普通轴承钢制造的套圈和钢球的抗高温回火的能力、保持架的运转稳定性、润滑脂的高温性能、密封的可靠性等提出了更高的要求。
在满足高温使用要求的同时,在-40℃的低温下不能出现低温异响,对保持架的设计及润滑脂的低温性能带来挑战。此外,汽车行业尤其注重成本控制,势必增加了轴承设计难度。
因此,轴承设计时应围绕轴承的高温、高速性能,宽温域长寿命润滑(密封),经济性等方面采取针对性的措施。
轴承设计
1.材料
(1)套圈及钢球材料 轴承零件材料选择时,应在满足工况的前提下,兼顾经济性。套圈及钢球材料通常采用GCr15或GCr15SiMo钢,为进一步提高轴承工作时的抗高温回火能力,即避免高温回火后,轴承硬度下降,耐磨性及尺寸精度和配合间隙变差,甚至发生轴承卡死,套圈、钢球可采用表面化学热处理的方式,淬火、高温回火后,表面硬度仍能保证在60HRC以上,耐磨性提高明显。同时可改善表面应力分布状态,使表层形成表面压应力,提高接触疲劳强度。此外,表层一定量稳定的残余奥氏体,利用其易变形特点,降低压痕的边缘效应,使起源于压痕边沿的表面疲劳源不易形成和扩展,从而提高轴承的接触疲劳寿命[2]。
(2)保持架材料 通常深沟球保持架可选结构有冲压浪型保持架(钢保)、冠型保持架(注塑、实体),实体铆接保持架(机加、注塑)。保持架选材从经济性及高速性能角度考虑,优选工程塑料冠型保持架。为满足环境适应性要求,保持架可选用玻纤增强PA46,其温度适用范围为-40~160℃。
(3)密封圈材料 密封圈常用材料为:胶料为NBR、ACM、HNBR、FPM,骨架材料为SPCC(DC01)低碳钢板。NBR使用温度范围:-40~120℃,ACM使用温度范围:-30~180℃,HNBR使用温度范围:-50~160℃,FPM使用温度范围:-30~250℃。其中ACM性价比较高,且该材料在汽车发电机轴承中应用成熟,ACM能长期在160℃下稳定使用,通过调整胶料配方,可保证密封圈温度使用范围满足使用要求。因此,驱动电动机轴承密封圈材料可选用ACM+SPCC(DC01)。
2.精度
对于性能要求不高的普通电动机轴承而言,轴承的精度一般控制在P6~P5级即可满足使用要求。由于驱动电动机轴承面临的工况条件更为苛刻,尤其高温、高速工况,对轴承的动态性能、润滑油的成膜能力及寿命可靠性等性能指标提出了更高的要求,为满足轴承长寿命及高可靠性的要求,驱动电动机轴承旋转精度至少要达到P4级,钢球精度为G10级,振动等级Z3组。
3.主参数优化
