中频炉熔炼锌铝合金工艺研究及其应用
2021-03-23 00:50:38孙利斌
新疆钢铁 2021年4期
孙利斌
(新疆八钢佳域工业材料有限公司)
前言
锌合金是以锌为基础加入其他元素(如Al、Si、Mg、Sb)组成的合金。热镀用锌铝合金因熔点低、流动性好,镀层具有优良的耐蚀性能且外形美观,有利于浸润热镀加工、成本相对较低,在工业、民用领域得到了广泛的应用。市场调研表明,新疆钢板镀锌企业使用的镀锌锌合金基本为锌铝合金锭,锌铝合金锭成分标准中Zn、Al是主要组成元素,其余元素Pb、Fe、Cd、Sn、Cu为限制性元素,因此,锌铝合金锭主要通过熔炼锌和铝获得。熔炼过程中锌液中铝含量达到0.134%以上,不仅可以保持锌金属镀层表面光泽,而且有利于去除在镀锌过程中产生各类锌渣。尤其是由于锌金属液中随着铝含量的增加,锌液的流动性明显改善,容易获得既薄又均匀的镀层,有利于降低生产成本。因此,钢板镀锌用锌铝合金Al含量设计为0.9%~1.1%。
采用中频炉熔炼锌铝合金,由于锌熔点低等因素,出现“漏炉”问题。并且,锌液中加入的铝元素,由于其熔点高于锌的熔点,在锌合金的熔炼过程存在铝元素偏析现象。因此,为解决中频炉熔炼锌铝合金时存在的问题,通过试验研究对熔炼工艺进行了优化,应用于锌铝合金熔炼生产,铝在锌铝合金锭中固溶均匀,确保了镀锌厂锌层表面花纹质量稳定。
1 锌铝合金锭熔炼工艺要求及技术质量要求
锌铝合金化学成分标准见表1。利用现有中频炉熔炼设备生产锌铝合金锭。

