八钢热轧智能卷库运输区步进梁优化
2021-03-23 00:50:52孙利忠
新疆钢铁 2021年4期
孙利忠
(新疆八一钢铁股份有限公司轧钢厂)
前言
八钢1750热轧产线投产以来,热轧钢卷库采用人工指挥行车进行钢卷吊运装卸。这种装卸方式运转效率不高,现场存在高空坠物、地面坑洞、机械伤害、钢卷倾翻、高温烫伤等危险,库区作业环境存在安全隐患,操作人员也面临安全风险。钢卷库是由人工吊运,吊运操作需要行车工和指吊工协调配合,发生钢卷夹伤、碰撞滚落、物料损伤、设备损坏等事故,影响作业效率,增加运行成本。2019年八钢在热轧投建了具有工业4.0标准的热轧智能化钢卷库系统,调试投运初期显著减少库区作业人员,大幅提升库区整体效率,彻底消除设备及货物损伤,保障库区安全、高效、可靠、无人化运转。
1 问题的提出
智能卷库和热轧钢卷运输区步进梁的协调是智能卷库的重要环节,在热轧智能钢卷库初期运行时,发挥了效能。当智能卷库全部采用智能无人行车热轧产量达到8千吨时,出现钢卷不能及时入库的问题,1750热轧产线由于等待运输区钢卷入库造成生产中断,转入人工操纵行车用以满足热轧产能,热轧钢卷库智能化作用受限。
2 原因分析
初步分析认为,智能卷库进行功能性测试时是在1、2、3跨分别调试,同时其它跨采用人工操纵行车,当时热轧线单炉生产,日产量不超过7千吨,智能卷库运输区钢卷入库问题没有暴露出来。为此,对运输区步进梁运行状况进行分析。
2.1 钢卷顺序控制等待时间长
由于卷取运输区采取前运输单元有钢驱动方式,因此在2#步进梁前的运输设备始终排满钢卷,热轧线共有3跨钢卷库,通过卷取运输区的2#、3#步进梁运输到钢卷库1、2、3跨,其中2#步进梁对应着钢卷库1跨,3#步进梁对应钢卷库2、3跨。如图1所示。由于钢卷库智能行车自动吊运卷取运输区钢卷需要将卷取2#步进梁锁定,锁定2#步进梁后使卷取回转台、1#步进梁等前工艺设备上的钢卷不能运输,这种顺序控制等待时间长,严重影响运输效率制约生产。
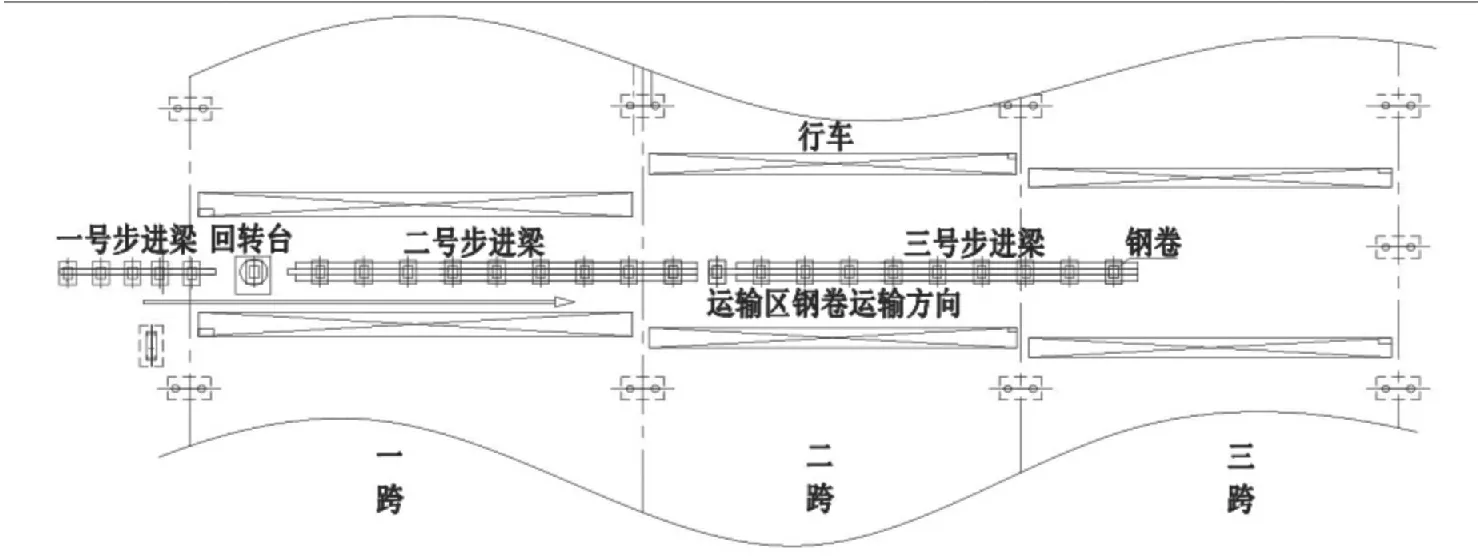
图1 热轧钢卷库示意图
2.2 行车作用没得到发挥
热轧智能库1跨对应的2#步进梁有3个吊卷位、2跨2#、3#步进梁对应3个吊卷位、3#步进梁进入3跨长度较短,占改跨卷库三分之一宽度,导致3跨仅有1个吊卷位。当热轧正常生产时,一个吊卷位使钢卷库3跨两台行车40%时间闲置,作用得不到发挥,而三个钢卷跨行车即吊卷入库又装车出库满足不了热轧生产需要,造成运输区前端工艺设备压钢,轧线生产中断,满足不了热轧厂日产万吨的生产任务。