为应对驱动电动机轴承高速工况要求,主参数优化时,应尽量降低轴承摩擦力矩(功耗)M及预紧状态下的旋滚比ωs/ωr,达到减少轴承发热的目的,同时应兼顾轴承的承载能力(Cr),满足疲劳寿命要求,因此,可确定多目标优化设计的目标函数f为:
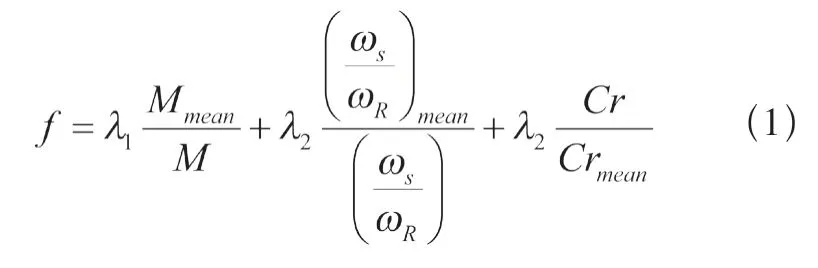
式中,λl、λ2、λ3为加权因子,考虑轴承低摩擦功耗为主要优化目标,取λ1=0.5,λ2=0.3,λ3=0.2。
在确定目标函数后,根据深沟球轴承的结构特点以及轴承的使用工况,给定球径、球数、中心圆直径、沟曲率等深沟球轴承主参数的因素水平,采用正交优化的方式对轴承主参数进行优化,以使目标函数值最大化,即获得最小的摩擦力矩与旋滚比、额定载荷最大。
以某型号驱动电动机配套轴承6209为例,采用该目标函数及优化方式可得轴承的摩擦力矩、旋滚比及额定动载荷(无量纲化)与标准设计同型号轴承的对比情况如图4所示。显然,经优化后的轴承摩擦力矩及预载条件下的旋滚比降低明显,说明优化设计获得的参数达到了高速减摩、降热的目的。额定动载荷亦降低明显,但该轴承受载较轻,经校核能够满足疲劳寿命要求。
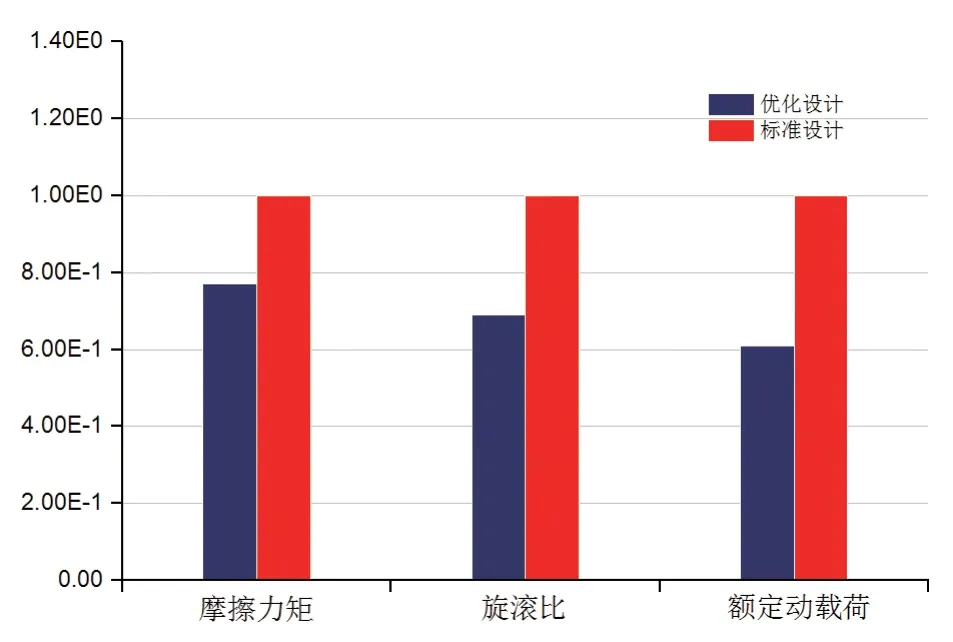
图4 标准设计与优化设计主要性能对比
4.游隙
游隙是轴承的一个重要技术参数,它直接影响到轴承的载荷分布、振动、噪声、摩擦、温升、使用寿命和机械的运转精度等技术性能。游隙过大,会引起轴承内部承载区域减小,接触面应力增大,从而使用寿命缩短。过大的游隙还会使轴承运转精度下降,振动和噪声增大。游隙过小,可能会在实际运行中出现负游隙(过盈),引起摩擦发热增大,温升提高,进而使有效游隙更小或过盈更大,如此恶性循环将导致轴承抱死。
驱动电动机轴承游隙通常选用C3组游隙,但设计时应考虑座材料为钢制或铝合金不同材质、温升、配合等因素对游隙的影响,对制造游隙进行校验,保证工作游隙处于最佳状态。
5.保持架
针对一般工况条件,注塑冠形保持架的设计及应用已相当成熟。但高温、高速工况下如何设计,行业内仍处于探索、试验阶段,与国外差距较大。图5所示为常规冠型保持架结构示意,由于该结构保持架为非对称结构,在高温高速下受温度及离心力的影响势必发生变形。图6所示为有限元获得的某型号驱动电动机轴承保持架高温高速变形示意。显然,在离心力、高温的作用下,保持架锁爪端出现外翻现象,存在与套圈或密封圈干涉的风险。

图5 冠型保持架结构

图6 保持架高温高速变形