表1 锌铝合金化学成分标准 wt%
1.1 熔炼工艺流程
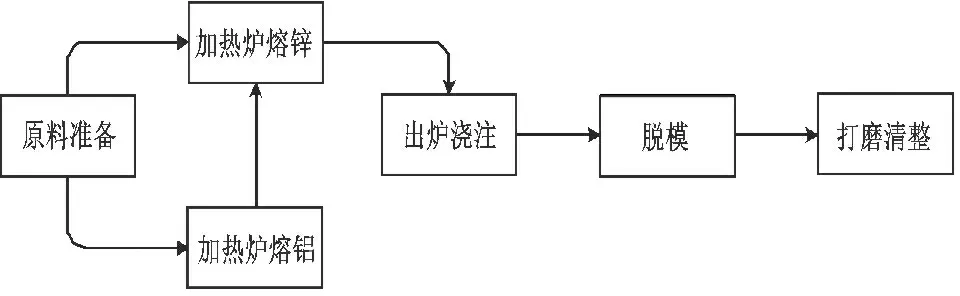
镀锌合金采用加热炉熔炼,按照各元素wt%要求进行配料,在炉内加入相应的金属炉料,加热升温至500±20℃,经金属型浇注成型。
原料准备:按加热炉容量及wt%进行称量锌锭、铝锭,由于熔点不同,锌、铝分别熔炼。
熔锌炉:按工艺要求对炉衬进行预热,达到设定温度时停炉,在炉内逐次加入锌锭,送电加热熔化,加料结束,持续加热至锌液温度达到480~500℃。
熔铝炉:按工艺要求对坩埚进行预热,达到设定温度时停炉,在坩埚内逐次加入铝锭,送电加热熔化;加料结束,持续加热至铝液温度达到1050~1080℃。
出炉浇注:将铝金属液加入锌液炉内除渣后,熔锌炉内金属液出净至浇注包,在浇包内静止2~3min过程中,用漏勺除去液面锌渣,取成品试样后准备浇注。在浇注的整个过程中,将金属型内锌液表面的锌渣进一步除净。
脱模:使用单一金属型实现浇注。锌铝合金锭的金属型设计重量为1000kg/型。
打磨清整:脱模后的锌锭,将边角处的毛刺打磨光滑,按规定重量用打包带打包成捆。
1.2 中频炉熔炼设备
中频炉是一种将工频50Hz交流电转变为中频(300Hz~1000Hz)的电源装置,三相工频交流电整流后变成直流电,再将直流电变为可调节的中频交流电,供给由电容和感应线圈里流过的中频交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流,利用电磁感应原理加热金属直至熔化成液体。
由于中频感应加热的原理为电磁感应,其热量在金属体内自身产生,当中频炉炉体感应线圈通电,炉内金属体即可开始加热升温,升温速度可达30℃/min,操作简单。利用中频炉分别熔化锌锭、铝锭完全可行。其中,熔锌炉采用炉衬材料熔炉,熔铝炉在中频炉炉体内嵌入石墨坩埚后熔铝,
1.3 技术质量要求
(1)具有可获得比常规热浸镀锌更为平滑、均匀的镀锌层,同时保持镀锌层的光泽(具有自然沉积的η相纯锌层)、消除灰暗色泽、消除色差,使钢铁工件表面光亮、平滑、色泽均匀。
(2)能合理控制镀锌层厚度、减薄镀锌层,可以抑制钢材中含有的硅对镀锌层的影响,达到按要求控制锌层厚度的目的。
(3)可以提高镀锌层的附着能力(消除、控制ζ相的生成),达到GB/T 13592、GB/T 2694、美国ASTM—123等标准的要求。由于合金具有可以抑制钢材中含有的硅的作用,使得镀锌层组织更紧密,粘附力更好,镀锌层更加美观,因而能较好地提高镀锌层质量。
(4)合金的添加抑制了锌的氧化和Zn-Fe反应,延长了镜面时间,保持锌层亮光持久,提高镀锌层耐蚀能力,因而能延长存贮过程中镀锌层变暗的时间。
(5)合金可以提高锌液的流动性,易于生产操作及提高热浸镀锌质量。
(6)能有效提高锌液对被镀工件的浸润性,减少漏镀。
2 中频炉熔炼锌铝合金需解决的关键问题
调查发现,疆内外绝大多数企业的中频炉多用于熔炼钢、铁金属液,个别企业用于熔炼铝或锰合金,极少用于熔炼锌铝合金。该厂自2007以来一直采用中频炉熔炼铝铁合金,在解决低熔点金属炉衬材料选型、烧结工艺技术方面,积累了一定的经验。为此,结合现场实际情况确定熔炼锌铝合金的炉衬材料,通过试验研究进一步优化了炉衬打结工艺与烧结工艺。
2.1 炉衬材料选型
中频炉熔炼锌铝合金的关键问题之一是熔锌炉炉衬材料的选型。
中频炉炉衬材料在使用前必须经过高温烧结,使炉衬形成烧结层、半烧结层、松散层结构(见图1),烧结温度一般都在1400℃以上。但是锌的熔点只有420℃,沸点温度为907℃,无法满足烧结要求。

1.烧结层;2.半烧结层;3.松散层;4.金属液流槽;5.炉口砖;6.石棉板;7.感应圈;8.熔炼池;9.钢炉壳;10.炉底砖
自2007以来,采用中频炉熔炼铝铁合金,在低熔点金属炉衬材料选型、烧结工艺技术方面积累了一定的经验。熔铝的炉衬材料烧结层烧结温度约1000℃,通过分析比较,熔锌炉衬拟选用与熔炼铝铁合金用相同的炉衬材料。为此,结合技术要求,针对炉衬打结工艺、炉衬烧结工艺进行了试验探索。
2.2 炉衬打结工艺与烧结工艺试验
2.2.1 炉衬打结工艺改进试验
中频炉熔炼为非连续生产,炉体炉衬是冷态下启熔,炉衬烧结后室温状态下会发生微裂纹(裂纹宽度≤1.0mm)现象。试验表明,锌铝合金出炉浇注温度在500±20℃,完全适合熔铝的炉衬材料,熔锌时却出现了锌液穿透炉衬微裂纹与感应线圈短路故障,造成停炉停产,俗称钻缝“漏炉”的设备事故。因此,熔锌必须解决炉衬微裂纹问题。
通过分析钻缝漏炉后的炉衬截面,发现微裂纹处有炉衬耐火材料颗粒分布问题,凡有微裂纹处,颗粒偏大的耐火材料明显多于不产生裂纹的部位,说明炉衬在打结过程中不同大小颗粒的耐火材料分布不均匀。因此,要减少炉衬微裂纹,须解决炉衬材料颗粒分布不均匀问题。因此进行了试验探索:在耐火材料不同规格颗粒配料wt%保持不变的前提下,要求耐火材料混碾均匀,最终要求在炉衬打结的过程中不同大小颗粒的耐火材料在炉衬各方向上分布均匀。
炉衬打结工艺采用干法打结,电动振打专用工具振打平锤(见图2)逐层捣打。分析耐火材料产生颗粒分布不均匀原因,要了解电动振打平锤在振动打结过程中不同大小颗粒耐火材料的运动轨迹。由于采用干式打结,在振打平锤上下往复运动时,在下压瞬间,不同大小颗粒的耐火材料产生的位移不同,常常是大颗粒的耐火材料位移大于小颗粒的,由此造成颗粒分布不均匀。