2.3 步进梁运行速度慢的影响
步进梁是通过比例阀控制液压缸运行,接近开关感应信号来定位,由于采用比例阀控制控制精度较低,当步进梁运行接近到位信号前步进梁必须减速,然后以慢速接近到位的接近开关,这样一来由于位置控制的扰动因素较多例如钢卷重量、油压、比例阀特性等,特别是钢卷重量。
式中:P为摩擦阻力;G为动梁自重310kN;f为车轮滚动摩擦系数;μ为车轮轴承滚动摩擦系数;d为车轮轴承内径170mm;D为车轮踏面直径700mm;β为附加摩擦主力系数。根据[1]β、f、μ选定为1.5、0.5、0.015。
由于步进梁空载满载都会出现,当步进梁外载荷Q从0至2600kN。摩擦阻力在2.36~22.14kN,比例阀推动液压缸步进梁高位带载平移位置和速度都会发生变化,此时每个周期运行距离离散误差在20~30mm。当一个钢卷从步进梁头运输至步进梁尾部需要运行9个周期误差就达到200~300mm,这样影响每一卷钢的定位精度,进而中断智能行车的运行。
3 解决方法
3.1 优化步进梁和智能卷库协调时间
优化前,2#、3#步进梁在工作循环周期内接收到行车吊卷锁梁命令,随后完成本循环周期回到步进梁中间等待位置,发出锁梁完成信号,如图2(步进梁运行时序图)所示。实际现场为当步进梁完成前进下降步序后就固定了步进梁上钢卷位置,这时智能行车系统对钢卷寻位并起吊。对此,将钢卷锁梁完成信号提前到步进梁前进下降完成后,步进梁后退到中间等待位完成前。优化后发出锁梁完成信号同时步进梁低位后退,每卷钢节约出后退时间8秒。优化卷库信息跟踪系统,在原系统后退、上升、前进、下降、后退到等待位发出步进梁完成一周期命令改为后退、上升,如图2所示位置,开始前进时发出完成命令,提前将入库信号给自动行车系统,让自动行车系统提前29秒预判。
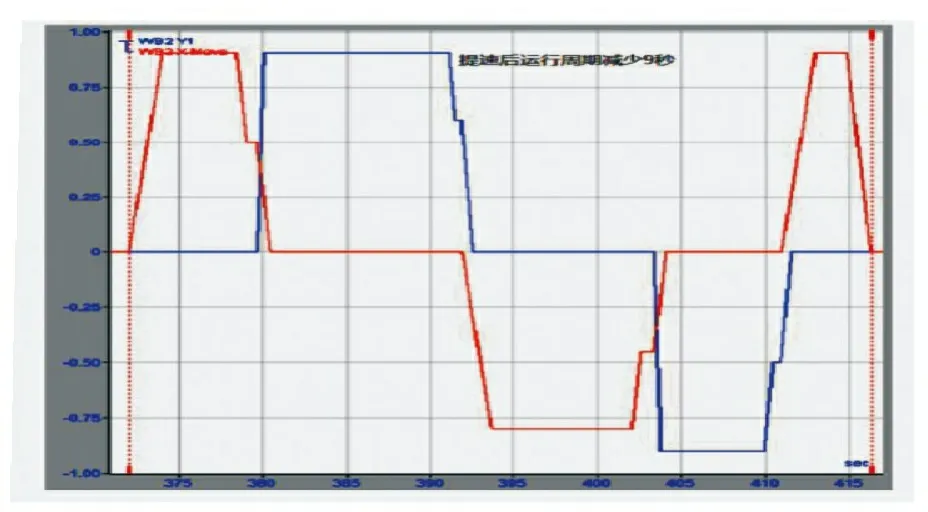
图2 2#步进梁运行时序图
3.2 吊卷位的调整