从国外某公司采用常规保持架在高温高速试验后的表面接触形貌可以看出,高速下爪的外翻导致兜孔内沿与球接触痕迹明显,增加发热源。此外,从润滑脂老化位置可以看出,球兜孔与保持架的正常作用位置,出现了润滑脂聚集的情况,过量的润滑脂在球高速剪切作用下,老化速度加快。
因此,在保持架结构设计时,为应对高温、高速对保持架的负面影响,应确定合适的保持架兜孔尺寸,同时注意兜孔与钢球接触处的型面设计,避免因润滑脂在兜孔中堆积导致摩擦阻力增大,润滑脂早期老化。
6.密封
根据驱动电动机轴承工况特点,在高速高温运转时,随着温度的升高,润滑脂基础油黏度降低,增加漏脂风险,必须设置可靠的密封结构。深沟球轴承密封结构形式复杂多变:由单唇到多唇,由非接触到接触,接触力有轻有重等。唇少、非接触或接触力轻,接触摩擦力小,易实现轴承的高速、低摩擦运转,但润滑脂的流失风险较大;反之,漏脂率得到控制,但接触摩擦力较大,唇口温升相对较高,存在加速唇口老化、磨损的风险。
由于驱动电动机轴承的高dmn值决定了密封圈唇口接触线速度高达30m/s以上,常规密封圈材料,一般压缩量在0.1~0.2mm情况下,极限线速度保守控制在15~20m/s以下,所以如果采用性能更加优良的材料如HNBR、FPM等,唇口润滑良好,接触线速度可达25~30m/s。
在密封圈唇口结构设计时,尤其要注意接触线速度的影响,避免出现高速旋转情况下,密封接触唇口出现过热胶粘,导致轴承早期失效。因此,在设计驱动电动机轴承密封圈时,可采用迷宫式非接触密封与轻接触式密封相结合的设计型式来保证密封可靠性,与密封圈配装的密封槽尺寸公差、槽口表面粗糙度也应严格控制。
7.润滑
润滑是轴承可靠运转的关键,甚至是决定性因素,尤其是高、低温宽温域、高速运转,对润滑的要求更高。而脂润滑的润滑方式,对驱动电动机轴承的可靠运转挑战更大。SKF给出的润滑脂寿命与深沟球轴承转速、温度的关系,当A=dmn大于65万mm·r/min,在高温(100℃)以上工况下运转,采用一般润滑脂,润滑脂寿命低于1000h,难以满足使用要求。
SKF-E2润滑脂以及kluber-BEP润滑脂是两种典型的电动机轴承润滑脂,两者的运动黏度随温度的变化呈对数曲线式变化(见图7),黏度随温度的升高而急速降低。SKF-E2脂低温黏度远小于kluber-BEP润滑脂,其低温扭矩性能要更加优异。kluber-BEP润滑脂高温黏度要略高于E2脂。
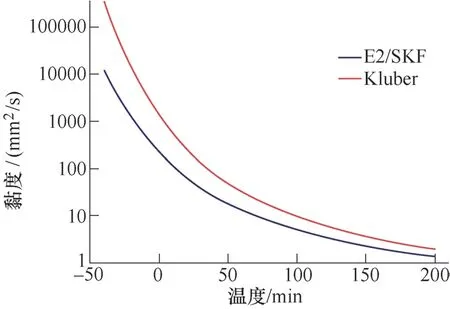
图7 SKF/Kluber润滑脂粘温曲线