图2 振打平锤
对振打平锤进行改进,如图3所示。从图3可以看出,改进后的振打平锤板头钻4-5个φ10mm圆孔、工作面焊接4个打结爪(φ10mm×30mm圆钢,用于炉衬打结,耐火炉料颗粒偏析的状况得到了显著改善等,烧结后炉衬微裂纹减少了70%以上,避免了炉衬因微裂纹引起的锌液钻缝漏炉的设备事故。

图3 改进后振打平锤
2.2.2 炉衬烧结工艺改进试验
炉衬打结后,烧结工艺将最终决定炉衬的使用寿命。炉衬径向断面(如图1)从里到外;烧结层致密、硬度高,可以有效提高抵抗金属炉料的机械冲击和高温金属液的侵蚀,膨胀系数大,低温时容易形成微裂纹;半烧结层是没有完全烧结的耐火材料,有较高的强度和硬度,对烧结层起到支承作用,在原烧结层逐步侵蚀后,半烧结层逐次转化为烧结层;松散层是没有烧结的耐火材料,在熔炼时,对炉衬膨胀起到缓冲作用,高温时烧结层膨胀时因金属液静压力作用在径向位移最大,由于松散层的缓冲作用,缓解了烧结层的剥落,炉衬寿命稳定并得到提高。
试验采用1.5t中频炉熔锌。1.5t中频炉烘炉烧结工艺曲线见图4。

图4 1.5t中频炉炉衬烧结工艺曲线
试验中出现两个问题:(1)第1炉锌锭杂质铁含量超标,Fe含量达到0.007%~0.008%。(2)炉衬上部容易出现漏炉事故,漏炉位置集中在中频炉感应线圈顶部。
分析铁杂质超标、漏炉事故的成因,对炉衬烧结工艺进一步改进。
新打结炉衬烧结工艺改进:采用熔铝烧结炉衬,熔铝烧结工艺曲线如图5。

图5 熔铝烧结工艺曲线
图5曲线说明:新打结炉衬,用铁质坩埚(见图6)烧结温度至880~900℃保温结束后,快速取出铁质坩埚(炉衬温度≥400℃),加入铝锭进行熔铝烧结,铝液液面与炉衬顶面高度相同,熔铝烧结温度和烧结保温时间分别为880℃、1h。此后出尽铝金属液,准备化锌。