3#步进梁进入3卷库跨长度较少只占卷库三分之一,导致3跨仅有1个吊卷位,相比1跨3台行车3个吊卷位,2跨2台行车3个卸卷位,吊卷位置比较少,在3跨行车空闲时必须等到步进梁将钢卷运到唯一的吊卷位置时才能起吊钢卷。同时这个起吊位置为步进梁静梁末端位置,当钢卷到达这个位置时3#步进梁不能再移动,否则会发生翻卷事故。这个位置有卷会导致前端运输设备停止运行必须等待末尾钢卷被调走才能恢复钢卷运输工作。通过调整步距,原先对应静梁上9个钢卷,调整后对应静梁上有10个钢卷(如图3所示)。3#步进梁多了一个3跨吊卷位增加热轧钢卷库3跨两台行车利用率。钢卷库3跨有两台行车用于吊卷。
3.3 加快步进梁运行速度
原来采用人工行车吊卷定位精度影响不大,当采用自动行车定位精度要求较高,200~300mm的误差不能满足吊卷要求。优化前采用步进梁液压缸走满机械行程达到减少离散误差。减少步进梁步距就不能利用机械行程定位,一旦提高步进梁运行速度对液压缸冲击较大离散误差会更大。为解决步进梁提速,在现场测试比例阀开度在20%,步进梁不会进入死区运行。在步进梁平移液压控制部分加入截止阀控制即在比例阀减速到20%快速关断截止阀,使比例阀控制的步进梁在离散误差之内。步进梁提速后见表1,运行时间减少8.19秒。
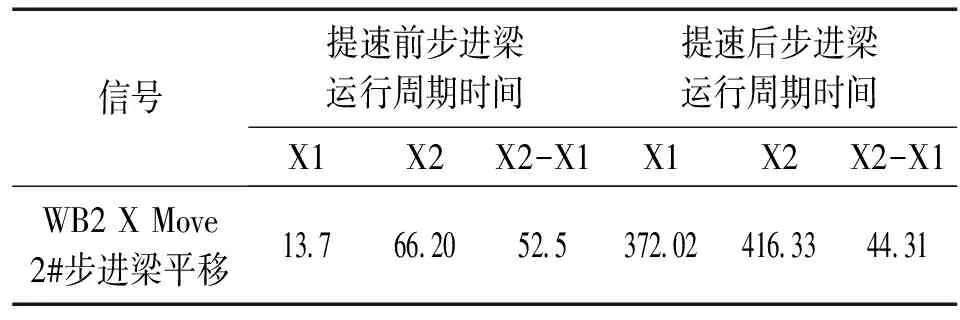
表1步进梁提速前后运行周期时间对比 s
4 结束语
改进后钢卷入库效率得到提高,人工吊运平均为9.3min/卷,自动吊运平均为3.6min/卷,提高出库效率40%以上。为保证热轧钢卷库智能行车和卷取步进梁协调运行,优化了步进梁和钢卷库智能行车协调工作时序;提高热轧钢卷库3跨两台行车利用率;提高运输区步进梁运行速度;优化卷库信息跟踪系统等。热轧运输区步进梁的优化满足轧线日产1.2万吨的运输任务,为热轧产线的效率提升创造了条件。
猜你喜欢
军事文摘(2022年19期)2022-10-18 09:54:54
山东冶金(2022年4期)2022-09-14 08:57:44
冶金设备(2021年2期)2021-07-21 08:44:24
设备管理与维修(2021年1期)2021-03-05 04:05:56
山东冶金(2019年2期)2019-05-11 09:12:26
山东冶金(2018年5期)2018-11-22 05:12:08
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
设备管理与维修(2016年7期)2016-04-23 06:51:42
新疆钢铁(2016年3期)2016-02-28 19:18:49
新疆钢铁(2015年3期)2015-11-08 01:59:39