为验证两种润滑脂的高温润滑性能,运用哈姆洛克-道森的润滑理论[5]对某型驱动电机轴承在NEDC工况下的膜厚及膜厚参数进行计算分析,结果如图8和图9所示。由图9可知,两种润滑脂膜厚随转速的增加而增加,降低而减小,最小膜厚大于0.05μm,这就要求沟道表面粗糙度Ra要小于0.05μm,才足以避免出现边界润滑状态。膜厚随黏度的增加而增加,无论低速还是高速工况kluber-BEP润滑脂膜厚均大于SKF-E2脂。
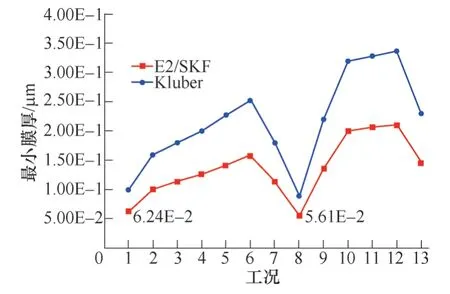
图8 NEDC工况下轴承最小膜厚
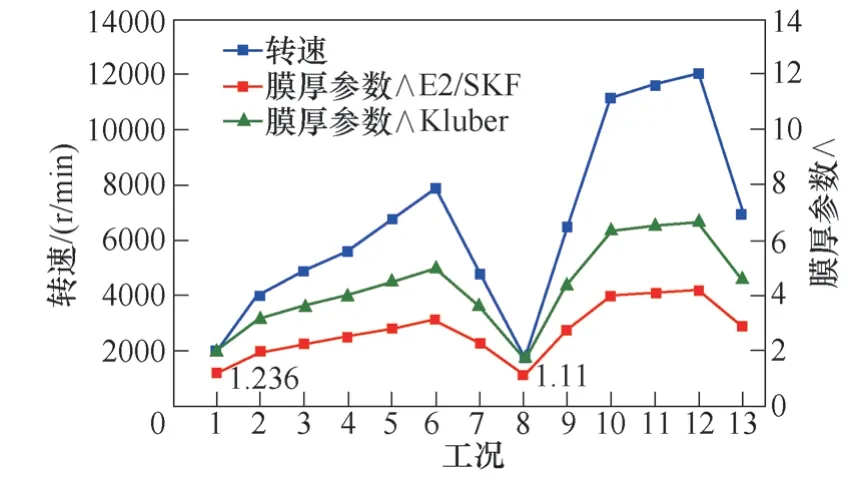
图9 NEDC工况下轴承膜厚参数
通常运用润滑油膜厚度与表面粗糙度之比Λ(膜厚参数)来表征滚动接触面润滑状态的优劣。
研究表明,Λ值在3~4附近时,寿命变化小;当Λ值趋近于1或小于1时,寿命急剧缩短,会发生严重的表面起源剥落或磨损失效。两种润滑脂在低速工况下的膜厚参数较低,但是均大于1,满足润滑基本要求。Kluber-BEP脂除低速工况外,其余工况下的的膜厚参数在4~6附近,要优于E2脂。
需要注意的是,以上分析是在高温状态下进行的,未考虑低温工况,在选脂时,应综合兼顾高低温润滑特性。Kluber脂虽然高温状态下的润滑效果优异,其低温黏度比E2脂高近30倍,其低温扭矩性能显然不如E2,通过低温性能试验亦验证了这一点,因此,所选润滑脂粘温曲线最好介于两者之间。
选脂时,除考虑基础油黏度指标外,应要求润滑脂稠化剂组织结构应平滑,纤维细腻,具有较高的清洁度(低振动),抑制轴承在高、低温(-40℃)运转过程中的异响。并且要具有良好的高速抗剪切能力,抗高温氧化性能优异,抗磨损性能好。此外,与漏脂率密切相关的高温分油率、稠度等指标也不容忽视。
对于脂润滑球轴承,确定合适的填脂量也至关重要。填脂量过多,增加轴承内部的搅拌阻力,发热严重;填脂量过少,随着润滑脂的流失或高温、高速的劣化作用,难以实现长效润滑。针对高温高速工况,驱动电动机轴承润滑脂装填量宜控制在内部静止空间体积的80%~90%,根据润滑脂的黏度大小,可再做适当调整。
性能分析
1.承载能力
根据上述分析所设计的某型驱动电动机配套轴承6209,其径向、轴向承载能力等性能分析如下:
(1)径向承载能力 根据文献3、4及5,对轴承的基本额定动载荷Cr、基本额定静载荷Cor、静载安全系数、接触应力等承载能力参数进行了校核,结果见表1。计算时,取轴承实际工况下的当量载荷Pr(Por)=1kN。