图6 炉衬烘炉原理示意图
通过熔铝烧结工艺,一方面可以清洗炉衬,去除杂质,解决铁含量超标问题;另一方面,因中频炉的自搅拌功能,熔铝时炉内铝液在熔炼池高度范围内温度均匀,温度偏差很小,可有效解决炉衬上部漏炉事故的问题。
考虑到锌铝合金成分构成,其铝含量在0.9%~1.1%(或0.3%~0.4%)烧结时炉衬内残留的铝对锌铝合金是组分元素,不形成有害元素污染。
炉衬打结与烧结工艺改进后,较好地解决了用中频炉熔锌时存在的杂质铁超标、漏炉事故问题,尤其是炉衬使用寿命也因此大幅提高。
3 锌铝合金锭的熔炼工艺优化试验
3.1 锌铝合金精炼问题
由于热镀的锌层薄,最薄可达到5g/m2,对锌铝合金内杂质含量要求严格,各有害元素如Fe等通常要求≤0.005%。铁在锌液中的溶解度随温度升高而增加,430℃时,铁在锌液中的溶解度为0.02%,500℃以上时溶解度为0.3%以上。当铁在锌液中的溶解度超过0.04%时,铁将与锌反应生成密度大于锌液的FeZn7,当锌液中含铝时,锌液中多余的铁将会和铝发生反应生成密度较小在Fe2Al5而漂浮在锌液上即为浮渣。这两种锌渣都会消耗大量的锌,锌液中铁的存在,使得锌液的粘度和表面张力增加,流动性变差,恶化锌液对钢的润湿条件,因此,减少锌液中铁的含量是锌合金生产的一个重要方面。但是,在熔炼过程中,不可避免地要用到铁质工具、耐火材料等,生产过程中会增加Fe元素、耐火材料颗粒以及ZnO、Al2O3等氧化物杂质,造成液态锌铝合金污染,进而影响热镀锌产品镀层质量。
分析锌在熔炼过程中其它渣相的比重:四氧化三铁(Fe3O4)、三氧化二铁(Fe2O3)、氧化亚铁(FeO)比重分别为5.18g/cm3、5.24g/cm3、5.7g/cm3,氧化锌(ZnO) 5.18g/cm3,耐火材料(Al2O3)比重为3.9~4.05g/cm3等,均低于锌(Zn)的比重 (7.14g/cm3)。理论认为,在一定温度条件下,所有浮在合金液表面渣相可用漏勺等工具去除。但是,由于受渣相比重、熔点、液态下表面张力不同等因素影响,同一温度下常残留在合金液中进入到成品锌铝合金锭中。为了去除渣相净化锌液,必须对锌液有害杂质进行精炼处理。
精炼处理方案:(1)为严格控制铁元素带入,对生产中用的铁质工器具,在工器具表面喷涂滑石粉涂料,对炉衬材料等严格控制铁元素含量。(2)在铝液加入锌液的熔炼后期进行吹氩气或氮气进行除渣。精炼吹气除渣正常情况下是在中频炉底部安装透气砖装置即可实现往炉体内吹楕性气体。图7为吹氮工艺示意图。

1.渣层;2.钢水包;3.金属液;4.多孔透气塞 图7 吹N2气工艺示意图
由于锌熔化成液体后具有较强的渗透性,在使用过程中会发生锌液渗入透气砖内造成堵塞无法正常吹氮气,甚至会发生锌液从透气芯内流出造成“漏炉”事故,造成生产中断。因此,用中频炉熔炼锌时无法安装底部吹气装置,为了解决中频炉熔炼锌吹氮气精炼问题,比较了几种方案,最终选定一种既简单又方便的操作方案:利用一根钢管一端插入锌液炉底部,另一端通过胶管与氮气瓶连接,就可以实现锌液吹氮气精炼操作,解决了锌铝合金在中频炉内的除渣精炼问题。
精炼除渣:熔锌炉内温度控制在500±20℃,将备好的铝液按锌液wt%计算量加入锌液中,按比例加入精炼剂,迅速插入N2气管吹入N2气去夹杂,对金属液净化处理,2~3min后,将液面渣子用漏勺除净。
3.2 铝元素成分偏析熔炼工艺优化试验
一般认为,热镀锌产品用锌铝合金锭中加入铝主要是为了增加镀层亮度和增加镀锌液体的流动性,一般铝的含量约在1%,其余为锌。锌、铝两种金属物理性能差别较大,锌的熔点为419.53℃,密度为7.14g/cm3,铝的熔点为660℃,密度为2.7g/cm3。锌铝合金锭的浇注温度为500±20℃,如果先熔化锌再将铝加入锌液内,因铝的熔点高于锌,会造成铝在锌液内不完全熔化;因铝的密度远小于锌,铝液加入锌液后会漂浮于锌液上。两因素都会造成成分偏析。
为防止偏析,最直接的办法是进一步提高锌铝合金液的温度超过铝的熔点660℃,但是温度过高加剧锌氧化,增加熔炼电耗。综合考虑两个元素的物化性能,将锌、铝单独熔化成液体,在浇注前将铝液加入锌液中,利用中频炉强电磁搅拌作用,将锌铝混合均匀再进行浇注锌铝合金锭。由于铝熔点为660℃,并选择含铝量为0.3%~0.4%进行试验,考虑到综合收得率,炉内铝加入量为0.42%。因此,将铝液温度提升到适宜温度,以解决铝偏析问题。
为防止铝液在锌液中结晶,通过试验来确定合适的铝液温度,见表2。