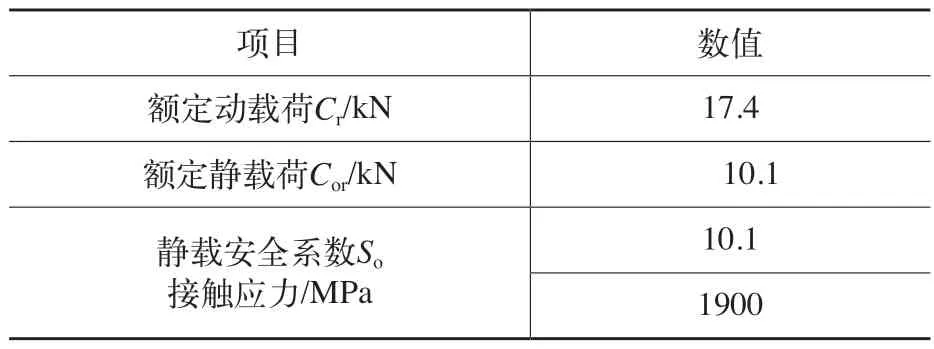
表1 承载能力计算结果
由表1可知,在轴承工作载荷作用下的,轴承最大接触应力约为1900MPa,静载安全系数10.1远大于文献6中的推荐值So=2,安全裕度大,承载能力满足使用要求。
(2)轴向承载能力 为应对驱动电动机的随机振动工况,确保在轴向冲击负荷的作用下轴承不能出现钢球与滚道间的接触椭圆截断的现象,需要验算轴承的轴向承载能力。对于乘用车驱动电动机,其转子重量约为20~50kg,冲击加速度10g,则轴承承受的最大轴向冲击载荷约为5000N。经验算上述轴承的轴向承载能力为10 200N,远大于轴向冲击载荷,可有效避免出现接触椭圆被截断的现象,轴向承载能力满足设计要求。
2.疲劳寿命
根据文献[6]对上述某型驱动电动机配套轴承6209在极限耐久试验工况、NEDC工况下的基本、修正额定疲劳寿命进行了计算,结果见表2。计算修正额定寿命时,取SKF-E2、Kluber-BEP两种润滑脂参数。

表2 疲劳寿命计算结果
由表2可知,极限耐久试验工况及NEDC工况下的L10、L0.1m分别大于1000h、3000h,满足驱动电动机轴承寿命考核要求。此外,采用SKF-E2脂参数计算的寿命值明显小于Kluber-BEP脂,说明润滑脂对轴承的寿命影响也非常显著,如不考虑润滑脂低温性能,Kluber-BEP脂对于延长轴承使用寿命更加有利。
结语
本文根据新能源汽车驱动电动机轴承的工况条件和要求,对轴承材料、结构、密封、润滑等方面的设计关键技术开展了系统地研究分析,针对性地阐述了相关技术瓶颈问题的解决方案,并以某型驱动电动机配套轴承为设计示例,进行了承载能力、寿命等性能分析,验证了轴承主要设计参数选取的合理性,为新能源汽车驱动电动机轴承的系列化开发提供参考依据。
猜你喜欢
机械工程师(2022年10期)2022-11-17
轴承(2022年9期)2022-09-16
锻压装备与制造技术(2022年3期)2022-07-18
南方农机(2021年17期)2021-09-11
润滑油(2021年1期)2021-02-24
西安交通大学学报(2021年1期)2021-02-01
石油商技(2020年4期)2020-09-17
智能制造(2020年7期)2020-07-18
航空学报(2018年7期)2018-07-31
科技创新导报(2016年5期)2016-05-14