表2 不同铝液温度试验对比
通过试验对比,确定了防止锌铝合金锭中铝偏析的工艺方法:用3.0t中频炉将电解铝单独熔化,铝液出炉温度严格控制在1050~1080℃,备用;在熔铝的同时,用1.5 t中频炉熔锌,当锌液温度达到450±20℃时,将备用铝液按wt%计算铝液重量并加入熔锌炉后,向炉内吹N2气2~3min,除净液面浮渣,出炉浇注。
4 优化后的主要参数及其应用
4.1 优化后的主要参数
精炼优化:为有效去除锌铝合金液中的锌渣,须在出炉前进行吹氮处理,将炉内各类渣相有效上浮至锌液表面进入渣层,用专用漏勺舀出。同时,气态的N2从炉底上升时,进一步促进了铝元素在锌铝合金锭中的均匀地固溶。
其中:(1)精炼用氮气(N2) 采用瓶装液氮,使用压力0.10~0.15MPa,入炉钢管内径≤φ10mm;(2)炉内吹N2气锌液温度450±20℃;(3)炉内吹N2气时间2.0~3.0min。
铝元素偏析优化:锌铝合金锭铝元素加入熔锌炉内的铝液的温度要求控制在1050℃~1080℃,所生产锌铝合金锭产品按铸造锌锭取样规范取样化验结果符合产品成分标准要求,锌铝合金锭铝元素偏析的问题得以完全解决。
4.2 应用效果
自2019年以来,该厂采用开发的双中频炉熔炼锌铝合金,在生产工艺不断改进和优化的基础上,先后生产钢板镀锌锌铝合金锭和钢管镀锌锌铝合金锭产品,产品质量稳定,已连续稳定生产两年多,完全达到了镀锌用镀锌锌层表面质量要求。
采用中频炉熔锌工艺生产钢板镀锌产品,2019年10月到2021年12月末,累计生产锌铝合金锭6947.8t;采用中频炉熔锌工艺生产。钢管镀锌锌产品,从2020年5月到2021年底,锌铝合金锭产量926.277t,为企业创造了效益。
5 结束语
(1)优化后的炉衬打结、烘干、烧结工艺,解决了锌铝合金生产的技术难点。特别是炉衬寿命最高达到了1080炉,比优化前的140炉提高了671%,成效显著。
(2)开发的双中频炉熔炼热镀锌合金锭生产工艺,解决了铝元素偏析的工艺难点,锌铝合金产品达到了镀锌的技术质量要求,生产产品80%以上供八钢镀锌产品使用,为企业培育了一个新的经济增长点。
(3)开发的双中频炉熔炼热镀锌合金锭生产工艺填补疆内空白。双中频炉熔炼热镀锌合金锭生产工艺,采用1.5t中频炉熔铝,3.0t中频炉熔锌,每炉次熔锌量1.05t,熔炼一炉时间约25min;经精炼除渣后即可出炉浇铸,生产效率高,每熔炼1t锌铝合金,耗电量约为300kWh,能耗低、效率高,比传统的天然气熔锌工艺节能达20%以上。取得了良好的经济效益。
猜你喜欢
表面工程与再制造(2019年3期)2019-09-18 01:35:16
山东冶金(2018年6期)2019-01-28 08:14:30
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年2期)2017-05-17 03:42:17
资源再生(2016年10期)2016-11-16 03:29:12
新世纪水泥导报(2016年1期)2016-07-01 08:37:41
材料科学与工程学报(2016年5期)2016-02-27 07:11:21
中国资源综合利用(2016年10期)2016-01-22 08:36:10
铝加工(2014年1期)2014-12-05 00:47:52
天津冶金(2014年4期)2014-02-28 16:52:35